
喷丸强化用高铬铸铁抛丸机叶片失效分析.pdf

yy****24

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

喷丸强化用高铬铸铁抛丸机叶片失效分析.pdf
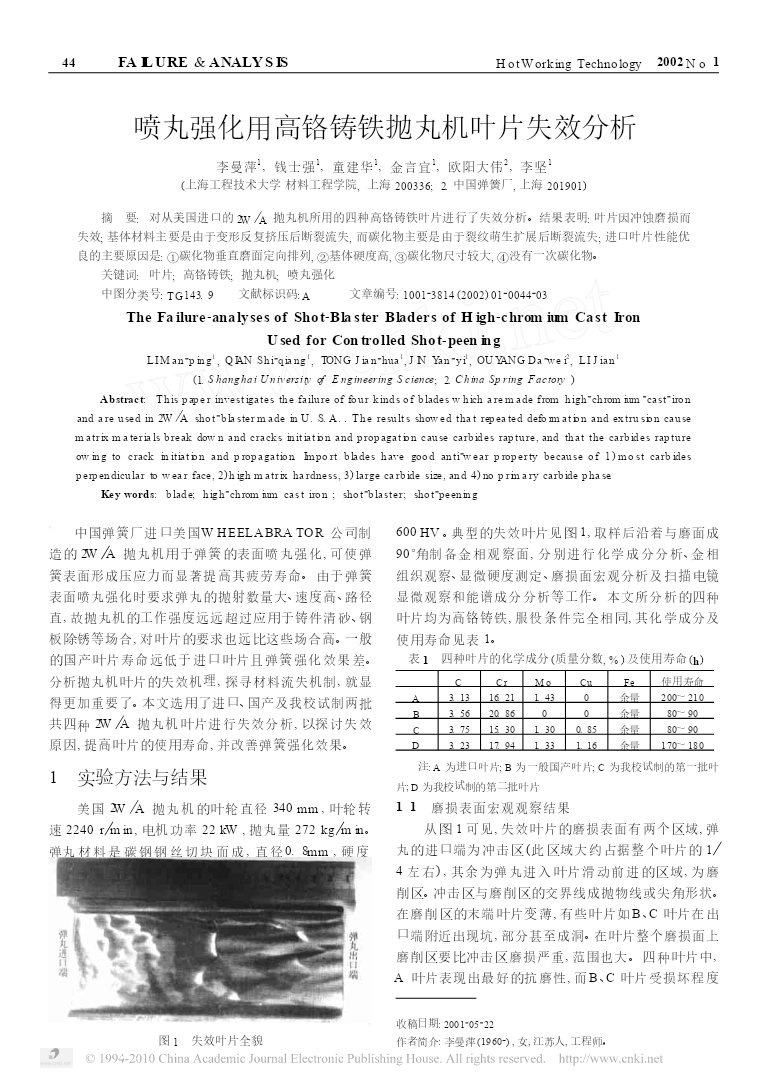
44FAILURE&ANALYSISHotWorkingTechnology2002No.1喷丸强化用高铬铸铁抛丸机叶片失效分析李曼萍1,钱士强1,童建华1,金言宜1,欧阳大伟2,李坚1(上海工程技术大学材料工程学院,上海200336;2.中国弹簧厂,上海201901)摘要:对从美国进口的2WöA抛丸机所用的四种高铬铸铁叶片进行了失效分析。结果表明:叶片因冲蚀磨损而失效;基体材料主要是由于变形反复挤压后断裂流失,而碳化物主要是由于裂纹萌生扩展后断裂流失;进口叶片性能优良的主要原因是:①碳化物垂直磨面定向排

高铬铸铁抛丸机叶片磨损失效分析.docx
高铬铸铁抛丸机叶片磨损失效分析高铬铸铁抛丸机叶片磨损失效分析第一部分:引言近年来,随着工业化进程的加快,抛丸机在各类工业生产中得到了广泛应用。抛丸机的叶片作为重要零部件,承担着抛丸料的喷射和工件的清理工作。然而,由于常受到高速喷射抛丸料的冲击,叶片容易出现磨损失效,从而影响其正常工作效果。尤其对于高铬铸铁抛丸机叶片而言,磨损失效问题尤为突出。因此,对高铬铸铁抛丸机叶片磨损失效进行深入分析和研究具有重要意义。第二部分:高铬铸铁抛丸机叶片磨损失效的原因1.冲击磨损:由于高铬铸铁抛丸机叶片需要工作在高速喷射抛丸

高铬铸铁抛丸机叶片的研究.docx
高铬铸铁抛丸机叶片的研究高铬铸铁抛丸机叶片的研究摘要:高铬铸铁叶片作为抛丸机的重要组成部分,其质量和性能对整个抛丸机的工作效果和寿命有着重要影响。本论文通过对高铬铸铁抛丸机叶片的研究,分析了其材料特性、制造工艺和应用效果,总结了优化设计和改进措施,为提高抛丸机的性能和可靠性提供了参考。1.引言抛丸机是一种常用于清理、除锈和表面处理的机械设备,其工作原理是通过高速抛丸物料对待处理物体表面进行冲击打磨。高铬铸铁叶片作为抛丸机中重要的零件,其材料性能和制造工艺直接影响着抛丸机的工作效果和寿命。因此,对高铬铸铁叶

抛丸机叶片用高铬铸铁材质探究.docx
抛丸机叶片用高铬铸铁材质探究Title:InvestigationontheUseofHigh-ChromiumCastIronMaterialforShotBlastingMachineBladesAbstract:Shotblastingmachinesarewidelyusedinindustriessuchasautomotive,aerospace,andfoundryforsurfacepreparationandcleaningofvariousmaterials.Thebladesused

高铬复合铸铁轧辊断辊失效分析.docx
高铬复合铸铁轧辊断辊失效分析高铬复合铸铁轧辊是一种常用于轧钢过程中的重要零部件,其负责将钢坯平整地轧制成所需的形状和尺寸。然而,由于工作环境的恶劣和工作过程中的高应力和磨损等原因,高铬复合铸铁轧辊容易发生断辊失效,严重影响生产效率和钢铁厂的经济效益。本文将对高铬复合铸铁轧辊断辊失效进行详细分析,并提出相应的解决方案。一、高铬复合铸铁轧辊断辊失效的原因1.材料因素:高铬复合铸铁是一种具有高温强度和耐磨性的材料,但其也存在一定的缺陷,如晶粒过大、孔隙率过高等。这些缺陷会导致其强度和韧性下降,从而增加了断裂的风