
环形膜式水冷壁管屏的自动焊方法和装置.pdf

韶敏****ab


1/8

2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
环形膜式水冷壁管屏的自动焊方法和装置.pdf
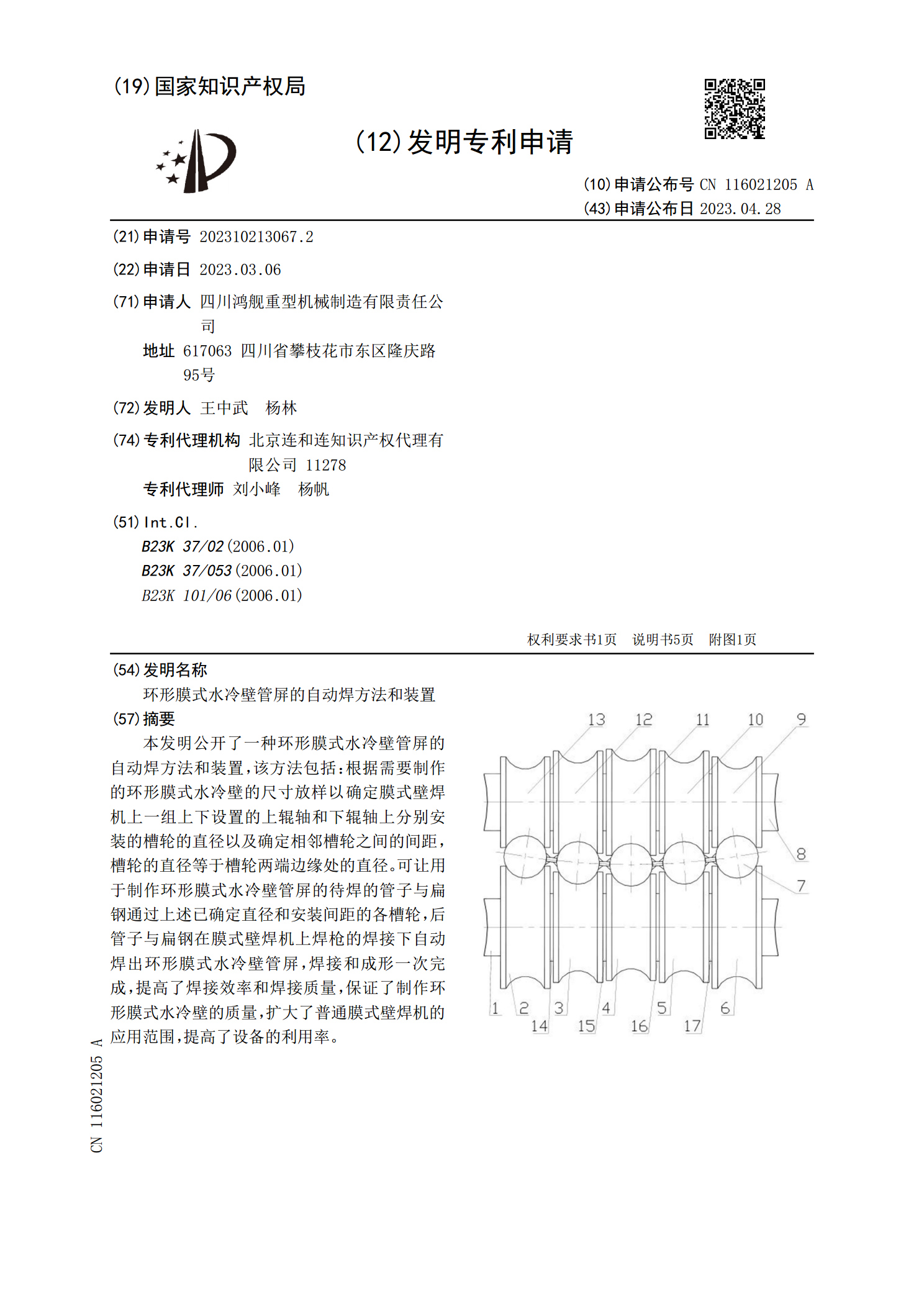
本发明公开了一种环形膜式水冷壁管屏的自动焊方法和装置,该方法包括:根据需要制作的环形膜式水冷壁的尺寸放样以确定膜式壁焊机上一组上下设置的上辊轴和下辊轴上分别安装的槽轮的直径以及确定相邻槽轮之间的间距,槽轮的直径等于槽轮两端边缘处的直径。可让用于制作环形膜式水冷壁管屏的待焊的管子与扁钢通过上述已确定直径和安装间距的各槽轮,后管子与扁钢在膜式壁焊机上焊枪的焊接下自动焊出环形膜式水冷壁管屏,焊接和成形一次完成,提高了焊接效率和焊接质量,保证了制作环形膜式水冷壁的质量,扩大了普通膜式壁焊机的应用范围,提高了设备的
膜式壁管屏抽烟口装置及混合烟气方法.pdf
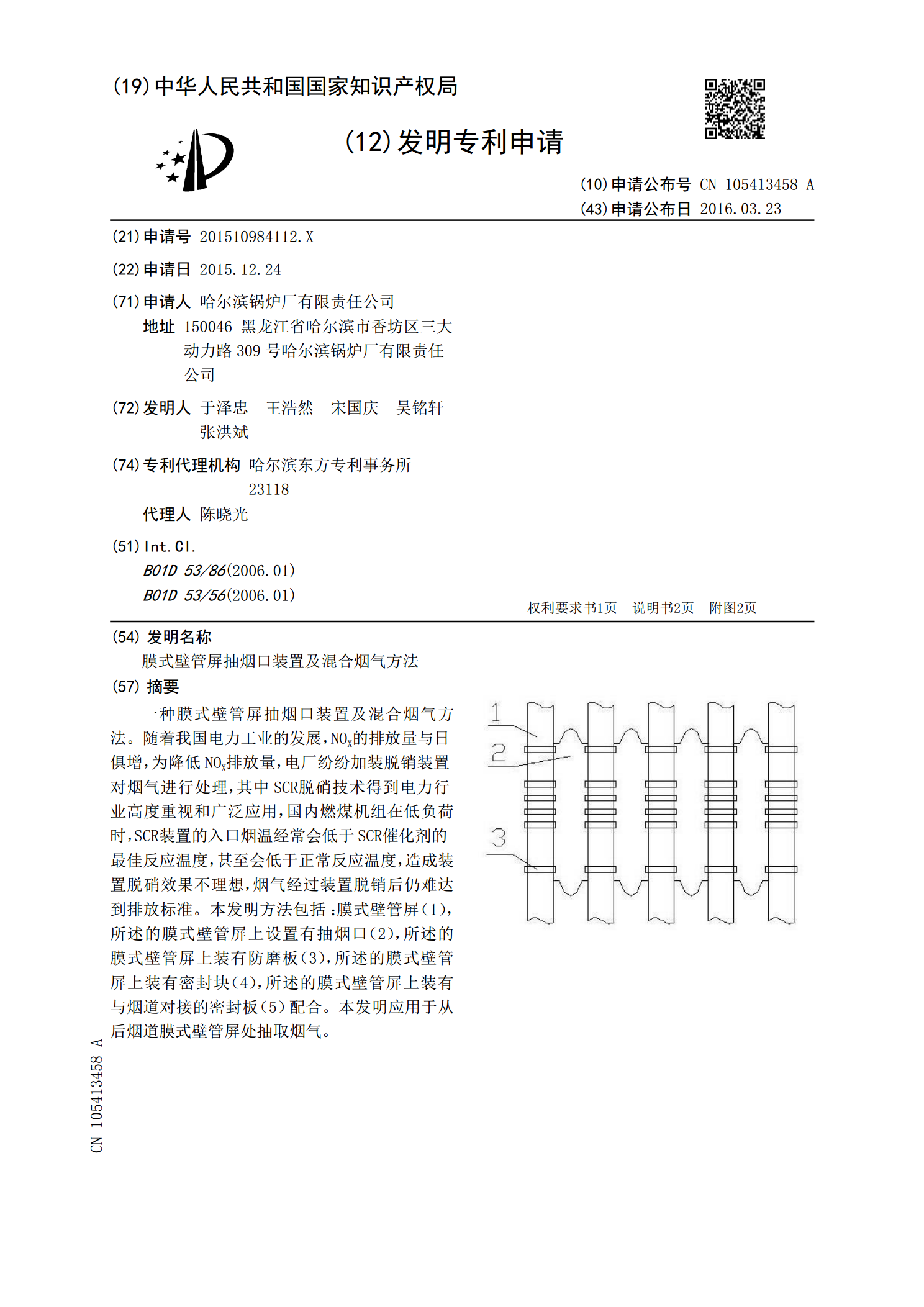
一种膜式壁管屏抽烟口装置及混合烟气方法。随着我国电力工业的发展,NO

膜式壁自动焊焊接.doc
膜式水冷壁管屏平――仰角MAG焊接工艺研究摘要】本文详细讨论了锅炉膜式水冷壁管屏采用平、仰角同时进行MAG焊接的工艺及规范,并进行了工艺试验,试验结果表明采用该规范焊制的膜式水冷壁产品,成形美观,导热性能符合相关标准要求,对实际生产有一定指导意义。膜式水冷壁(以下简称膜式壁)管屏是锅炉主要受压部件,制造工作量大,周期长,生产工艺复杂,是锅炉制造的薄弱环节之一。目前国内外主要采用埋弧焊和熔化极气体保护焊(GMAW)两种焊接方法焊制锅炉膜式壁管屏。其中埋弧焊工艺焊速较高,但对焊剂处理和保存要求较高,包括焊剂烘

膜式壁管屏抽烟口弯管装置及混合烟气方法.pdf
一种膜式壁管屏抽烟口弯管装置及混合烟气方法。NOX的排放量与日俱增,NOX污染可形成酸雨、光化学烟雾,破坏生态环境,其影响已越来越引起人们的关注和重视,现阶段一些老电厂NOX的排放量相对较高,不符合国家法规NOX的排放量的要求,需要进行改造加装脱销装置,以降低NOX的排放量。本发明方法包括:后烟道膜式壁管屏(1),后烟道膜式壁管屏中部每隔一个节距装有向炉外的弯管(2),弯管形成抽烟口(3),后烟道膜式壁管屏炉外侧装有密封弯板(4),后烟道膜式壁管屏炉外侧装有密封板(5),后烟道膜式壁管屏上的弯管装有防磨板

一种超临界螺旋水冷壁管屏法兰装焊的装置及方法.pdf
本发明公开了一种超临界螺旋水冷壁管屏法兰装焊的装置及方法,包括背火面法兰固定装置、防移位挂钩、楔形连接装置、向火面支撑件、连接螺杆件、旋紧螺栓和压实型钢,该背火面法兰固定装置通过楔形连接装置与向火面支撑件连接,该防移位挂钩位于背火面法兰固定装置一侧,该连接螺杆用于连接和固定两个或两个以上的背火面法兰固定装置,压实型钢分别放置在法兰上部和背火面管屏上部,该旋紧螺栓在整个装置中起到压紧和固定的作用。本发明装置不会对焊接区域产生遮挡和干涉,确保有足够的空间便于焊接技术人员施焊,可以防止螺旋水冷壁管屏法兰装焊时的