
纤维增强复合材料的制造工艺及纤维增强复合材料.pdf

森林****io

1/10
2/10
3/10
4/10
5/10
6/10
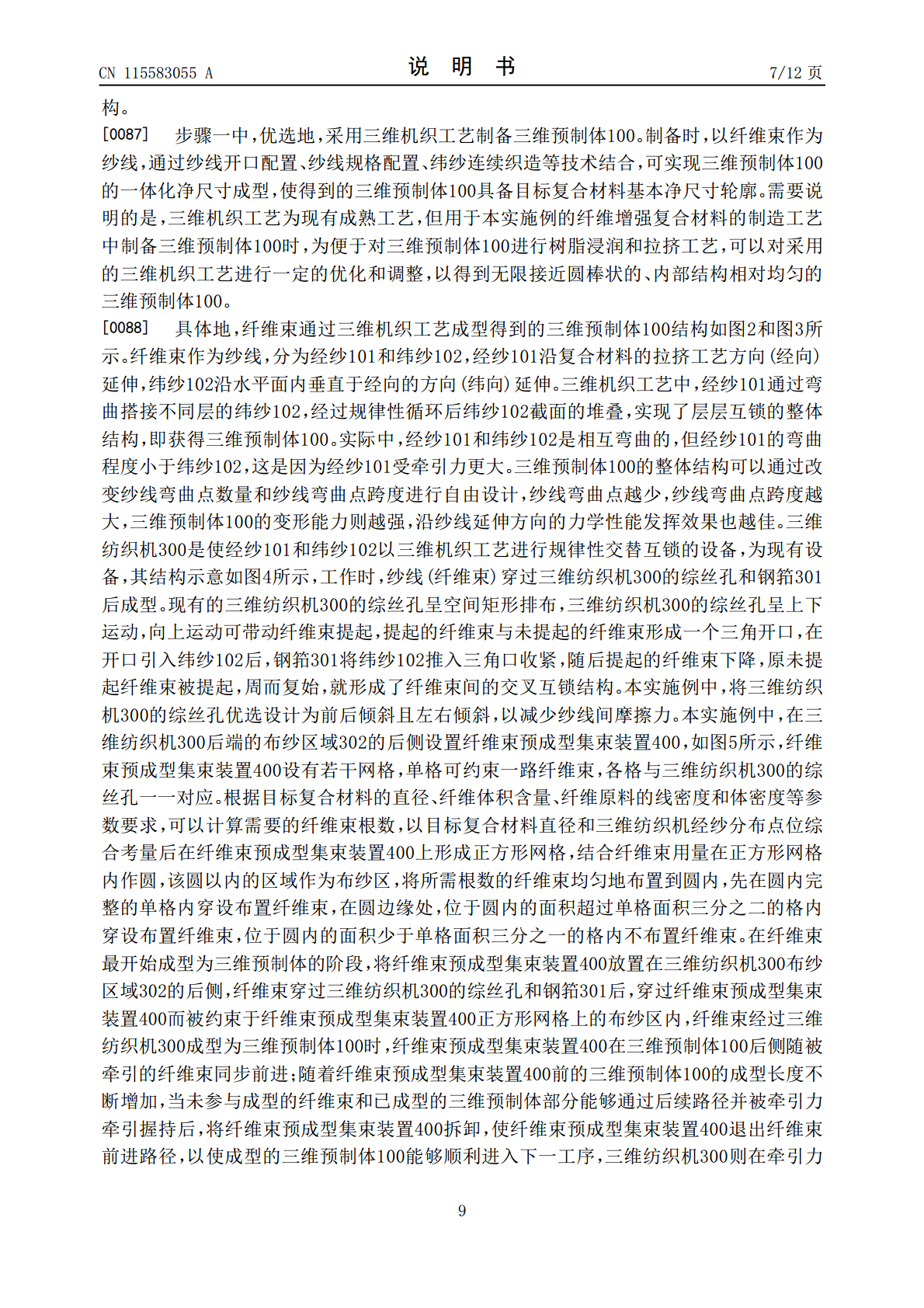
7/10
8/10
9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
纤维增强复合材料的制造工艺及纤维增强复合材料.pdf
本发明涉及纤维增强复合材料技术领域,尤其涉及一种纤维增强复合材料的制造工艺及一种采用该制造工艺制备的纤维增强复合材料。该制造工艺主要是将若干纤维束进行规律性交替互锁构成三维预制体,三维预制体为三维立体织物,形成有相互交织成一体的内部结构和外轮廓,为不分层的整体结构;对三维预制体依次进行烘干、预处理、树脂浸润和拉挤成型,形成纤维增强复合材料,并对纤维增强复合材料进行后固化;纤维束、三维预制体和纤维增强复合材料受同一牵引力牵引前进,使上述过程在牵引力作用下连续进行。将三维预制体与拉挤工艺结合,充分发挥了复合材
预浸料、纤维增强复合材料、纤维增强复合材料的制造方法.pdf
本发明提供可获得点冲击时的层间剥离受到抑制的纤维增强复合材料的预浸料、点冲击时的耐性优异的纤维增强复合材料及其制造方法。使本发明的预浸料在特定的固化条件下固化而得的固化物通过特定的试验1测得的损伤部的投影面积为400mm<base:Sup>2</base:Sup>以下,前述固化物通过特定的试验2测得的tanδ的最大值在100℃以上被观测到;本发明的预浸料含有增强纤维基材、环氧树脂组合物和聚合物(C2),聚合物(C2)存在于预浸料的最外表面,关于聚合物(C2),在特定的测定条件下观测到的玻璃化转变温度为10

纤维增强陶瓷复合材料的制造技术.docx
纤维增强陶瓷复合材料的制造技术纤维增强陶瓷复合材料的制造技术摘要:纤维增强陶瓷复合材料是一种重要的结构材料,具有高强度、高刚度和耐高温等特性。本文总结了纤维增强陶瓷复合材料的制造技术,包括纤维增强材料的选择、复合材料的制备方法等方面。其中,纤维选择是复合材料制备中关键的一步,纤维的性能将直接影响到复合材料的性能。而复合材料的制备方法也有多种选择,包括热压法、浸渍法和喷涂法等。最后,本文对纤维增强陶瓷复合材料的发展前景进行了展望。关键词:纤维增强陶瓷复合材料;制造技术;纤维选择;制备方法;发展前景1.引言纤

纤维增强复合材料用树脂组合物、其固化物、纤维增强复合材料、纤维增强树脂成形品、及其制造方法.pdf
本发明提供一种流动性优异、在纤维基材中的含浸性优异并且固化物的耐热性优异的纤维增强复合材料用树脂组合物。一种纤维增强复合材料用树脂组合物,其特征在于,其以聚(环氧丙氧基芳基)系化合物(A)、为不饱和羧酸或其酸酐的分子量160以下的聚合性单体(B)、芳香族乙烯基化合物或(甲基)丙烯酸酯(C)、及自由基聚合引发剂(D)为必需成分,上述聚(环氧丙氧基芳基)系化合物(A)中的环氧丙氧基和上述(B)成分中的酸基的当量比[环氧丙氧基/酸基]为1/1~1/0.48的比例,且上述(B)成分和芳香族乙烯基化合物或(甲基)丙
纤维增强复合材料.ppt
复合材料本章内容学习目的参考书目9.1复合材料概述复合材料的定义《材料科学技术百科全书》:复合材料是由有机高分子、无机非金属或金属等几类不同材料通过复合工艺组合而成的新型材料。它既保留原组成材料的重要特色,又通过复合效应获得原组分所不具备的性能。可以通过材料设计使各组分的性能互相补充并彼此关联,从而获得更优秀的性能,与一般材料的简单混合有本质区别。复合材料的特点:1)复合材料是由两种或两种以上不同性能的材料组元通过宏观或微观复合形成的一种新型材料,组元之间存在着明显的界面;2)复合材料中各组元不但保持各自