
组合式飞剪设计要点.pdf

yy****24


1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

组合式飞剪设计要点.pdf
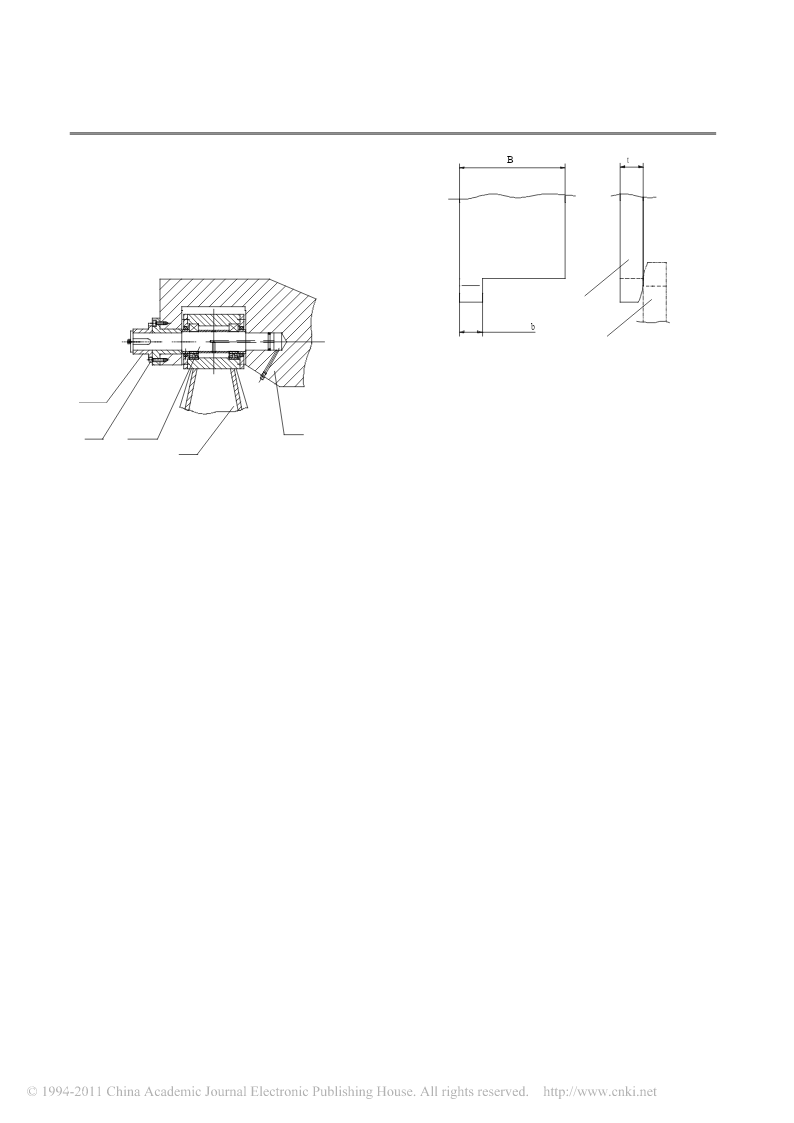
·16·钢铁技术2004年第5期.冶金设备.组合式飞剪设计要点周尚文(中冶赛迪公司冶金设备室,重庆400013)[摘要]组合式飞剪的特点在于其剪切机构既可按曲柄方式工作,也可按回转方式工作;其传动轴上配有飞轮,可根据需要带上或脱开,实现系统飞轮矩可调的目的。重点介绍了主电机要与系统飞轮矩匹配,剪切时要有恰当的速度降。[关键词]组合式飞剪剪切机构主电机设计要点1概述工作特点,飞剪一般由剪切机构、剪切间隙调整机飞剪是用来横向剪切运动中的轧件,所以,对构、传动齿轮箱、主电机等几部分组成。由于飞剪飞剪的基本要求是
组合式倍尺飞剪.pdf
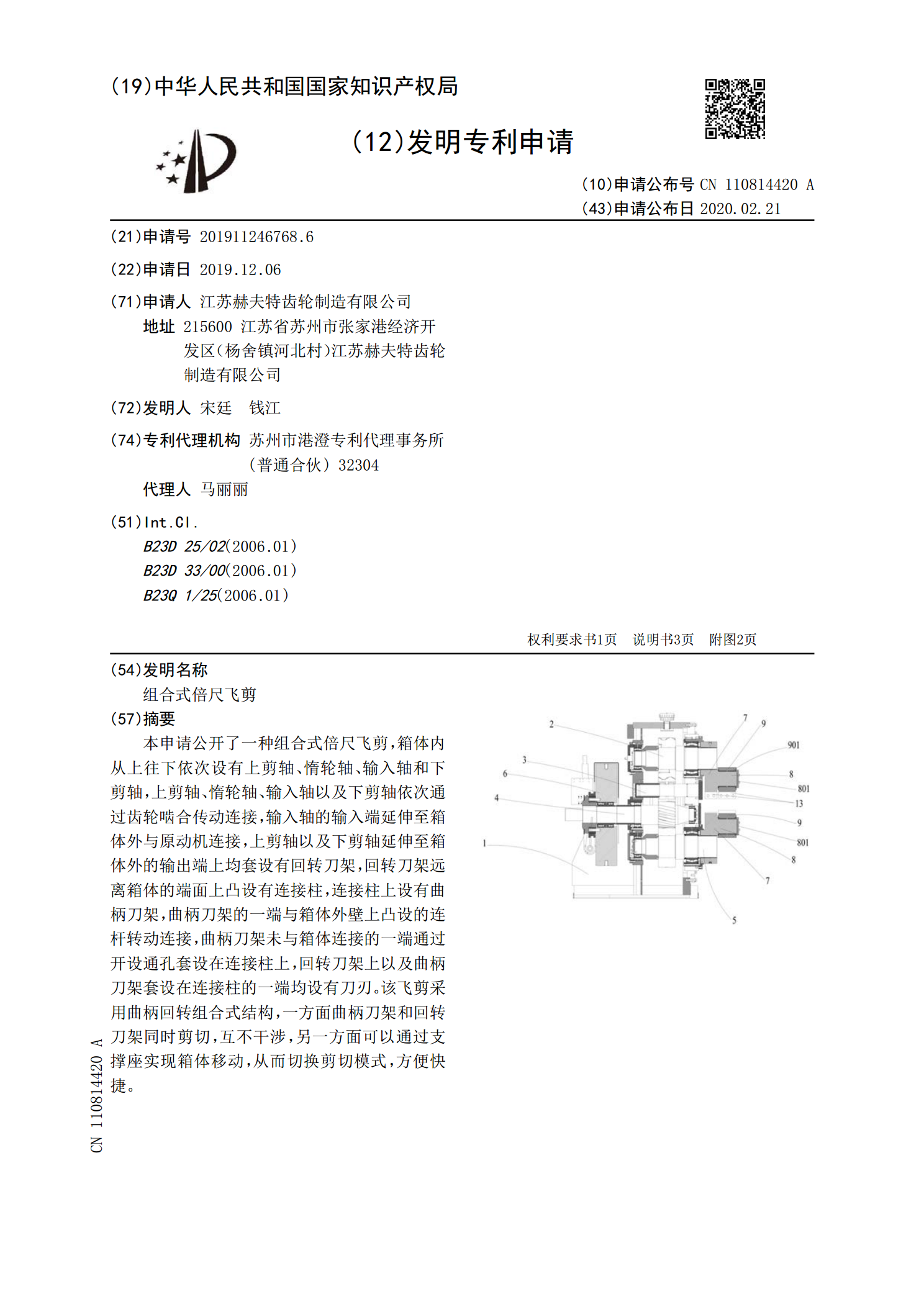
本申请公开了一种组合式倍尺飞剪,箱体内从上往下依次设有上剪轴、惰轮轴、输入轴和下剪轴,上剪轴、惰轮轴、输入轴以及下剪轴依次通过齿轮啮合传动连接,输入轴的输入端延伸至箱体外与原动机连接,上剪轴以及下剪轴延伸至箱体外的输出端上均套设有回转刀架,回转刀架远离箱体的端面上凸设有连接柱,连接柱上设有曲柄刀架,曲柄刀架的一端与箱体外壁上凸设的连杆转动连接,曲柄刀架未与箱体连接的一端通过开设通孔套设在连接柱上,回转刀架上以及曲柄刀架套设在连接柱的一端均设有刀刃。该飞剪采用曲柄回转组合式结构,一方面曲柄刀架和回转刀架同时

飞剪机用组合式曲轴.pdf
本发明公开了一种飞剪机用组合式曲轴,包括一曲柄和一光轴,所述曲柄具有一轴孔,所述光轴过盈插入所述轴孔,所述轴孔壁上开设有一环形凹槽,所述曲柄上开设有一注油孔,所述注油孔与所述环形凹槽连通。本发明曲轴为组合式,由一根光轴和一个曲柄组成,光轴和曲柄通过锥面过盈连接传递扭矩动力,光轴磨损后仅更换光轴即可,光轴的制造方便,大大降低了成本和制造周期。

组合式飞剪结构优化设计与运动学分析的中期报告.docx
组合式飞剪结构优化设计与运动学分析的中期报告一、设计背景及目的组合式飞剪结构是一种新型的运动机构,具有多自由度、轻量化、高刚度等优点,因此得到了广泛应用。但是,由于其结构复杂,需要在保证抗剪强度的情况下最大限度地减小结构重量和成本,因此需要进行优化设计。本文旨在对组合式飞剪结构进行优化设计,并通过运动学分析来验证是否能够满足实际应用需求。二、设计流程及方法1.确定设计参数和目标函数:设计参数包括材料、尺寸和结构参数等;目标函数包括结构重量、刚度、强度等。通过分析和比较不同参数的组合方式,确定最优的设计参数

组合式飞剪结构优化设计与运动学分析的任务书.docx
组合式飞剪结构优化设计与运动学分析的任务书一、任务介绍飞剪结构是一种经典的机构结构,其具有轻量化、高强度、高精度以及一体化等特点,被广泛应用于航空航天、船舶制造、建筑、机械等领域。传统的飞剪结构设计主要依赖于经验和试验,而近年来,随着计算机辅助设计和优化技术的发展,可以在飞剪结构的设计和改进中提供更加有效和可靠的方法。因此,本任务主要是为了研究和设计一种组合式飞剪结构的优化设计和运动学分析方法。二、任务目标1.研究组合式飞剪结构的工作原理和机理;2.分析组合式飞剪结构的机构和运动特点,并构建其数学模型;3