
一种家具板材EVA热熔胶封边工艺及其自动化装置.pdf

猫巷****盟主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种家具板材EVA热熔胶封边工艺及其自动化装置.pdf
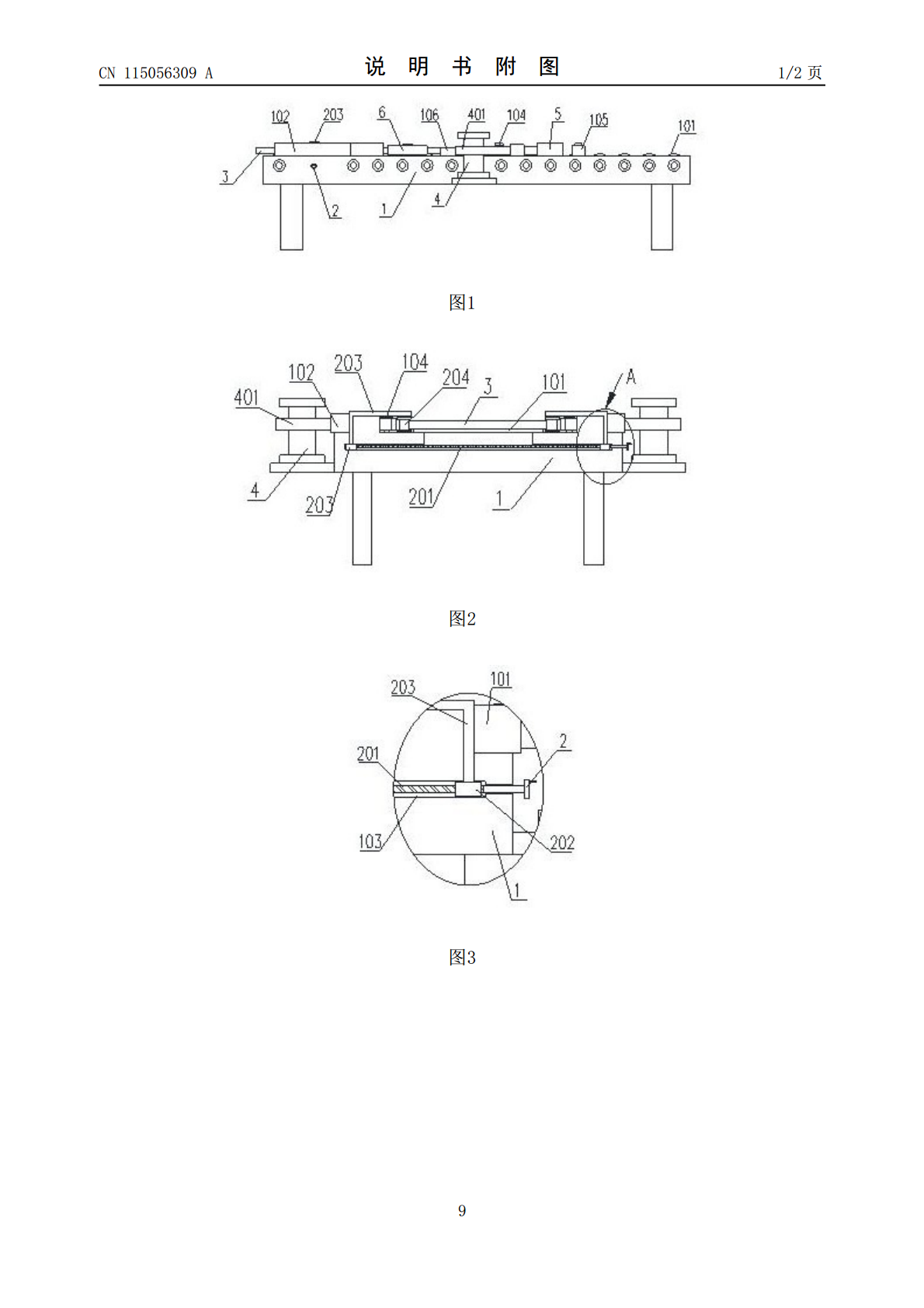
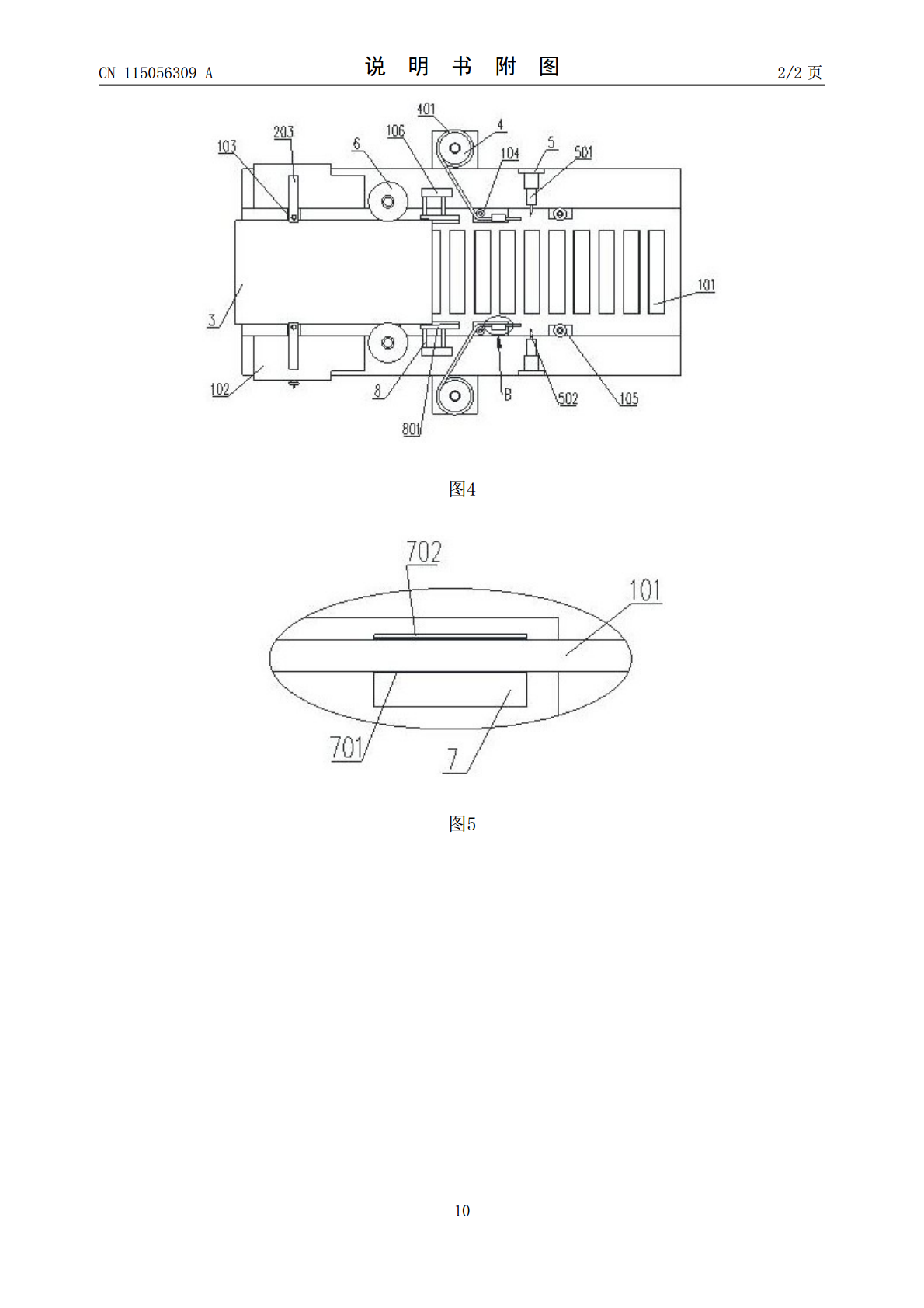
本发明公开了一种家具板材EVA热熔胶封边自动化装置,安装底座的正面一端设有把手,安装底座的表面位于把手的上方设有板材本体,安装底座的表面位于板材本体的一端两侧设有涂胶滚轮,安装底座的表面中央位置设有两组相对限制块;把手的反面中央位置设有螺纹杆,螺纹杆的表面两端设有移动块,移动块的表面顶端设有L型连接杆,L型连接杆的顶端下方设有定位滚轮,螺纹杆的表面两端螺纹方向相反;限制块的侧面设有限制槽,限制槽的内部顶端和底端均设置有限制凸块,各限制块侧面的限制槽相互对应设置。本发明具有减少人员的工作量、提高了人员的工作

家具板材封边工艺及其专用封边装置.pdf
本发明涉及一种家具板材封边工艺,其特征在于,按如下工艺进行:a)将板材通过吸附盘吸附到可升降的传送平台上,并由该平台上的输送带转送至下一输送机上;b)沿着该输送机运行的板材在输送机的出料侧板材进行预压,保障进入下移输送过程中板材的平整性;c)从上一输送机导送至下一输送平台上,并由该输送平台进料侧上的压料导轮进行压料;d)从下一输送平台输送进入专用封边装置中进行封边,其中板材沿着下一输送平台移动,封边条由板材侧边贴附上来,并通过封边压轮压紧,完成板材封边。本发明加工工艺简单,实现便捷,并且加工设备结构简单,
一种版式家具板材的机械封边装置及其使用方法.pdf
本发明涉及一种家具制造领域,具体为一种版式家具板材的机械封边装置及其使用方法,包括底座,所述底座上固定安装有固定板,所述底座上还固定有用于放置板材的支撑板,所述固定板上固定有承接板,其特征在于,所述版式家具板材的机械封边装置及其使用方法还包括:夹持机构,设置在所述承接板上,所述夹持机构包括夹持组件和呈对称设置的活动板,所述夹持组件可在板材置于所述支撑板上时驱动所述活动板做相互靠近运动,以将板材固定;封边机构,设置在所述底座上且与所述夹持组件配合,所述封边机构包括封边组件和封边条;弹性支撑组件,设置在所述固
一种家具板材修边装置.pdf
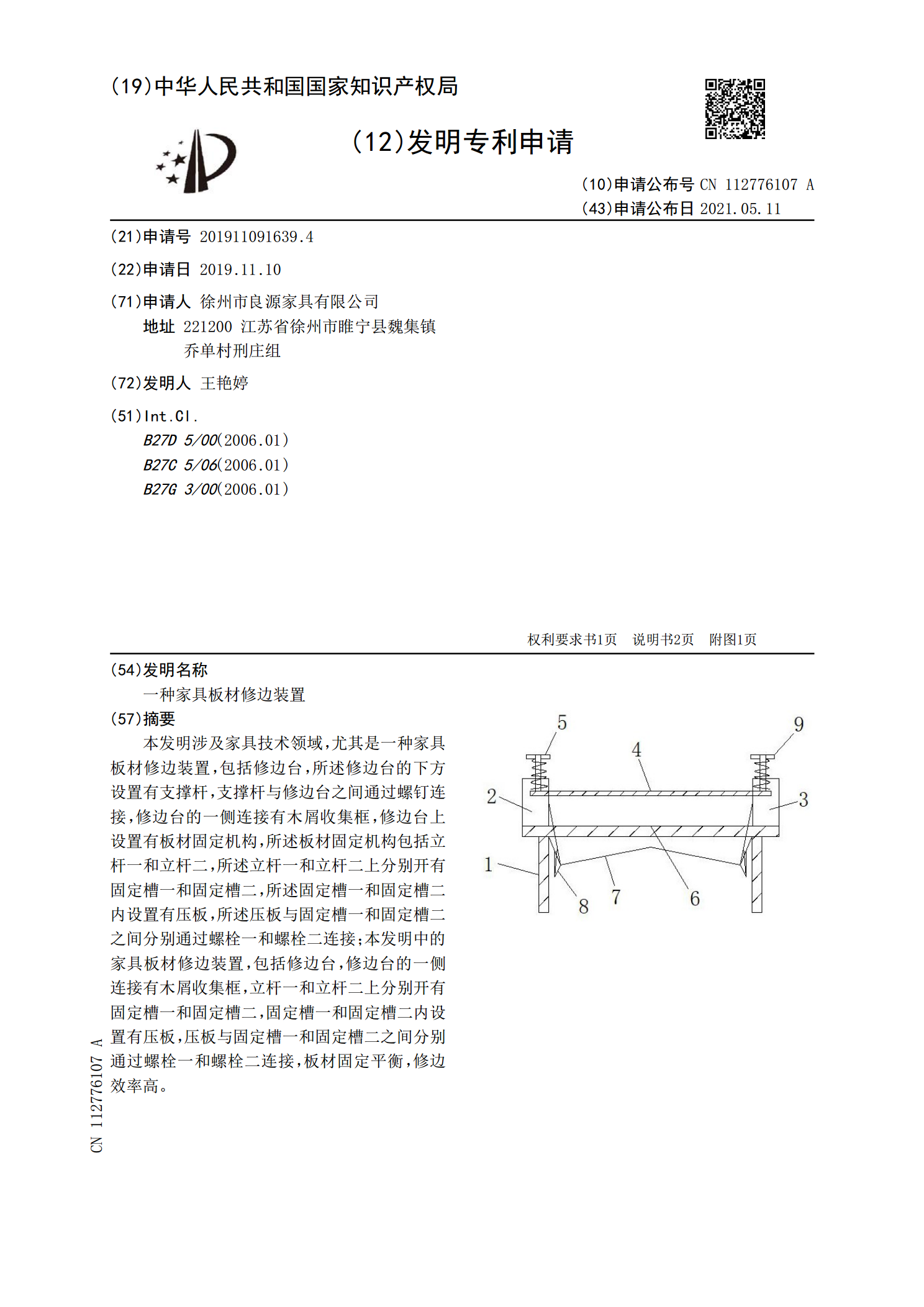
本发明涉及家具技术领域,尤其是一种家具板材修边装置,包括修边台,所述修边台的下方设置有支撑杆,支撑杆与修边台之间通过螺钉连接,修边台的一侧连接有木屑收集框,修边台上设置有板材固定机构,所述板材固定机构包括立杆一和立杆二,所述立杆一和立杆二上分别开有固定槽一和固定槽二,所述固定槽一和固定槽二内设置有压板,所述压板与固定槽一和固定槽二之间分别通过螺栓一和螺栓二连接;本发明中的家具板材修边装置,包括修边台,修边台的一侧连接有木屑收集框,立杆一和立杆二上分别开有固定槽一和固定槽二,固定槽一和固定槽二内设置有压板,

一种板材封边装置.pdf
本发明提供一种板材封边装置,它包括:输送结构,所述输送结构包括输送底板、固定在所述输送底板上方的输送顶板以及转动设置在所述输送底板和输送顶板相向一侧的下输送带和上输送带;封边结构,所述封边结构包括固定在所述输送底板顶部的导向组件、用于为板材侧边涂胶的注胶组件以及用于裁切封边条的裁切组件;所述导向组件包括固定在所述输送底板顶部的第一立板、开设在所述第一立板底部的凹槽以及转动安装在所述凹槽内的感应柱,封边条抵着感应柱的外表面;所述裁切组件包括固定在所述输送底板顶部的第二立板、可移动地设置在所述第二立板一侧的裁