
一种提高封闭差动行星轮系均载性的方法.pdf

Ch****75

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种提高封闭差动行星轮系均载性的方法.pdf
本发明涉及一种应用于共轴双旋翼直升机减速器封闭行星齿轮的提高封闭差动行星轮系均载性的方法,包括定轴行星轮系装配方法、设计要点、星轮齿面坐标点获取方法、测量数据处理方法、利用测量数据绘制齿形曲线的方法、星轮角向误差测量方法等。通过本发明提出的方法可以量化均载指标,并可通过安装调整达到合理的量化指标,保证封闭差动行星轮系及其所装减速器的装配质量,提高封闭差动行星轮系的装配效率,避免在工作过程中出现振动过大等故障或其他问题,保证减速器工作的可靠性。
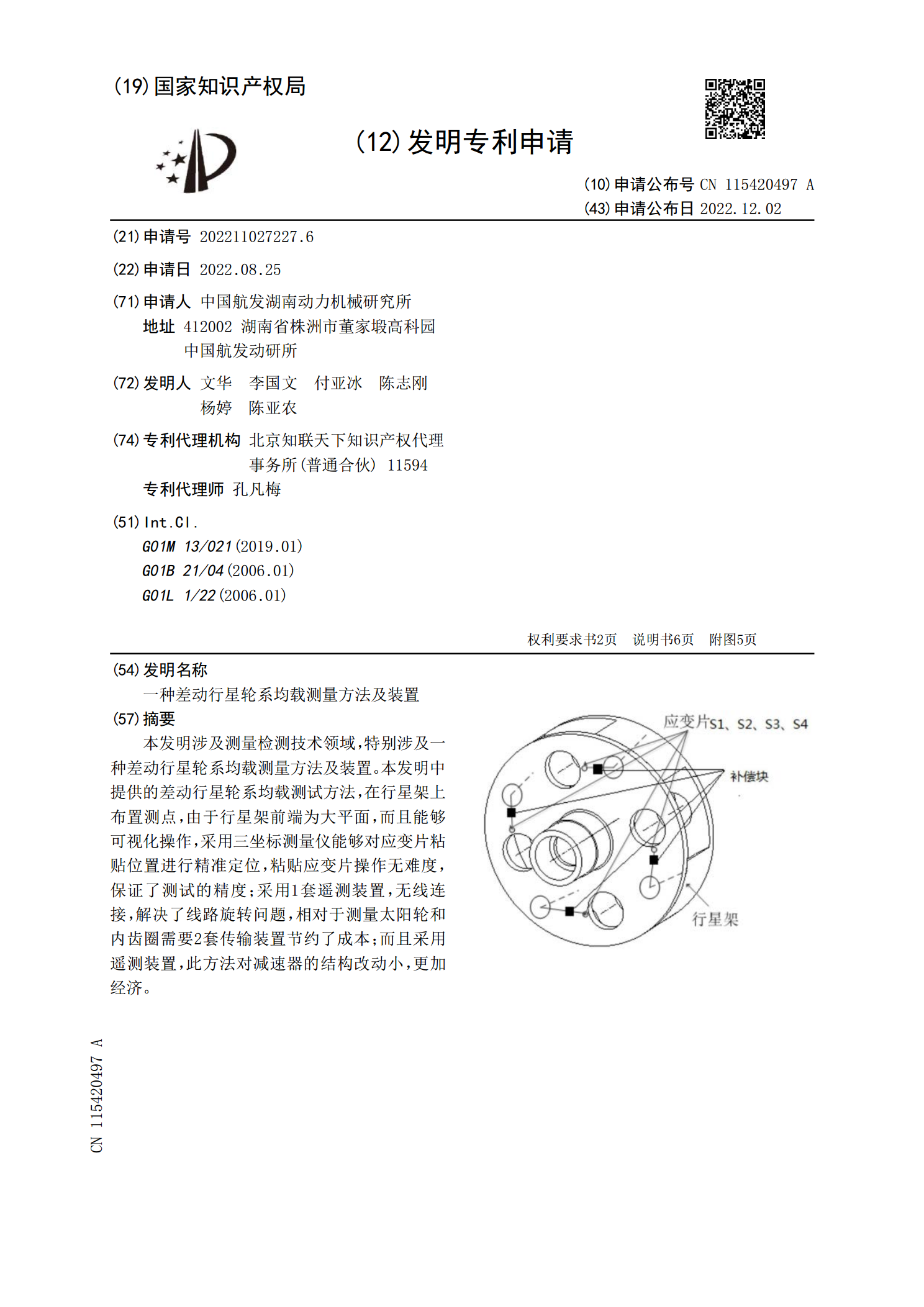
一种差动行星轮系均载测量方法及装置.pdf
本发明涉及测量检测技术领域,特别涉及一种差动行星轮系均载测量方法及装置。本发明中提供的差动行星轮系均载测试方法,在行星架上布置测点,由于行星架前端为大平面,而且能够可视化操作,采用三坐标测量仪能够对应变片粘贴位置进行精准定位,粘贴应变片操作无难度,保证了测试的精度;采用1套遥测装置,无线连接,解决了线路旋转问题,相对于测量太阳轮和内齿圈需要2套传输装置节约了成本;而且采用遥测装置,此方法对减速器的结构改动小,更加经济。

计入齿面摩擦的封闭行星轮系均载特性研究.docx
计入齿面摩擦的封闭行星轮系均载特性研究计入齿面摩擦的封闭行星轮系均载特性研究摘要:行星轮系是一种常见的传动机构,具有结构简单、负载能力强等优点,在机械工程中广泛应用。然而,行星轮系中的齿面摩擦问题对其传动性能有着重要影响。本文以封闭行星轮系为研究对象,探讨了齿面摩擦对行星轮系均载特性的影响,并提出了相应的研究方法。关键词:行星轮系;齿面摩擦;均载特性;研究方法1.引言行星轮系是一种由太阳轮、行星轮、内齿圈组成的传动机构,在机械工程领域有着广泛的应用。行星轮系具有结构简单、传动效率高、负载能力强等特点。然而

封闭差动行星齿轮箱动态均载性能试验研究.docx
封闭差动行星齿轮箱动态均载性能试验研究摘要:针对封闭差动行星齿轮箱在实际工作过程中所存在的动态载荷不均的问题,本文针对其动态均载性能进行了试验研究。通过设计合理的试验方案和建立有代表性的试验模型,比较了不同负载条件下的动态均载性能,并对实验结果进行了分析总结。本研究有望为提高封闭差动行星齿轮箱的动态载荷均衡能力提供参考。关键词:封闭差动行星齿轮箱,动态均载性能,试验研究,负载条件,实验结果引言:封闭差动行星齿轮箱是一种广泛应用于工程机械、航空航天、冶金等领域的重要传动装置。在实际工作过程中,封闭差动行星齿

行星轮双排并联封闭差动齿轮传动系统设计及其均载特性研究.docx
行星轮双排并联封闭差动齿轮传动系统设计及其均载特性研究标题:行星轮双排并联封闭差动齿轮传动系统设计及其均载特性研究摘要:齿轮传动在机械领域中起着重要的作用,而差动齿轮传动作为齿轮传动的一种特殊形式,其具有分配转矩和协调速度的功能,在汽车传动系统、机器人和机械手臂等领域中得到广泛应用。本论文主要研究行星轮双排并联封闭差动齿轮传动系统的设计及其均载特性,通过与其他传动系统的比较分析和实际试验验证,展示了该传动系统的优势和应用前景。关键词:差动齿轮传动,行星轮双排并联,封闭传动系统,均载特性一、引言1.1研究背