
螺杆挤出机的胶管挤出机头.pdf

yy****24


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
螺杆挤出机的胶管挤出机头.pdf
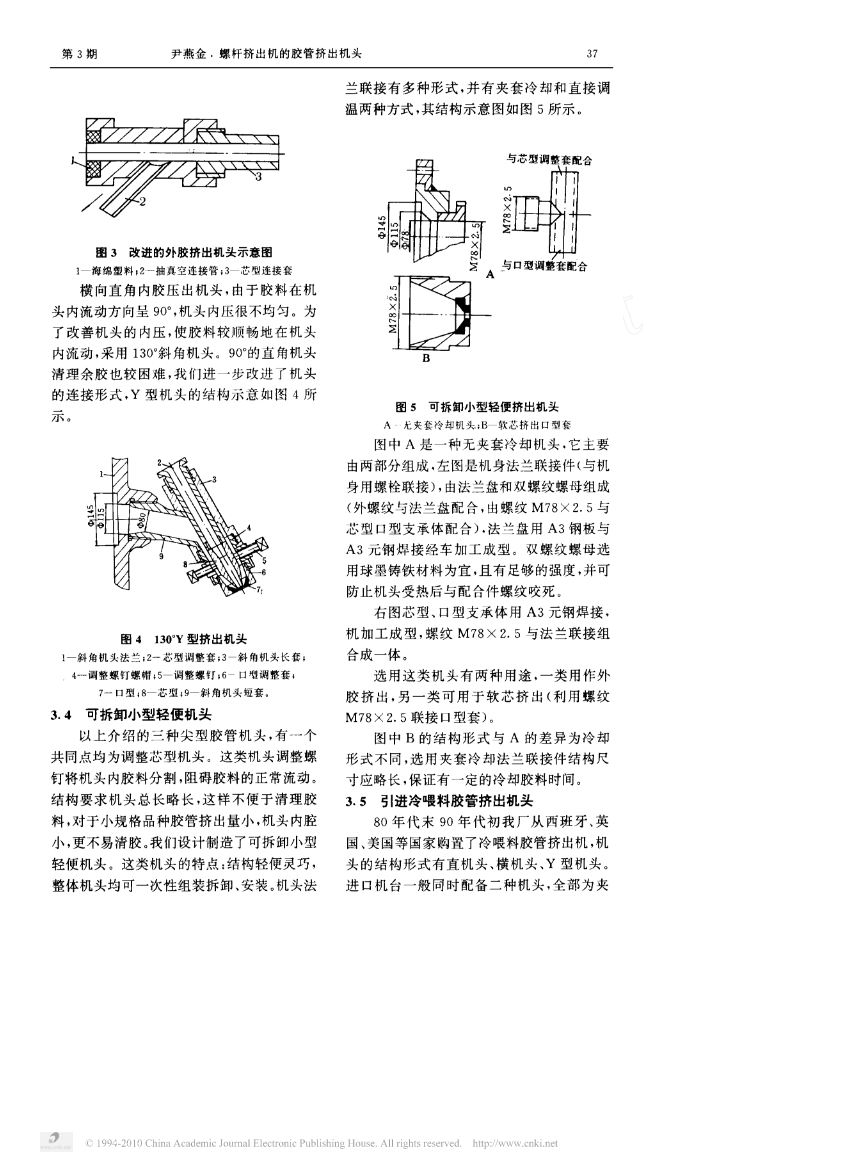
第期尹燕金螺杆挤出机的胶管挤出机头螺杆挤出机的胶管挤出机头尹燕金上海橡胶总厂上海摘要本文根据生产实际,扼要介绍了儿种螺杆挤出机的胶管挤出机头的结构及其特点。文章最后指出,胶料在机头内的流速和压缩比是影响胶管挤出机头的币要因素。关镇词胶管挤出,挤出机,挤出机头螺杆挤出机是胶管生产的主要设备之按调温方式分有直冷式和夹套冷却一,胶管结构有外胶、骨架层、内胶组成,其中式。,内胶、外胶以及软管生产的模芯都依靠挤出按连接形式分有法兰联接铰链哈。机生产。上海橡胶总厂主要以生产各类胶管夫锁紧联接按用途分则有抽真空外胶压出
一种新型胶管挤出机头.pdf
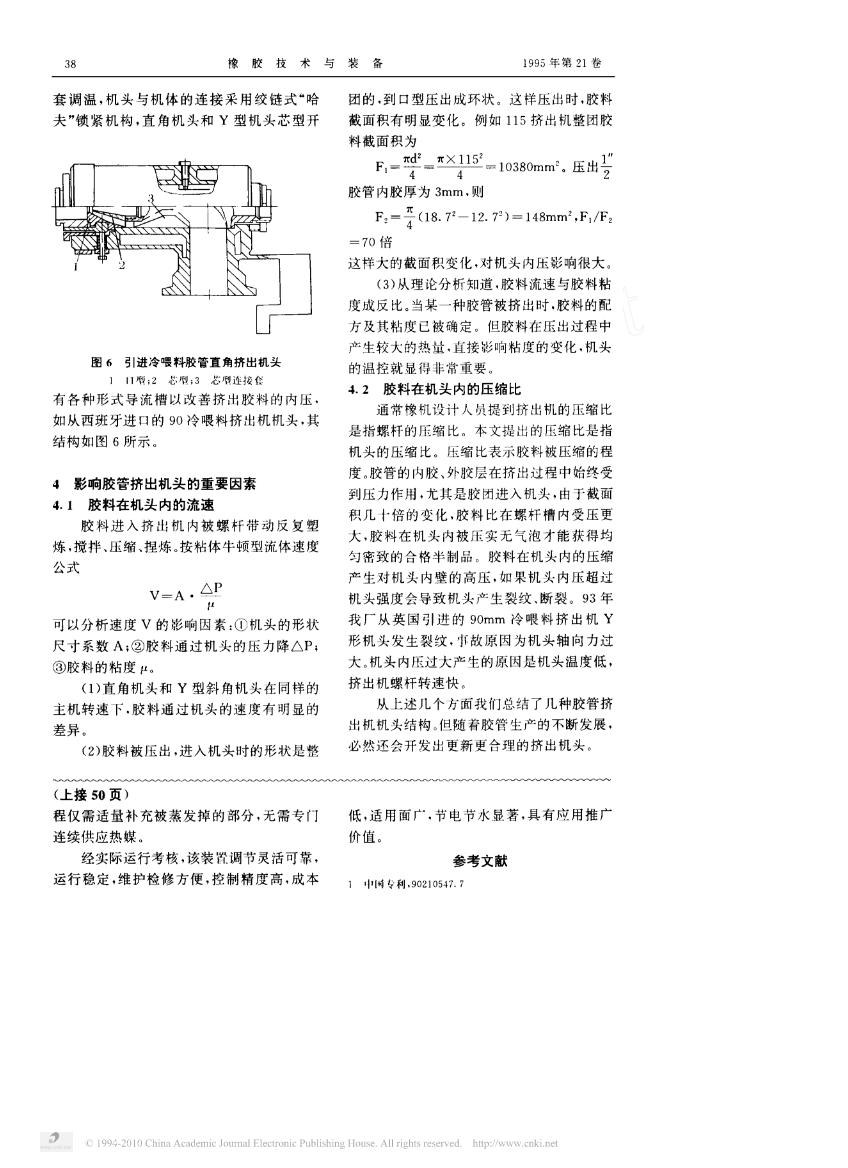
一种新型胶管挤出机头,涉及胶管挤出机技术领域,包括机体、导流罩、模型座、模芯、模套和压板,机体内部上侧设置有原料腔体,机体的内部下侧设置有导流腔体,导流罩固定设置在机体的内侧下部导流腔体内,导流罩的外侧部均匀设置有导流槽,导流槽与机体的导流腔体内壁之间形成导流通道,模型座固定设置在机体以及导流罩的下侧,模型座上设置有模口且与导流通道一一对应,模芯固定设置在模口内,压板固定设置在模型座的下侧,模套通过纵向调节机构设置在模口内且位于在模芯的外部,导流槽的数量为5个以上。能设计出更多的分机头,结构紧凑,提高生产
挤出机螺杆、挤出机和制造挤出机螺杆的方法.pdf
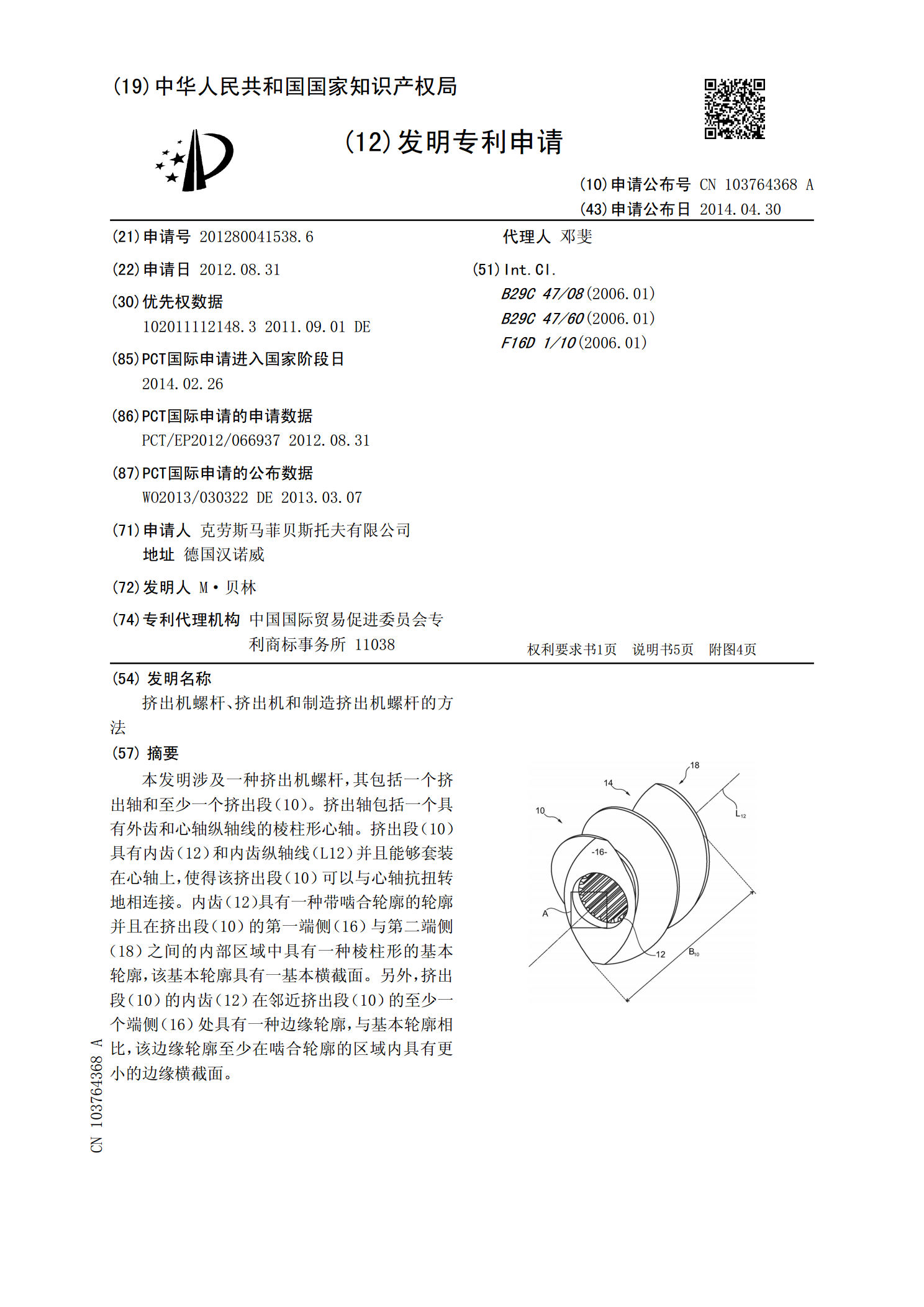
本发明涉及一种挤出机螺杆,其包括一个挤出轴和至少一个挤出段(10)。挤出轴包括一个具有外齿和心轴纵轴线的棱柱形心轴。挤出段(10)具有内齿(12)和内齿纵轴线(L12)并且能够套装在心轴上,使得该挤出段(10)可以与心轴抗扭转地相连接。内齿(12)具有一种带啮合轮廓的轮廓并且在挤出段(10)的第一端侧(16)与第二端侧(18)之间的内部区域中具有一种棱柱形的基本轮廓,该基本轮廓具有一基本横截面。另外,挤出段(10)的内齿(12)在邻近挤出段(10)的至少一个端侧(16)处具有一种边缘轮廓,与基本轮廓相比,

用于挤出塑料的多螺杆挤出机的挤出机螺杆.pdf
用于挤出塑料的多螺杆挤出机的挤出机螺杆(100)包括:用于熔融和均质化塑料的进料和计量区(1)和用于带走气态成分的抽空区(2)以及压缩和/或排出区(4);多螺杆段分(20),其具有多个行星螺杆(30),所述行星螺杆至少在其长度的一部分上敞开在挤出机螺杆(100)的外周上;以及驱动区域(3),其中行星螺杆(30)通过齿(33)啮合在中心轴上的外齿中或定子环的内齿中或多螺杆挤出机的挤出机孔的内壁中。进料和计量区(1)延伸到多螺杆段(20)中,其中位于计量区(1)中的行星螺杆(30)的相应部分被至少部分地封闭。
一种橡胶复合挤出机头锁紧装置、挤出机头及方法.pdf
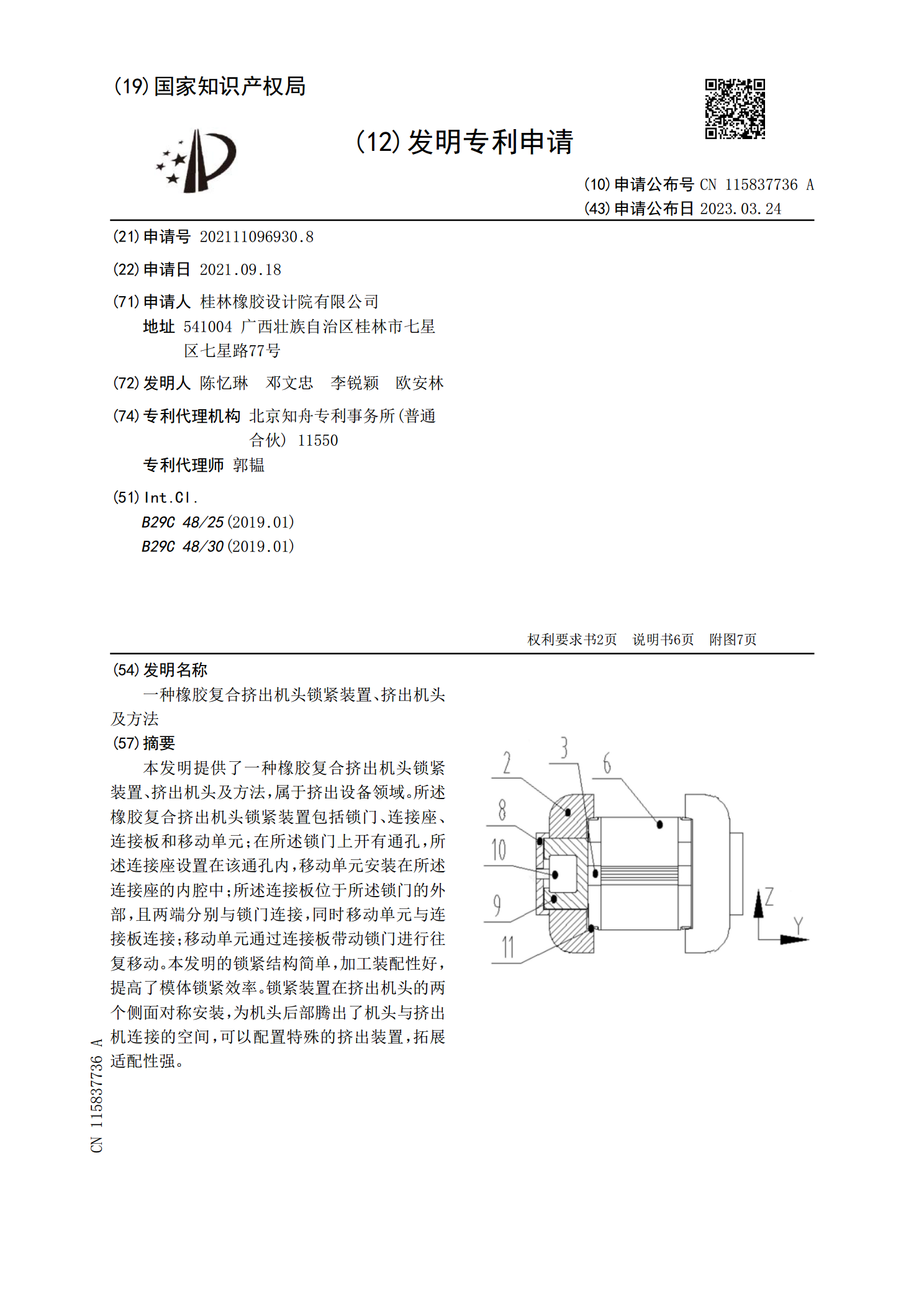
本发明提供了一种橡胶复合挤出机头锁紧装置、挤出机头及方法,属于挤出设备领域。所述橡胶复合挤出机头锁紧装置包括锁门、连接座、连接板和移动单元;在所述锁门上开有通孔,所述连接座设置在该通孔内,移动单元安装在所述连接座的内腔中;所述连接板位于所述锁门的外部,且两端分别与锁门连接,同时移动单元与连接板连接;移动单元通过连接板带动锁门进行往复移动。本发明的锁紧结构简单,加工装配性好,提高了模体锁紧效率。锁紧装置在挤出机头的两个侧面对称安装,为机头后部腾出了机头与挤出机连接的空间,可以配置特殊的挤出装置,拓展适配性强