
过程控制工程-冷连轧张力控制.ppt

yy****24


1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
过程控制工程-冷连轧张力控制.ppt
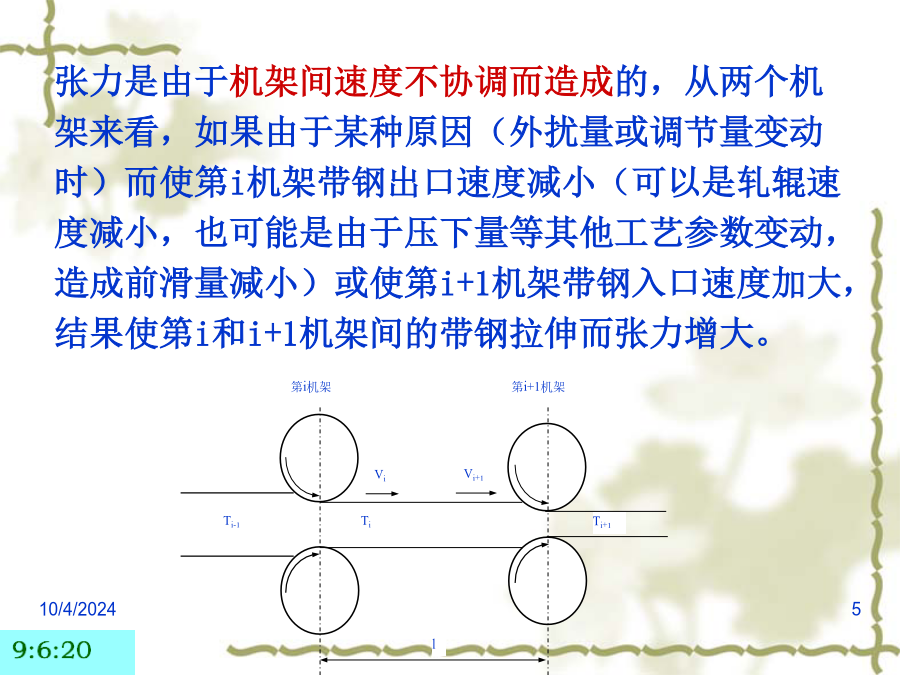
过程控制工程——冷连轧张力控制2轧制过程中张力的产生原因张力的产生:由于在轧件长度方向上存在着速度差,使得轧件上不同部位处的金属有相对位移而产生张应力⇒张力张力大小的表示:以平均单位张力(张应力)σTm乘以所作用的横截面积A就是作用在轧件上的张力T,张力是由于机架间速度不协调而造成的,从两个机架来看,如果由于某种原因(外扰量或调节量变动时)而使第i机架带钢出口速度减小(可以是轧辊速度减小,也可能是由于压下量等其他工艺参数变动,造成前滑量减小)或使第i+1机架带钢入口速度加大,结果使第i和i+1机架间的带钢

带钢非稳态冷连轧过程厚度与张力控制.docx
带钢非稳态冷连轧过程厚度与张力控制导言:随着工业技术的不断发展,带钢制造业也在不断地进行革新和变革。带钢的制造过程和技术是重要的研究方向之一。其中,带钢非稳态冷连轧过程厚度与张力控制是一个重要的研究方向,不仅关系到带钢的品质和规格,还能提高带钢的生产效率和降低制造成本。因此,对带钢非稳态冷连轧过程厚度与张力控制进行深入研究具有重要的实际意义和理论价值。正文:一、非稳态冷连轧过程(1)带钢制造流程带钢是将钢板经过连续冷轧和切割成所需的规格尺寸。带钢的制造过程通常分为钢坯准备、粗轧、中轧、精轧和切割几个过程。

冷连轧过程中机架间张力控制研究.docx
冷连轧过程中机架间张力控制研究随着社会经济的发展和科技的进步,钢铁行业的快速发展助推了冷连轧技术的发展。在钢铁加工中,关键的一步是轧制过程,它决定了最终产品的质量和性能。在冷连轧生产中,轧制是一个非常关键的环节,轧制机架间的张力是一个重要参数。本文将介绍冷连轧生产过程中机架间张力的控制研究。一、冷连轧生产的基本流程冷连轧是一种在常温下进行的、采用轧机进行压制的工艺。其基本工艺流程如下:1、原料质检:对钢坯的化学成分、内部结构等进行检测,确保钢坯质量符合冷连轧要求。2、钢坯加热:把钢坯加热至适宜的温度,一般

冷连轧工艺段张力控制优化.pptx
冷连轧工艺段张力控制优化目录冷连轧工艺段张力控制的重要性保证产品质量提高生产效率降低能耗冷连轧工艺段张力控制原理张力定义及影响因素张力控制原理及系统构成张力控制策略及算法冷连轧工艺段张力控制现状及问题张力波动的原因及影响现有张力控制技术的局限性亟待解决的问题冷连轧工艺段张力控制优化方案优化目标及原则改进措施及实施方案预期效果及效益分析冷连轧工艺段张力控制优化实践实验设计及方法实验结果及分析优化方案的可行性及可靠性评估冷连轧工艺段张力控制优化前景展望技术发展趋势及创新点未来发展方向及应用前景对行业发展的影响

带钢非稳态冷连轧过程厚度与张力控制的任务书.docx
带钢非稳态冷连轧过程厚度与张力控制的任务书任务书:带钢非稳态冷连轧过程厚度与张力控制目的:本文旨在对带钢的非稳态冷连轧过程进行厚度与张力控制的研究,以提高带钢质量和生产效率。通过对该过程的分析,探索一种高效可行的厚度与张力控制方案,为相关生产企业提供参考和指导。背景:随着高端制造业的不断发展,车辆、轨道、建筑、装备等领域对带钢质量的要求也在不断提高。而影响带钢质量的重要因素之一就是其生产过程中的厚度控制和张力控制。在非稳态冷连轧过程中,厚度与张力控制是关键技术,直接关系到带钢质量和生产效率。因此,在带钢生