
一种细长圆腔体内壁清理砂磨装置及其工艺.pdf

婀娜****aj

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种细长圆腔体内壁清理砂磨装置及其工艺.pdf
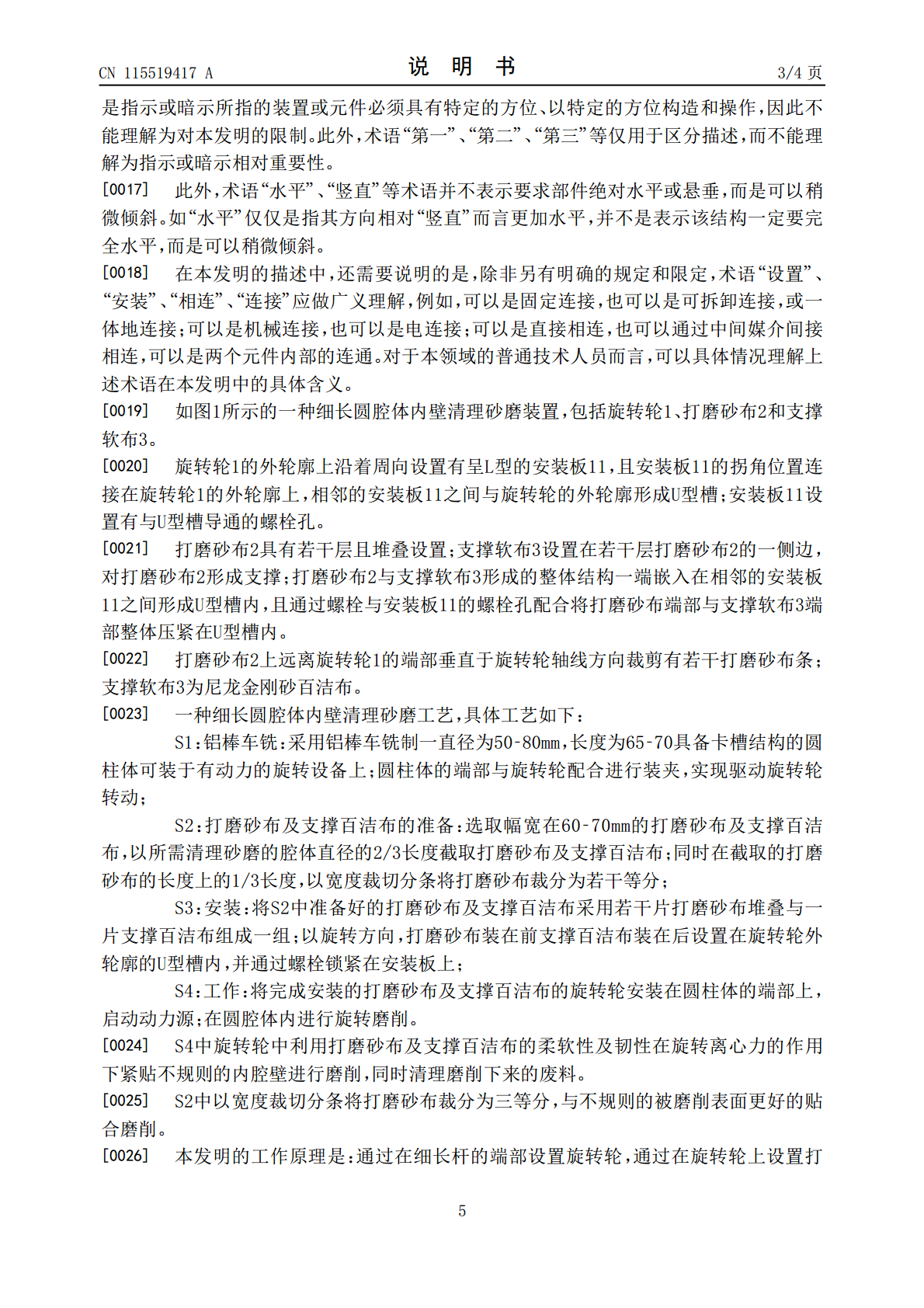
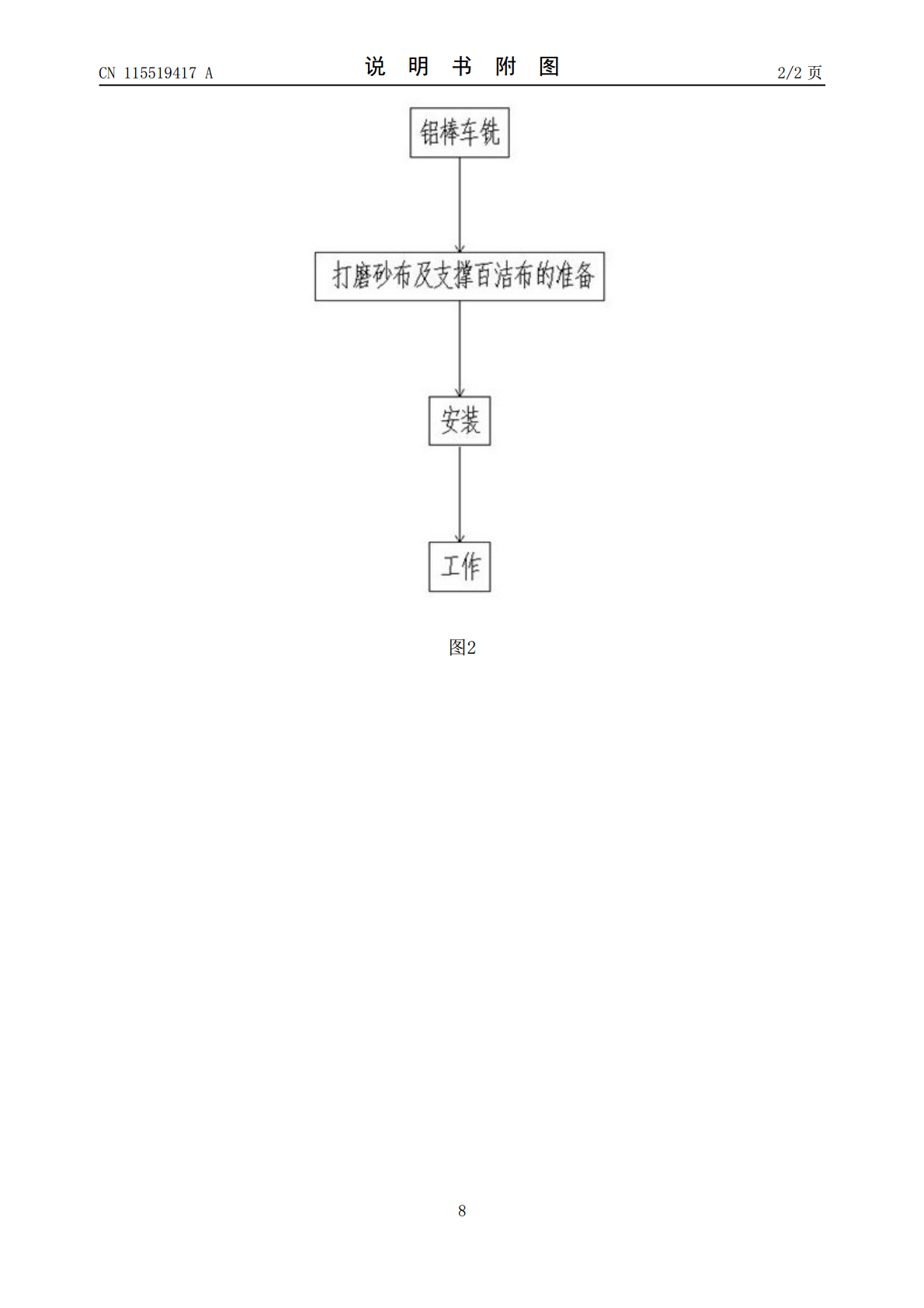
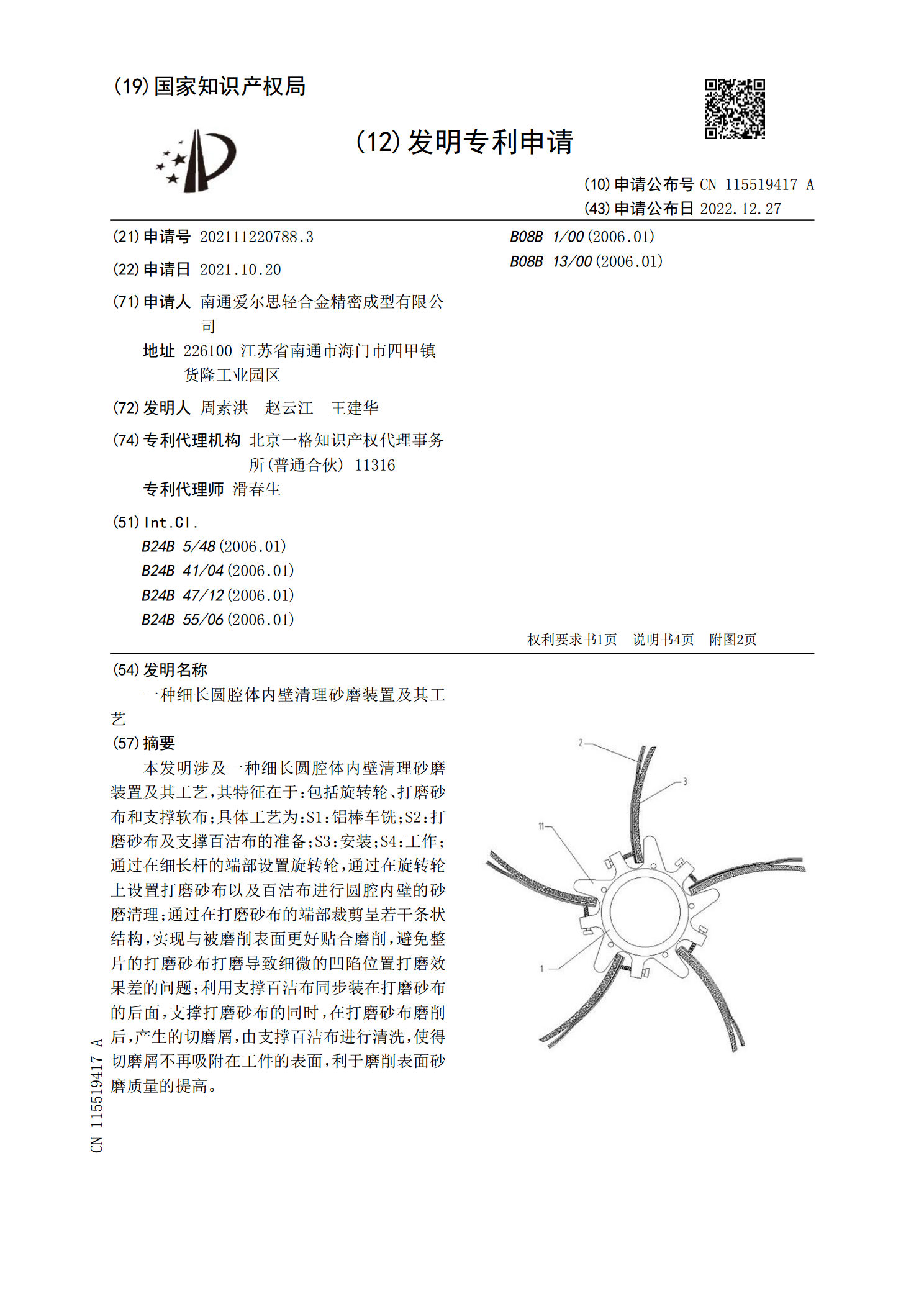
本发明涉及一种细长圆腔体内壁清理砂磨装置及其工艺,其特征在于:包括旋转轮、打磨砂布和支撑软布;具体工艺为:S1:铝棒车铣;S2:打磨砂布及支撑百洁布的准备;S3:安装;S4:工作;通过在细长杆的端部设置旋转轮,通过在旋转轮上设置打磨砂布以及百洁布进行圆腔内壁的砂磨清理;通过在打磨砂布的端部裁剪呈若干条状结构,实现与被磨削表面更好贴合磨削,避免整片的打磨砂布打磨导致细微的凹陷位置打磨效果差的问题;利用支撑百洁布同步装在打磨砂布的后面,支撑打磨砂布的同时,在打磨砂布磨削后,产生的切磨屑,由支撑百洁布进行清洗,
一种适用于腔体内壁激光淬火的装置及其使用方法.pdf
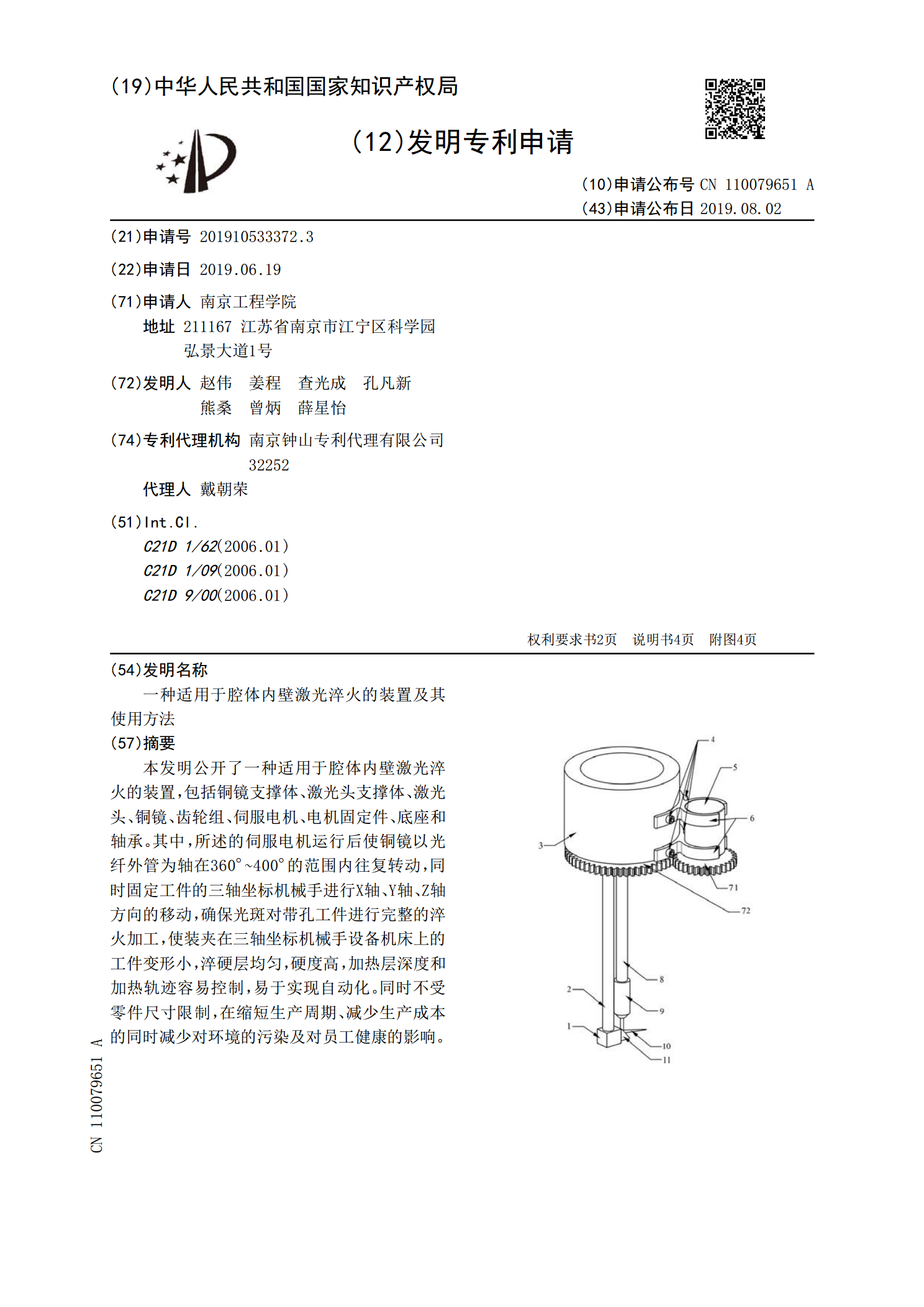
本发明公开了一种适用于腔体内壁激光淬火的装置,包括铜镜支撑体、激光头支撑体、激光头、铜镜、齿轮组、伺服电机、电机固定件、底座和轴承。其中,所述的伺服电机运行后使铜镜以光纤外管为轴在360°~400°的范围内往复转动,同时固定工件的三轴坐标机械手进行X轴、Y轴、Z轴方向的移动,确保光斑对带孔工件进行完整的淬火加工,使装夹在三轴坐标机械手设备机床上的工件变形小,淬硬层均匀,硬度高,加热层深度和加热轨迹容易控制,易于实现自动化。同时不受零件尺寸限制,在缩短生产周期、减少生产成本的同时减少对环境的污染及对员工健康
一种腔体缝隙清理装置.pdf
本发明提供一种腔体缝隙清理装置。本发明包括安装底座,其特征是:所述的安装底座连接刀片,所述的安装底座连接驱动装置,所述的安装底座上部设置有锁紧定位装置,所述的锁紧定位装置连接设置在气刀腔体里面的滑杆并能在所述的驱动装置的带动下在滑杆上滑动。本发明既能够用于气刀腔体上狭长缝隙外部表面的自动清理,又可以将气刀腔体缝隙内部沾粘的锌渣清理干净的自动清理装置,提高了工作效率。
一种管内壁清理装置.pdf
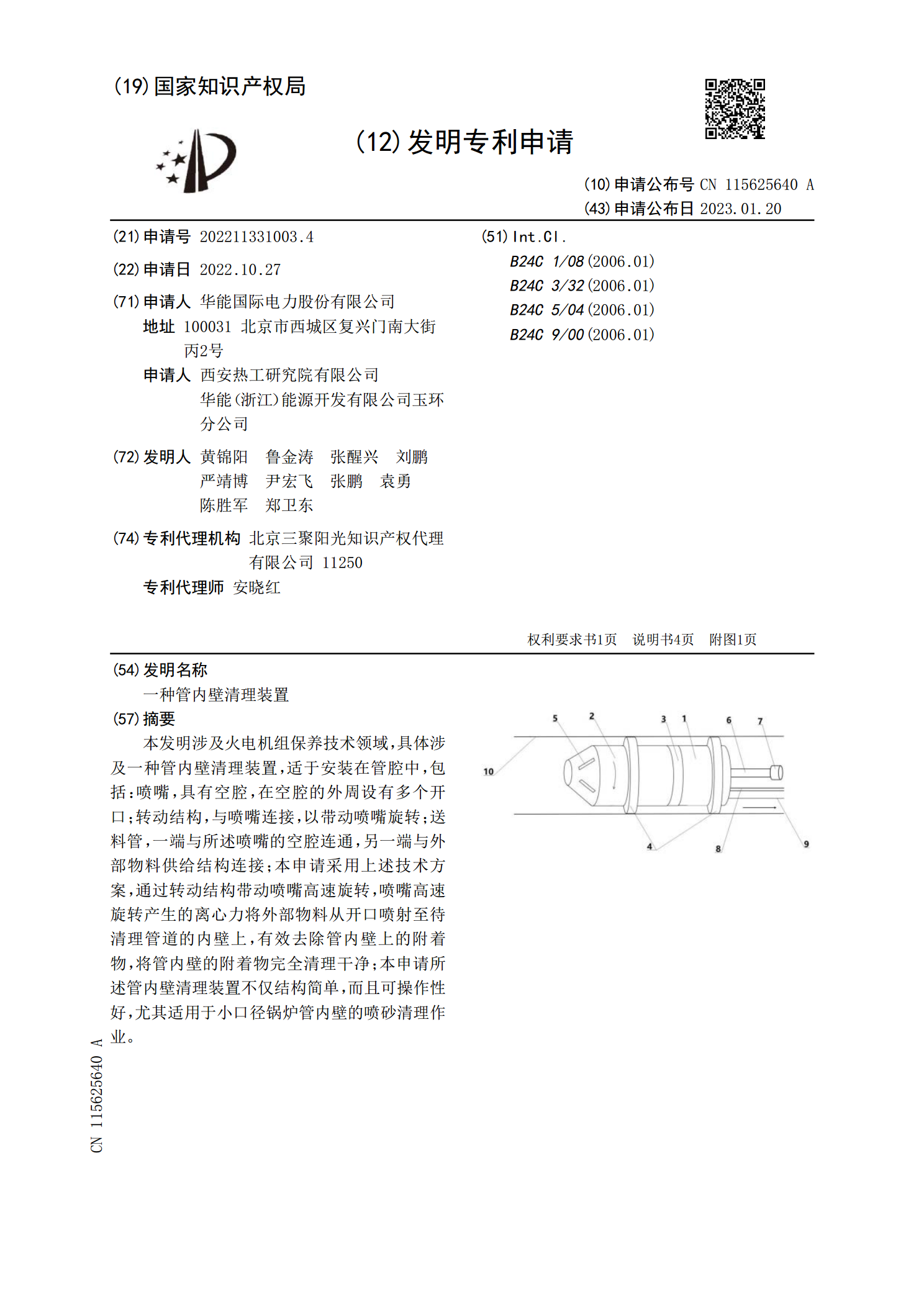
本发明涉及火电机组保养技术领域,具体涉及一种管内壁清理装置,适于安装在管腔中,包括:喷嘴,具有空腔,在空腔的外周设有多个开口;转动结构,与喷嘴连接,以带动喷嘴旋转;送料管,一端与所述喷嘴的空腔连通,另一端与外部物料供给结构连接;本申请采用上述技术方案,通过转动结构带动喷嘴高速旋转,喷嘴高速旋转产生的离心力将外部物料从开口喷射至待清理管道的内壁上,有效去除管内壁上的附着物,将管内壁的附着物完全清理干净;本申请所述管内壁清理装置不仅结构简单,而且可操作性好,尤其适用于小口径锅炉管内壁的喷砂清理作业。
一种圆筒内壁清理装置.pdf
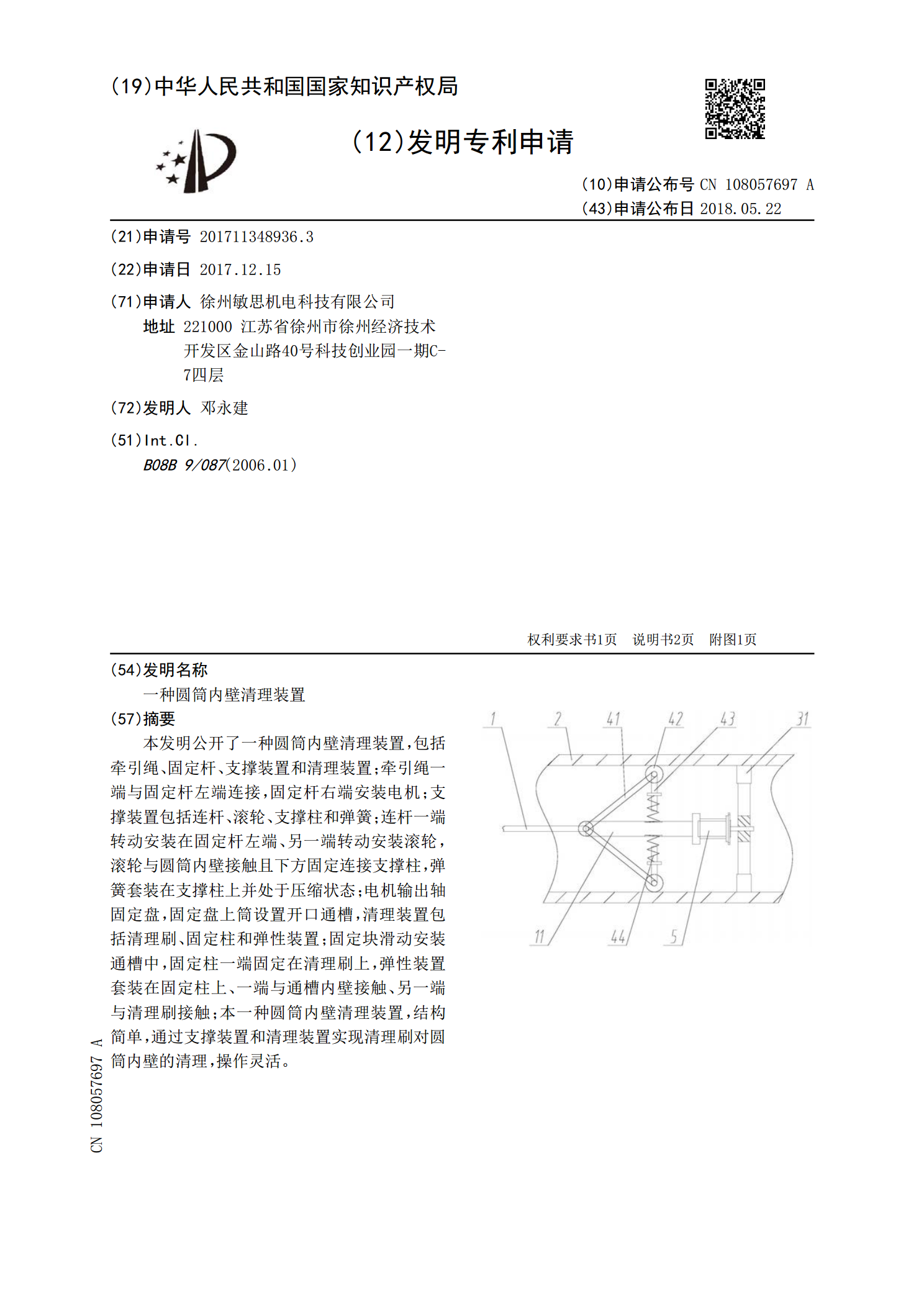
本发明公开了一种圆筒内壁清理装置,包括牵引绳、固定杆、支撑装置和清理装置;牵引绳一端与固定杆左端连接,固定杆右端安装电机;支撑装置包括连杆、滚轮、支撑柱和弹簧;连杆一端转动安装在固定杆左端、另一端转动安装滚轮,滚轮与圆筒内壁接触且下方固定连接支撑柱,弹簧套装在支撑柱上并处于压缩状态;电机输出轴固定盘,固定盘上筒设置开口通槽,清理装置包括清理刷、固定柱和弹性装置;固定块滑动安装通槽中,固定柱一端固定在清理刷上,弹性装置套装在固定柱上、一端与通槽内壁接触、另一端与清理刷接触;本一种圆筒内壁清理装置,结构简单,