
2012新版挤出木塑复合异型材模具设计要点1.doc

yy****24


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

2012新版挤出木塑复合异型材模具设计要点1.doc
在建筑门窗业内,塑料异型材和木材的使用一直处在激烈的竞争之中。当优质木制产品越来越受到人们青睐,原木产品在都市越来越流行的时候,森林消失的速度也越来越快。塑料异型材行业的发展,在很大程度上取代了木制门窗,却又带来一些无法回避的缺憾,如塑料型材的质感和颜色等。在塑料型材的研究和应用领域涉足较早的欧洲国家,又率先推出将木材纤维和塑料结合起来制成的复合型材,并已经在诸多方面成功地实现了应用。?近年来,新加坡一家公司已成功地将木材纤维填充量提高50%,而所制造的门窗强度也能满足有关标准要求。从环保角度、木材资源综

挤出模具设计要点.doc
挤出模具设计要点欧洲特别是德国是塑料门窗异型材的发祥地,塑料挤出技术和理论也比较发达,许多挤出模的设计思想都源于此。文献[1]提出了著名的横向流动最小化(CrossFlowsMinimized)原则。认为熔体流过一系列的截面,把截面再分为不同的小段,通过调整截面形状尺寸,使截面上各个区域上的质量流率成比例,其比例大小为该截面区域占截面总面积之比。该思想比较经典,与挤出模机颈段建模方法中的面积测绘法有异曲同工之妙。文献[2]进一步发展了这种思想,总结了调节流动平衡的方法和数值分析的三种途径,讨论了横截面计算
木塑复合材料及挤出成型特性的研究.pdf
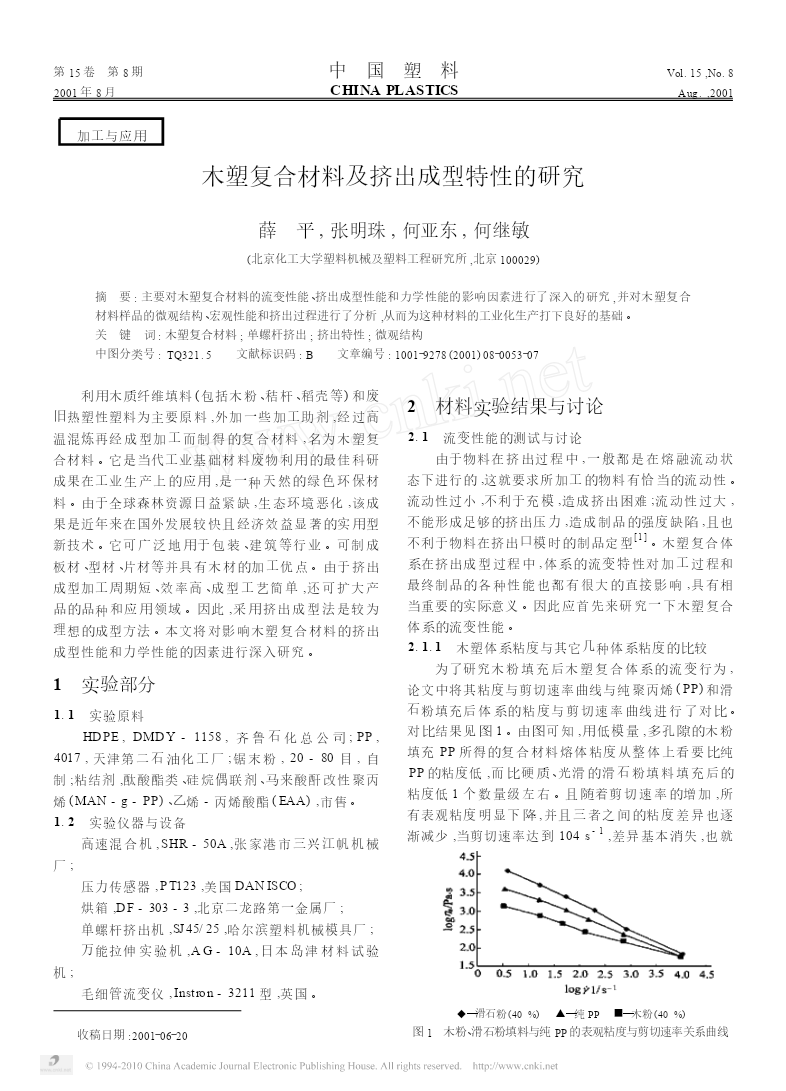
第15卷第8期中国塑料Vol.15,No.82001年8月CHINAPLASTICSAug.,2001加工与应用木塑复合材料及挤出成型特性的研究薛平,张明珠,何亚东,何继敏(北京化工大学塑料机械及塑料工程研究所,北京100029)摘要:主要对木塑复合材料的流变性能、挤出成型性能和力学性能的影响因素进行了深入的研究,并对木塑复合材料样品的微观结构、宏观性能和挤出过程进行了分析,从而为这种材料的工业化生产打下良好的基础。关键词:木塑复合材料;单螺杆挤出;挤出特性;微观结构中图分类号:TQ321.5文献标识码:

PMMAPVC表面复合异型材共挤出成型设计优化.docx
PMMAPVC表面复合异型材共挤出成型设计优化随着模具制造和塑料加工技术的不断发展,PMMAPVC表面复合异型材共挤出成型越来越受到关注。PMMAPVC是一种新型塑料材料,具有很强的耐候性和耐腐蚀性,同时具有良好的柔韧性和可加工性能。这种材料常被用于制造高品质的室内外装饰材料和建筑材料,如门窗框、墙板、屋面、防水板等。PMMAPVC表面复合异型材共挤出成型技术是一种将两种不同材料复合在一起制造成所需形状的技术。在这种技术中,由PMMA材料制成的表面材料经过共挤出技术与PVC材料内部结合在一起,形成具有异型

木塑复合材料挤出成型技术将塑料变废为宝.docx
木塑复合材料挤出成型技术将塑料变废为宝木塑复合材料挤出成型技术将塑料变废为宝摘要随着全球经济的不断发展和人们对环境的越来越高的关注,塑料废弃物的处理成为亟待解决的问题。传统的塑料回收与处理方法具有一定的局限性,而木塑复合材料挤出成型技术则展现了巨大的潜力。本文将探讨木塑复合材料挤出成型技术的原理、应用和优势,以及其对环境持续发展和循环经济的意义。1.引言塑料的广泛应用给人们的生活带来了极大的便利,然而,随着塑料制品的增加和使用寿命的缩短,塑料废弃物也随之增加。传统的塑料回收与处理方法包括焚烧和填埋等,但这