
一种变速器齿轮的加工方法及变速器齿轮.pdf

春岚****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种变速器齿轮的加工方法及变速器齿轮.pdf
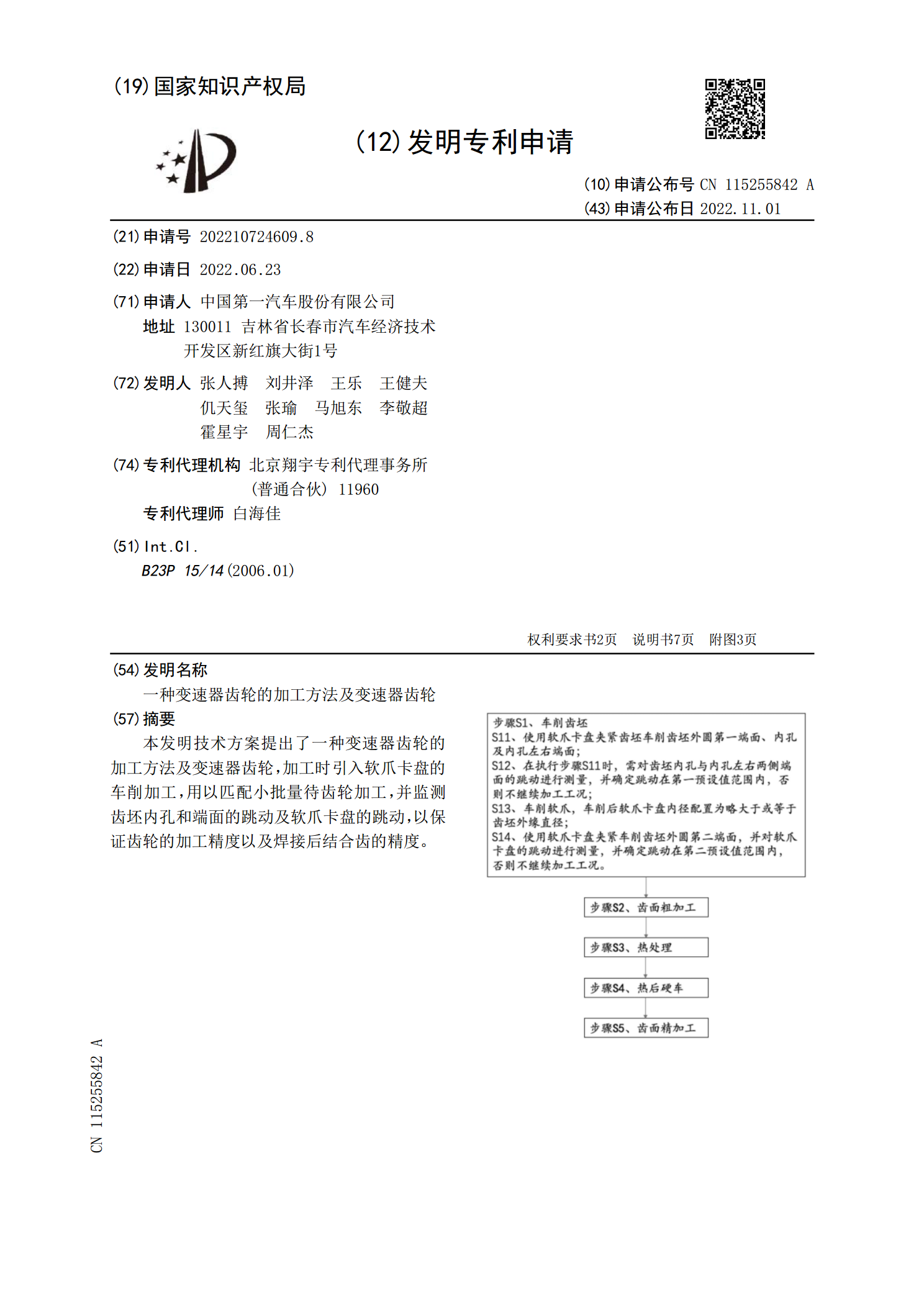
本发明技术方案提出了一种变速器齿轮的加工方法及变速器齿轮,加工时引入软爪卡盘的车削加工,用以匹配小批量待齿轮加工,并监测齿坯内孔和端面的跳动及软爪卡盘的跳动,以保证齿轮的加工精度以及焊接后结合齿的精度。

一种变速器焊接齿轮的加工工艺.pdf
变速器大型齿轮由整体锻件改为采用焊接结构,具有节约原材料和制造成本低等特点,但由于不同材料及焊缝使渗碳淬火工艺具有一定的复杂性,增大了热处理工艺的难度。本发明公开了一种变速器焊接齿轮的加工工艺,即降低了齿轮的制造成本,又保证了焊接齿轮的各种参数性能。

一种汽车变速器齿轮加工工艺.pdf
本发明公开了一种汽车变速器齿轮加工工艺,工艺流程中齿轮磨齿和齿轮和轴压装的先后顺序调整,其具体流程如下,首先对齿轮坯进行粗加工、滚齿、热处理、精加工,再对齿轮的内部花键进行预热;选取与齿轮压装的轴,将加工完成的齿轮和轴进行压装,压装完成后再对齿轮进行磨齿加工,这种工艺减少了齿轮和轴间铁屑,提高了齿轮精度;本发明工艺工序技术优化,提升变速器总成NVH,变速器齿轮加工工序的优化,弥补了由于先磨齿再进行压装产生的偏心,减小了传动误差;可以大大提升齿轮啮合准确度,变速器总成的传递误差值得到很好的降低;可很好的降低

一种汽车变速器齿轮的加工工艺.pdf
本发明涉及一种汽车变速器齿轮的加工工艺,包括以下步骤:锻造毛坯、热处理、粗加工大端外圆、小端外圆,精加工小端外圆、精车小端端面、车空刀槽、车锁环槽、倒角,中间检验、滚大断齿、齿轮倒角、加工小端结合齿、钻油孔、清洗、热处理前检验、渗氮淬火、磨内孔、磨大端面、磨小端面、磨齿、清洗、对齿面强力喷丸、磷化处理、最终检验;本发明的变速器齿轮的加工工艺精简合理的热处理合理安排对齿轮的强度及韧性有了很大的提高,在加工过程中多次对齿轮进行精加工及打磨,检验保证了加工的精度,提高了效率及质量。

一种汽车变速器齿轮加工工艺.pdf
本发明公开了一种汽车变速器齿轮加工工艺,涉及汽车零件加工领域,包括如下步骤:(1)滚齿,(2)渗碳,(3)调质,(4)剃齿,(5)磨齿,该汽车变速器齿轮加工工艺采用了数控高速干切自动滚齿机加工出齿轮,提高了加工效率,且并不破坏齿轮内部组织结构。使用先等温退火,可使得齿轮在后面的渗碳处理中变形小,再渗碳处理的工艺,可以保障齿轮内部组织的均匀性,保障齿轮芯部韧性的同时,提高齿轮表面的硬度和耐磨性,增加变速器齿轮的使用寿命。