
一种锁具自动化组装生产线.pdf

宜欣****外呢

1/10

2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种锁具自动化组装生产线.pdf
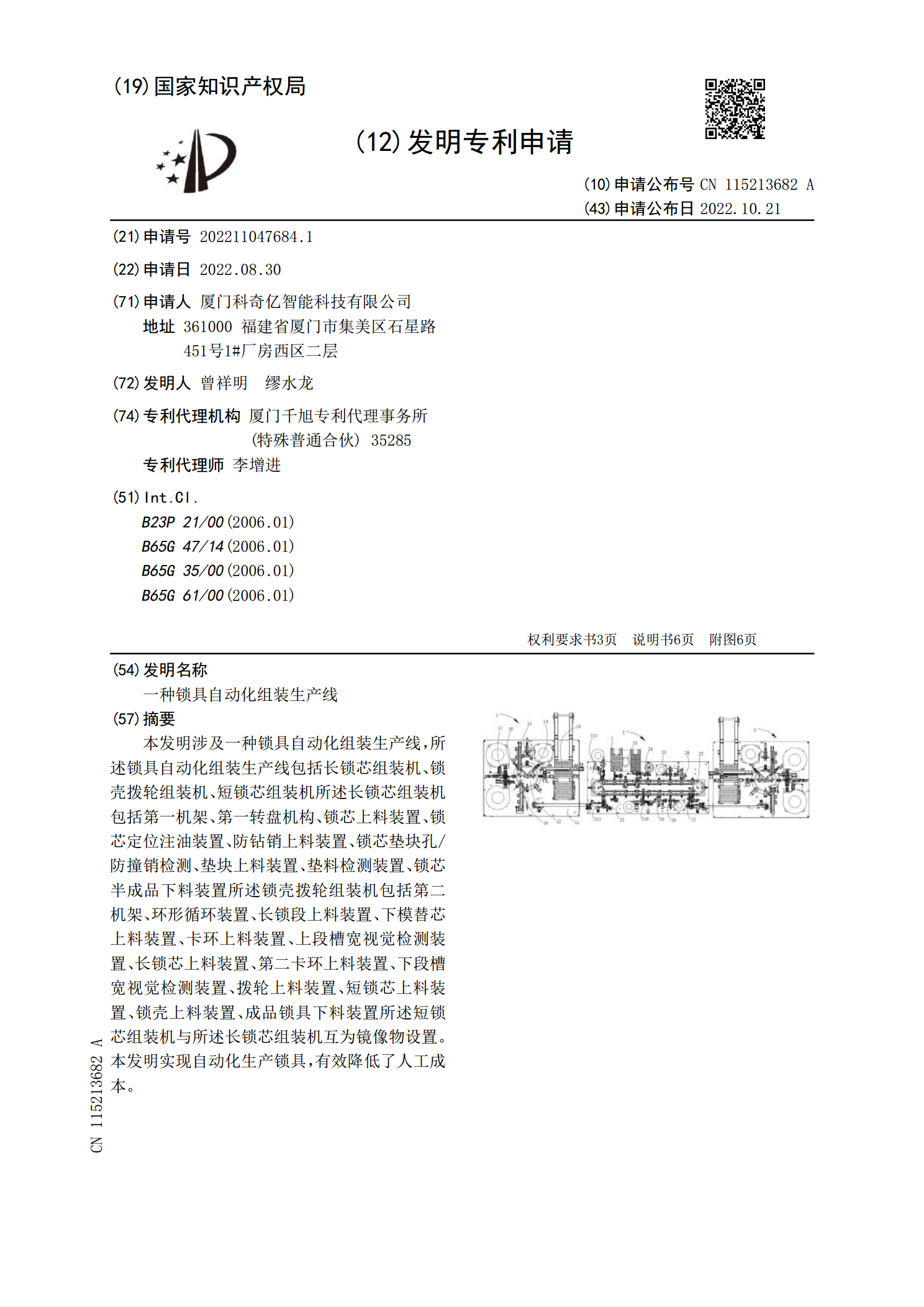
本发明涉及一种锁具自动化组装生产线,所述锁具自动化组装生产线包括长锁芯组装机、锁壳拨轮组装机、短锁芯组装机所述长锁芯组装机包括第一机架、第一转盘机构、锁芯上料装置、锁芯定位注油装置、防钻销上料装置、锁芯垫块孔/防撞销检测、垫块上料装置、垫料检测装置、锁芯半成品下料装置所述锁壳拨轮组装机包括第二机架、环形循环装置、长锁段上料装置、下模替芯上料装置、卡环上料装置、上段槽宽视觉检测装置、长锁芯上料装置、第二卡环上料装置、下段槽宽视觉检测装置、拨轮上料装置、短锁芯上料装置、锁壳上料装置、成品锁具下料装置所述短锁芯
一种锁具部件的组装工具.pdf
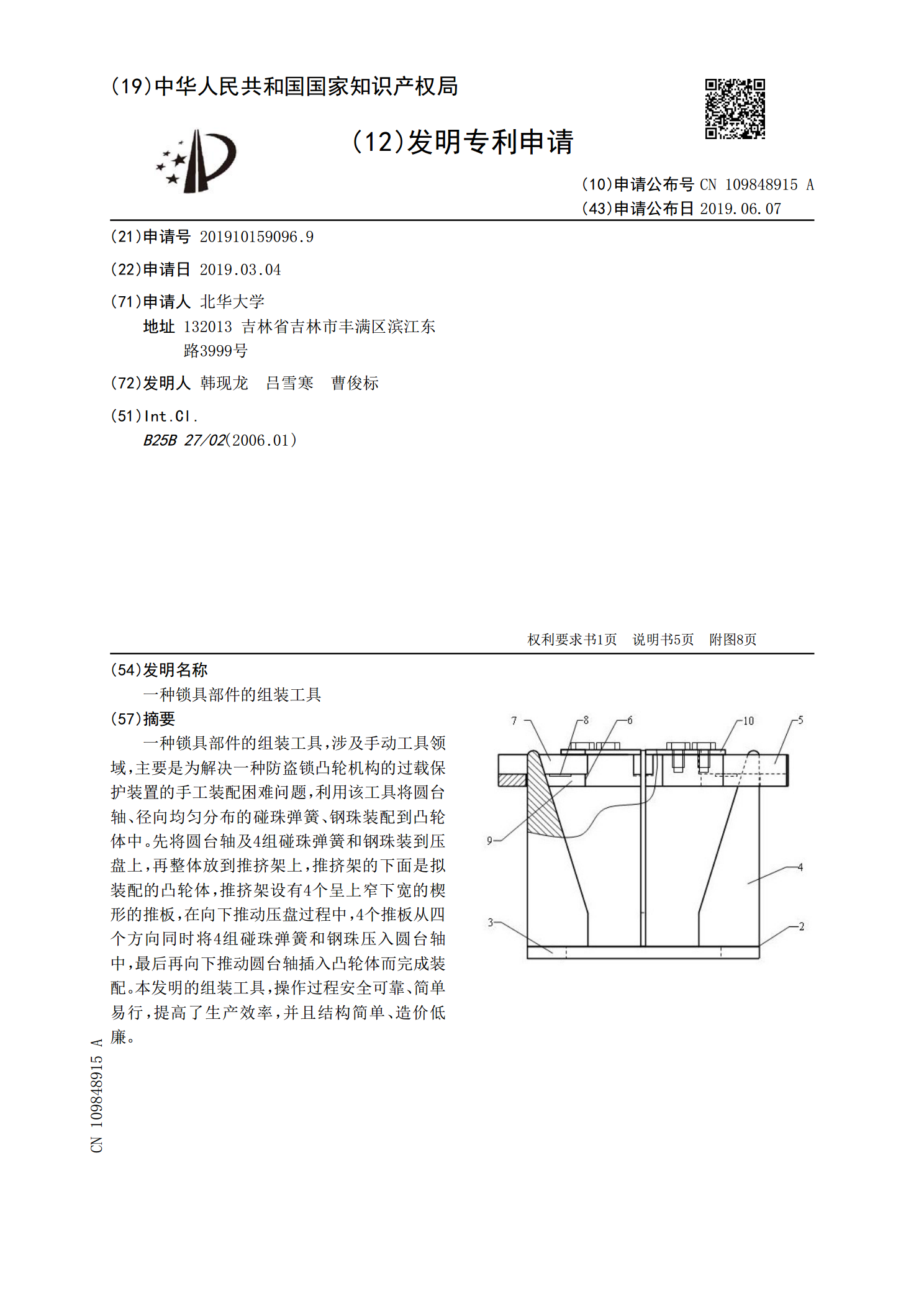
一种锁具部件的组装工具,涉及手动工具领域,主要是为解决一种防盗锁凸轮机构的过载保护装置的手工装配困难问题,利用该工具将圆台轴、径向均匀分布的碰珠弹簧、钢珠装配到凸轮体中。先将圆台轴及4组碰珠弹簧和钢珠装到压盘上,再整体放到推挤架上,推挤架的下面是拟装配的凸轮体,推挤架设有4个呈上窄下宽的楔形的推板,在向下推动压盘过程中,4个推板从四个方向同时将4组碰珠弹簧和钢珠压入圆台轴中,最后再向下推动圆台轴插入凸轮体而完成装配。本发明的组装工具,操作过程安全可靠、简单易行,提高了生产效率,并且结构简单、造价低廉。

一种汽车锁扣组装自动化生产线.pdf
本发明提供一种汽车锁扣组装自动化生产线,包括放置板,支撑管,伸缩杆,一级调节螺栓,底座,防滑垫,自动固定器结构,吸尘箱结构,运输架结构,一级固定块,支撑架,放置座,固定管,调节杆和二级调节螺栓,所述的支撑管分别焊接在放置板底部的左右两侧;所述的伸缩杆插接在支撑管的内侧下部;所述的一级调节螺栓螺纹连接在支撑管和伸缩杆的连接处。本发明的底板,二级固定块,电机,联轴器,螺丝刀和红外线传感器以及控制箱,显示屏,中央处理器,一级控制开关和二级控制开关的设置,有利于对汽车锁扣进行智能化安装;支撑板,箱体,吸尘泵,调节
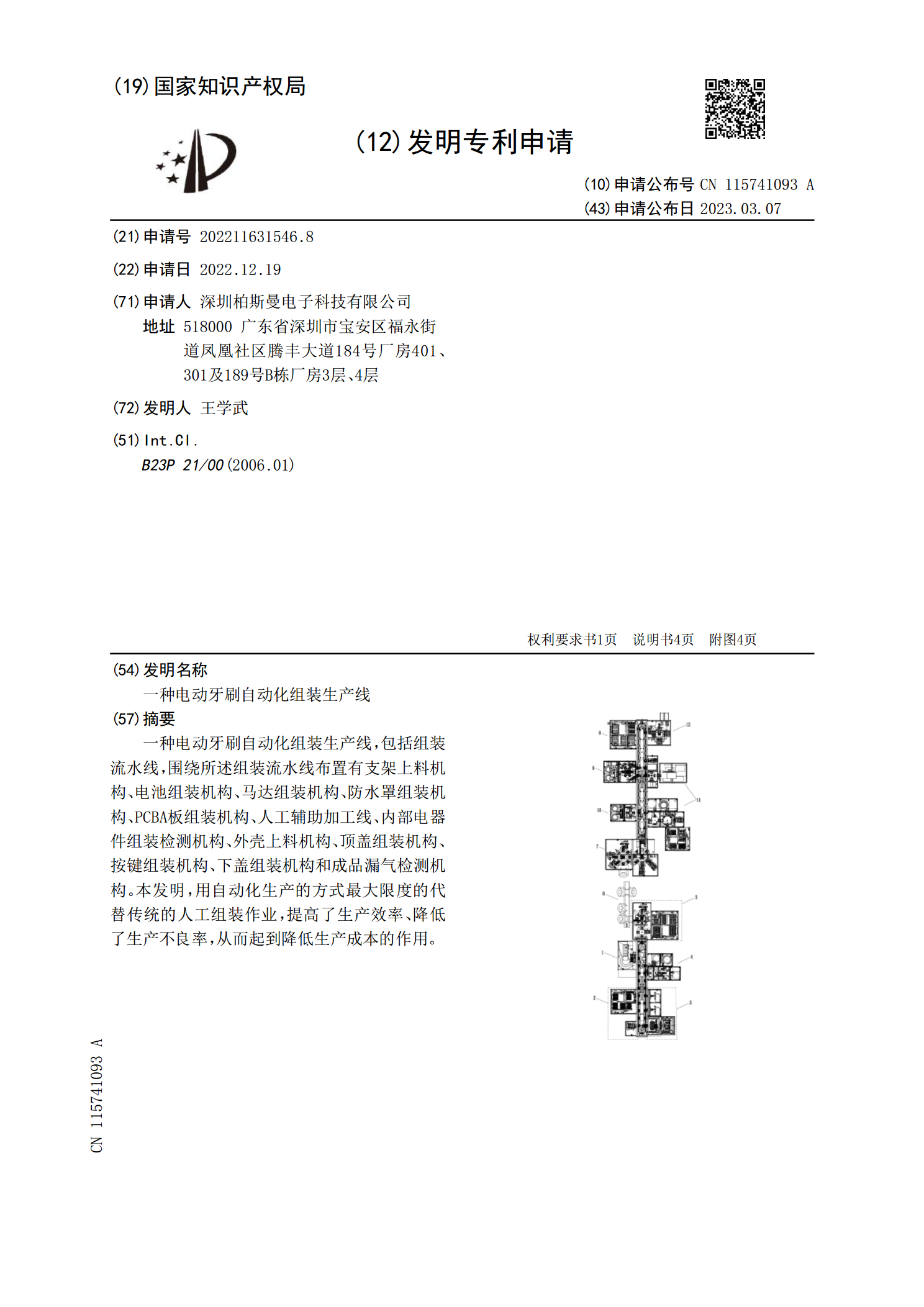
一种电动牙刷自动化组装生产线.pdf
一种电动牙刷自动化组装生产线,包括组装流水线,围绕所述组装流水线布置有支架上料机构、电池组装机构、马达组装机构、防水罩组装机构、PCBA板组装机构、人工辅助加工线、内部电器件组装检测机构、外壳上料机构、顶盖组装机构、按键组装机构、下盖组装机构和成品漏气检测机构。本发明,用自动化生产的方式最大限度的代替传统的人工组装作业,提高了生产效率、降低了生产不良率,从而起到降低生产成本的作用。
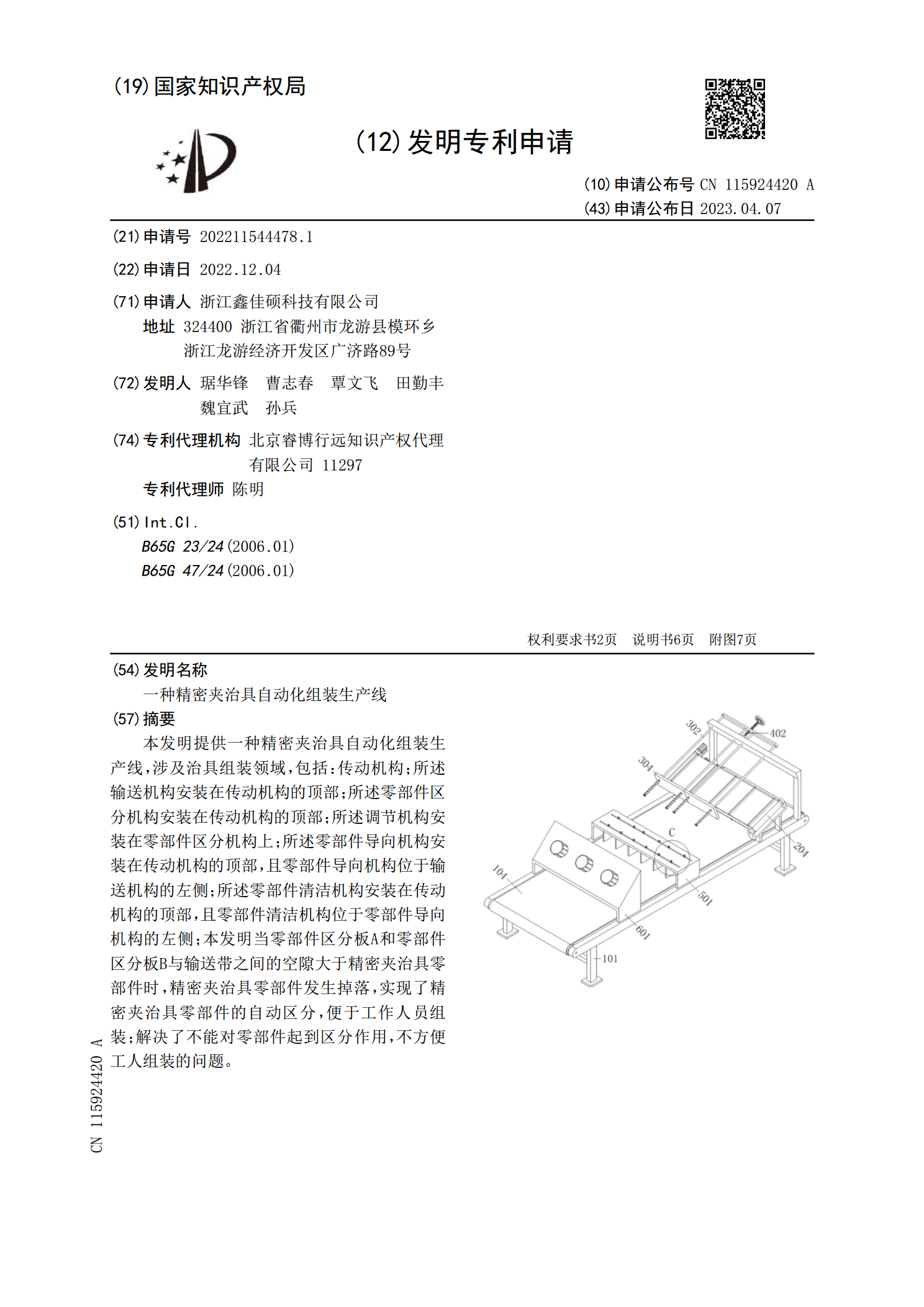
一种精密夹治具自动化组装生产线.pdf
本发明提供一种精密夹治具自动化组装生产线,涉及治具组装领域,包括:传动机构;所述输送机构安装在传动机构的顶部;所述零部件区分机构安装在传动机构的顶部;所述调节机构安装在零部件区分机构上;所述零部件导向机构安装在传动机构的顶部,且零部件导向机构位于输送机构的左侧;所述零部件清洁机构安装在传动机构的顶部,且零部件清洁机构位于零部件导向机构的左侧;本发明当零部件区分板A和零部件区分板B与输送带之间的空隙大于精密夹治具零部件时,精密夹治具零部件发生掉落,实现了精密夹治具零部件的自动区分,便于工作人员组装;解决了不