
超高速加工及其在模具制造中的应用.pdf

yy****24


1/9

2/9

3/9
4/9
5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超高速加工及其在模具制造中的应用.pdf
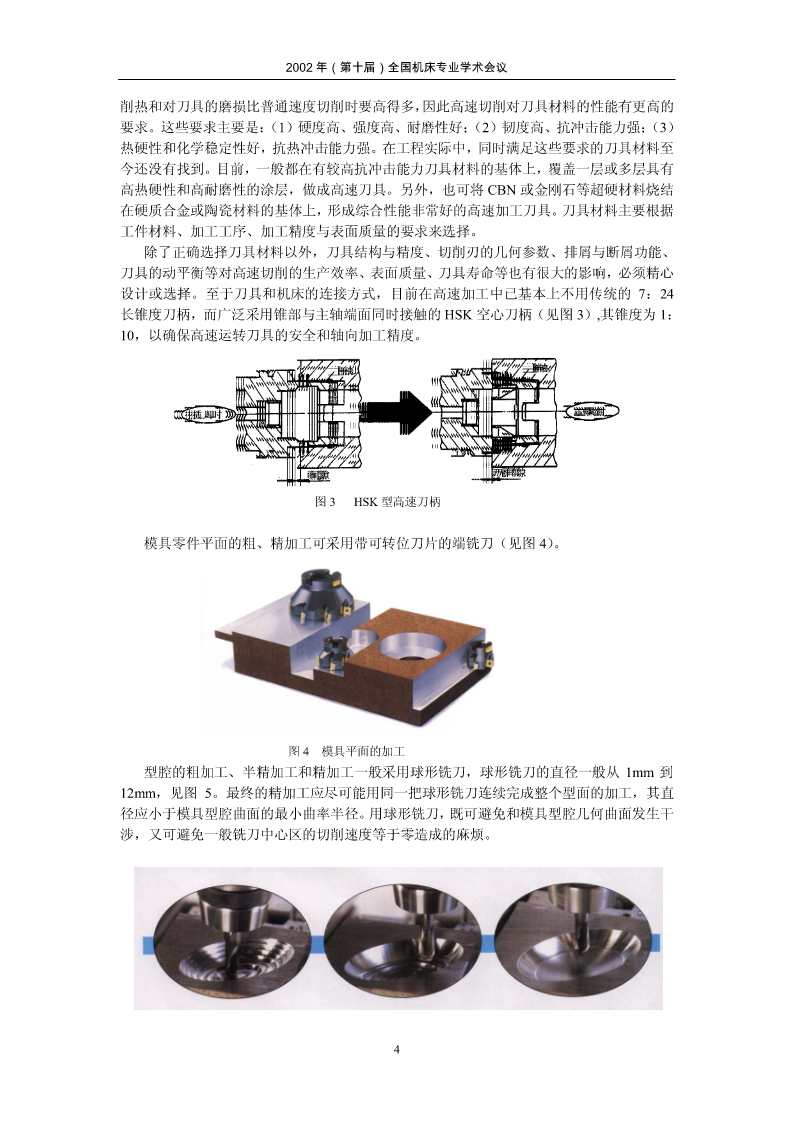
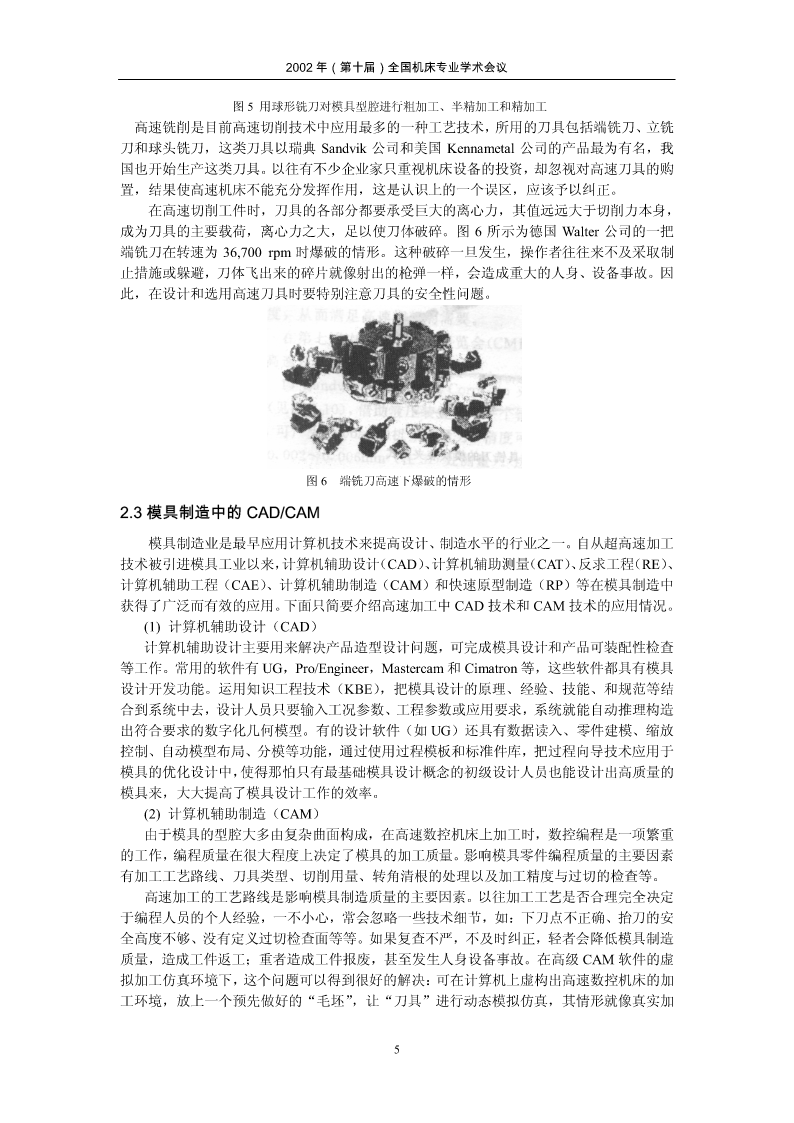
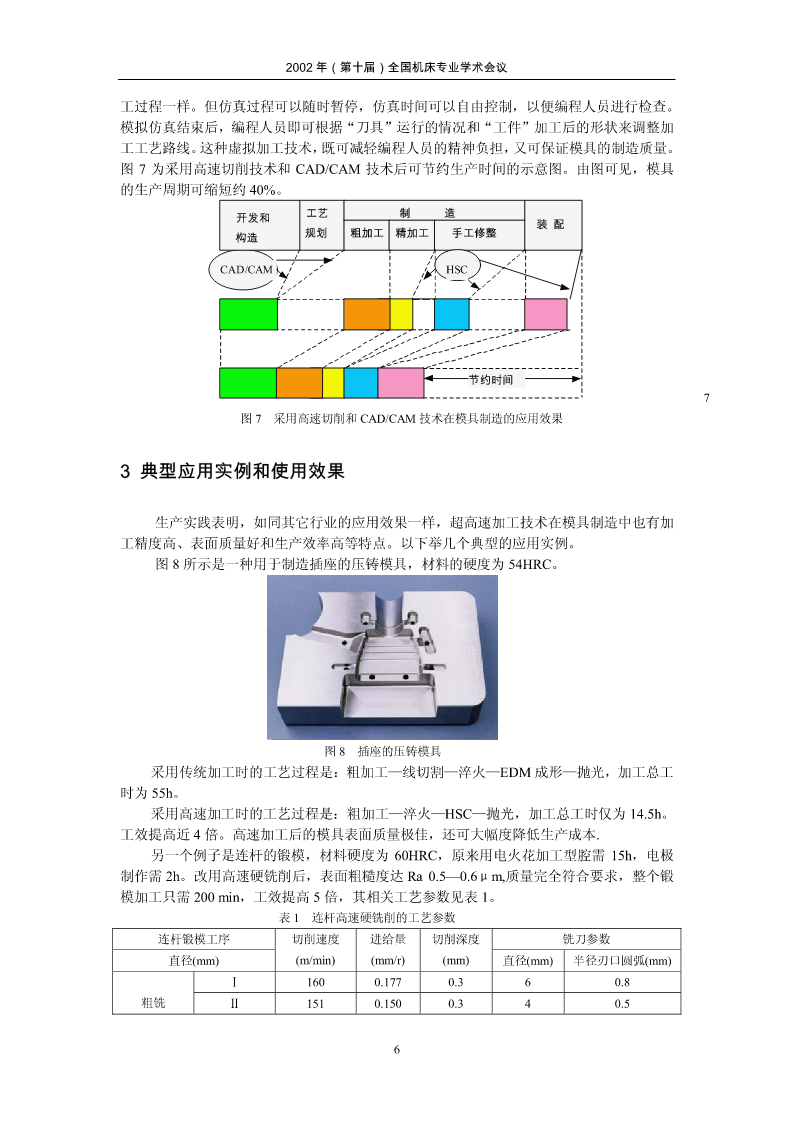
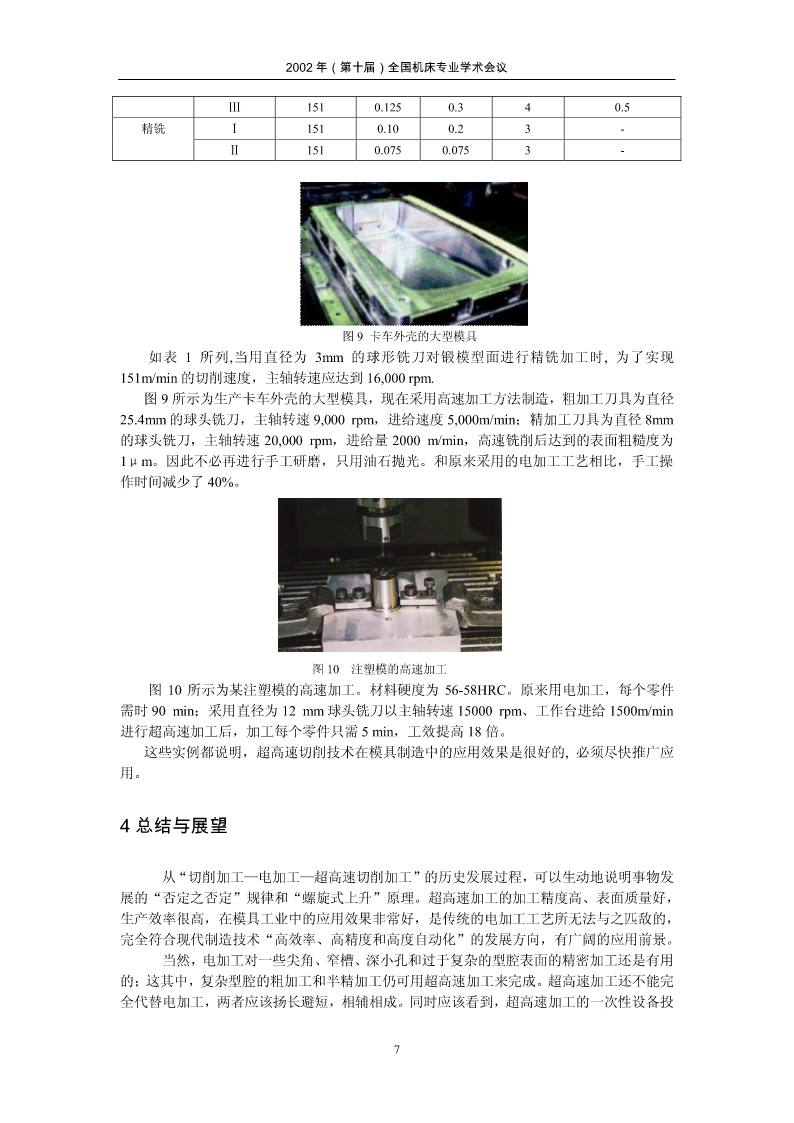
2002年(第十届)全国机床专业学术会议超高速加工及其在模具制造中的应用*张伯霖黄晓明范梦吾广东工业大学机电学院广州市东风东路729号,510090摘要:本文分析了传统电加工工艺在模具制造中存在的主要问题,介绍了超高速加工技术的主要特点,论述了超高速加工用于模具制造的关键技术,列举了一些应用实例和使用效果,指出了超高速加工技术在模具制造中广阔的应用和发展前景。关键词:超高速加工模具电加工机床刀具CAD/CAM中图分类号:TH161文献标识码:A模具是制造业中使用量大、影响面广的工具产品。没有型腔模、压铸模

高速加工技术及其在模具制造中的应用.pdf
高速加工技术及其在模具制造中的应用浙江省机电设备招标局(浙江杭州310000)童红峰浙江大学生产工程研究所李江雄吴福中巫新海【摘要】在介绍高速加工的基本概念的基础上,分析了高速加工技术在模具制造中的应用前景。总结了面向高速加工的数控编程基本原则和高速加工技术对数控编程系统的要求。介绍了现有数控编程软件中采用的面向高速加工的工艺措施。关键词高速加工模具制造数控编程1引言20世纪30年代,德国科学家Salomon通过对不同材料进行切削试验,发现了一个有趣的现象:随着切削速度的增加,切削温度随之增加,单位切削力

高速加工技术及其在模具制造中的应用.docx
高速加工技术及其在模具制造中的应用高速加工技术及其在模具制造中的应用摘要在介绍高速加工的基本概念的基础上,分析了高速加工技术在模具制造中的应用前景。总结了面向高速加工的数控编程基本原则和高速加工技术对数控编程系统的要求。介绍了现有数控编程软件中采用的面向高速加工的工艺措施。 关键词高速加工模具制造数控编程1引言20世纪30年代,德国科学家Salomon通过对不同材料进行切削试验,发现了一个有趣的现象:随着切削速度的增加,切削温度随之增加,单位切削力也随之增加,而当削速度增加到一定临界值时,如再增

高速加工在模具制造中的应用.docx
高速加工在模具制造中的应用高速加工在模具制造中的应用摘要:随着现代制造业的发展,模具制造作为工业产品的基础和重要组成部分,对于产品质量和生产效率至关重要。同时,高速加工技术的出现和发展,为模具制造提供了新的解决方案。本文旨在探讨高速加工在模具制造中的应用,包括高速铣削、高速车削和高速电火花加工等,旨在为模具制造业提供参考和借鉴。一、引言模具制造作为现代制造业的基础和关键环节,不仅需要具备高精度、高质量的特点,还需要具备高效率、低成本的生产方式。而传统的机械加工往往存在着低效率、低精度和高成本的问题,难以满

机械模具数控加工制造技术及其应用.docx
机械模具数控加工制造技术及其应用摘要:目前,机械行业建设迅速,机械模具加工作为一个老牌传统产业,在我国深耕已久,目前处在较高的发展水准上。但随着机械产业的不断发展,机械模具加工技术也需要随着信息产业在机械产业的不断应用更新而持续提高,从而适应更高端的工业需求。关键词:机械模具;数控加工制造技术;应用引言随着全球信息化的发展,数控加工技术作为利用相关程序控制自动化机床、实现信息技术在制造业中的应用技术,近些年在制造领域有了较为广泛的应用。该技术是信息化发展在制造业中的具体应用方式,也是具体的体现,为制造业提