
《数控机床加工与编程》车削工艺.ppt

17****21

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共144页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

《数控机床加工与编程》车削工艺.ppt
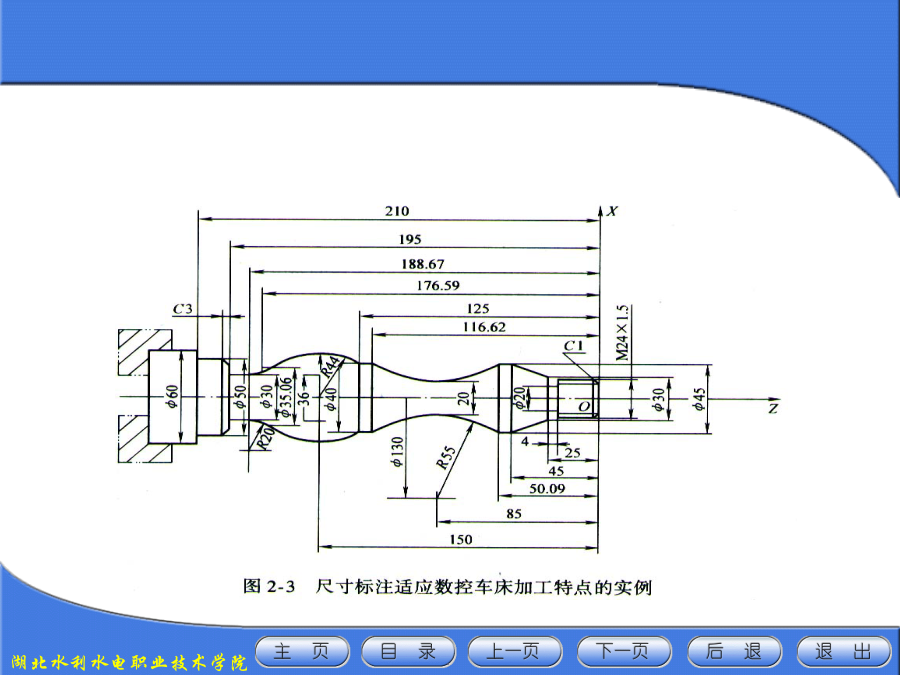
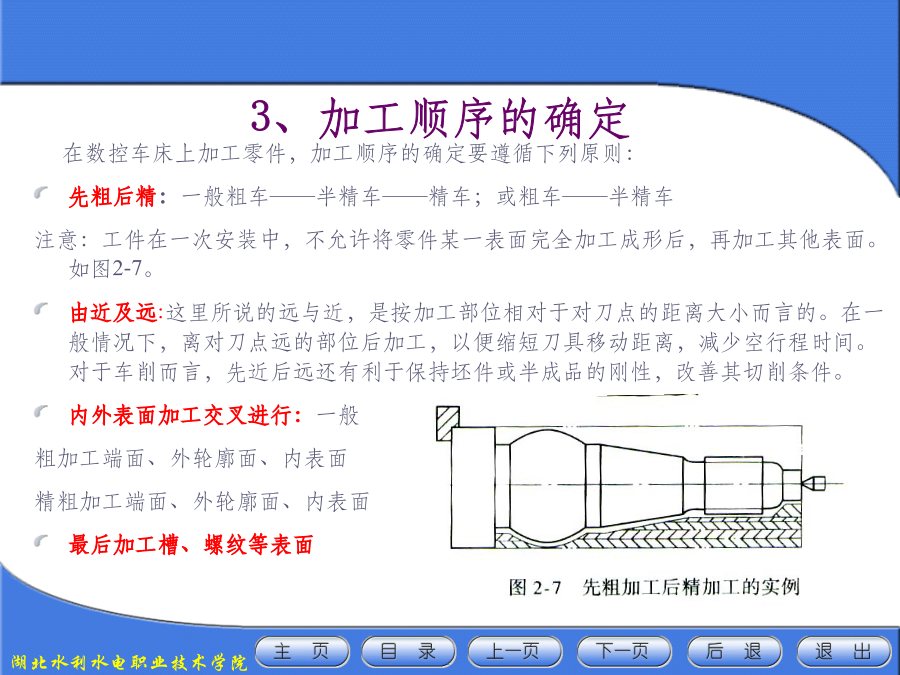
第二章数控车削加工工艺与编程一、数控车床的加工范围二、数控车削加工工艺的制定1、分析零件图样2、工序的划分在数控车床上加工零件,加工顺序的确定要遵循下列原则:先粗后精:一般粗车——半精车——精车;或粗车——半精车注意:工件在一次安装中,不允许将零件某一表面完全加工成形后,再加工其他表面。如图2-7。由近及远:这里所说的远与近,是按加工部位相对于对刀点的距离大小而言的。在一般情况下,离对刀点远的部位后加工,以便缩短刀具移动距离,减少空行程时间。对于车削而言,先近后远还有利于保持坯件或半成品的刚性,改善其切削

《数控机床加工与编程》车削工艺.ppt
第二章数控车削加工工艺与编程一、数控车床的加工范围二、数控车削加工工艺的制定1、分析零件图样2、工序的划分在数控车床上加工零件,加工顺序的确定要遵循下列原则:先粗后精:一般粗车——半精车——精车;或粗车——半精车注意:工件在一次安装中,不允许将零件某一表面完全加工成形后,再加工其他表面。如图2-7。由近及远:这里所说的远与近,是按加工部位相对于对刀点的距离大小而言的。在一般情况下,离对刀点远的部位后加工,以便缩短刀具移动距离,减少空行程时间。对于车削而言,先近后远还有利于保持坯件或半成品的刚性,改善其切削

连接杆的数控车削加工工艺与编程.doc
毕业设计(论文)报告纸毕业设计(论文)报告纸毕业论文课题名称连接杆的数控车削加工工艺与编程院/专业机械工程学院/数控技术班级数控1011学号1001443137学生姓名徐作轮指导教师:黄杰2013年06月01日摘要随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主体。高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。而对于数控加工,无论是手工编程还是自动

数控编程05 数控车削加工工艺.ppt
数控车床的介绍:数控车床加工类型:主要用于加工轴类、盘类等回转体零件。车削中心与数控车床的主要区别:车削中心具有动力刀架和C轴功能,可在一次装夹中完成更多的加工工序,提高加工精度和生产效率,同时还可以加工变节距变径螺纹、端面凸轮槽、交叉槽等,特别适合于复杂形状回转类零件的加工。数控车削和车削中心的加工工艺5.2数控车削加工工艺的制订5.2.1零件图工艺分析5.2.2工序和装夹方法的确定5.2.3加工顺序和进给路线的确定5.2.4数控车削刀具5.2.5切削用量的选择5.3典型工件的工艺分析5.3.1轴类零件

配合轴数控车削加工工艺与编程.doc
35镇江高专ZHENJIANGCOLLEGE毕业设计(论文)配合轴数控车削加工工艺与编程TheshaftcoordinationofNCmachiningprocessandprogramming系名:机械工程系专业班级:机电D092学生姓名:何文旭学号:090104240指导