
钢筋连接方法.docx

是你****晨呀


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢筋连接方法.docx
钢筋连接方法5、1滚轧直螺纹钢筋接头方法及技术措施5、1、1工艺原理采用钢筋等强度滚压直螺纹机把待连接的成品钢筋端部,滚压成直螺纹,通过连接套筒将两根钢筋连接成一体。由于经过滚压,局部结构更致密,根据钢筋直径的不同,连接时采用不同大小的力矩,如下表。钢筋接头的屈服承载力标准值及抗拉承载力标准值均应不小于被连接钢筋相应值的1.10倍。滚扎直螺纹钢筋接头拧紧力矩值限值钢筋直径(mm)<1618〜2022〜2528〜3236〜40拧紧力矩值(N.m)801602303360接头按连接套筒的使用条件分类序号使用要
钢筋连接结构和带肋钢筋连接方法.pdf
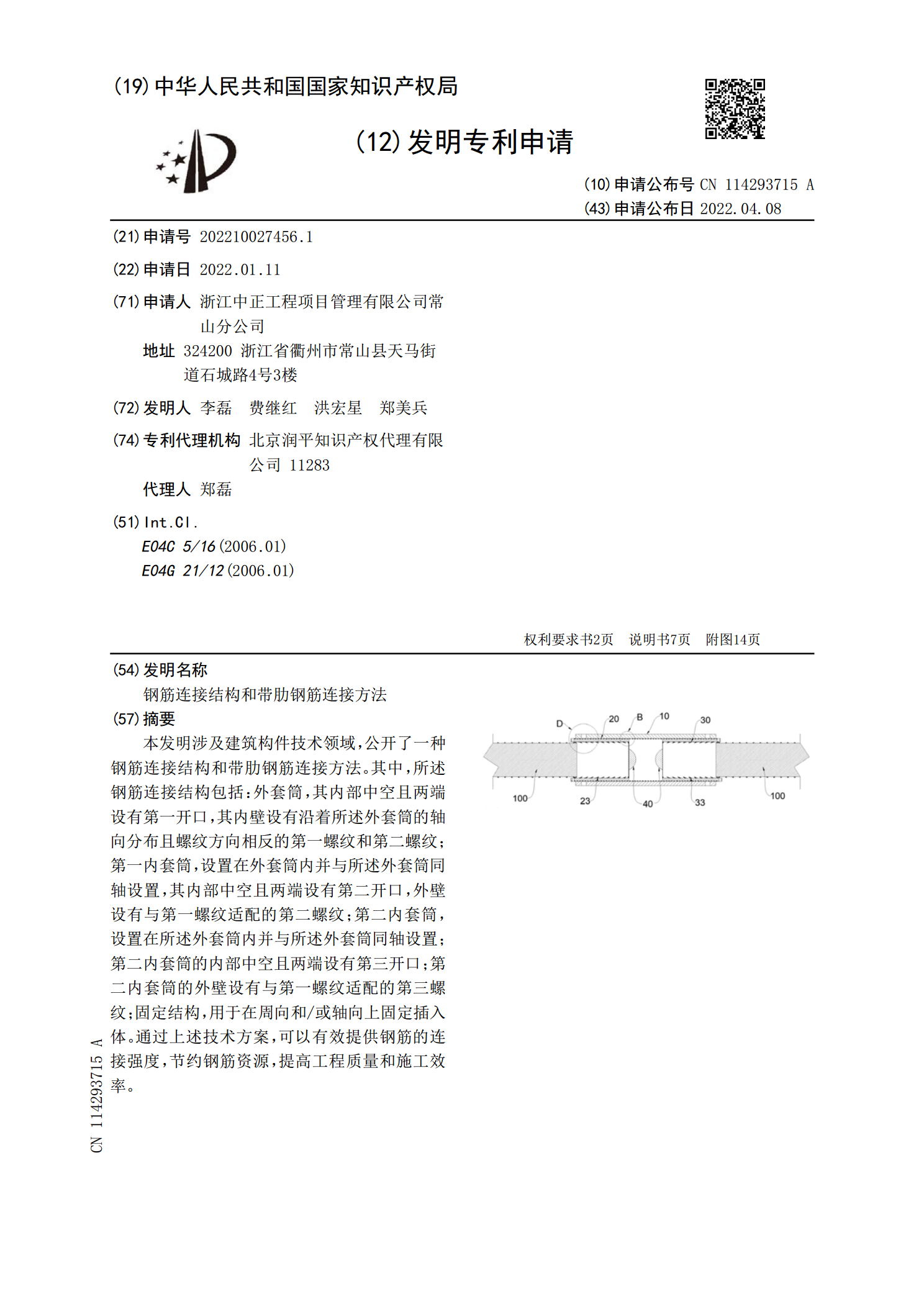
本发明涉及建筑构件技术领域,公开了一种钢筋连接结构和带肋钢筋连接方法。其中,所述钢筋连接结构包括:外套筒,其内部中空且两端设有第一开口,其内壁设有沿着所述外套筒的轴向分布且螺纹方向相反的第一螺纹和第二螺纹;第一内套筒,设置在外套筒内并与所述外套筒同轴设置,其内部中空且两端设有第二开口,外壁设有与第一螺纹适配的第二螺纹;第二内套筒,设置在所述外套筒内并与所述外套筒同轴设置;第二内套筒的内部中空且两端设有第三开口;第二内套筒的外壁设有与第一螺纹适配的第三螺纹;固定结构,用于在周向和/或轴向上固定插入体。通过上
一种钢筋连接套件及钢筋连接方法.pdf
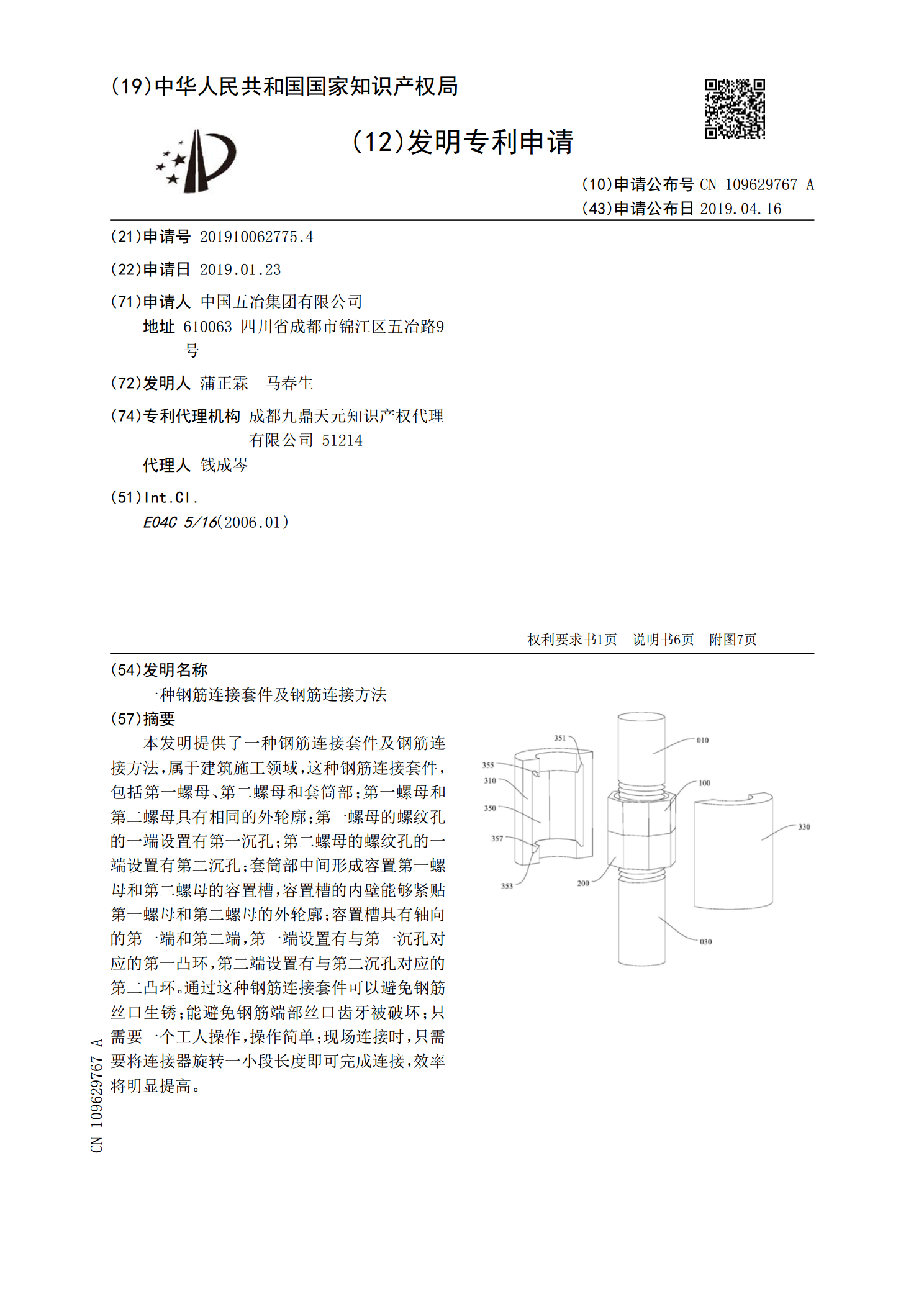
本发明提供了一种钢筋连接套件及钢筋连接方法,属于建筑施工领域,这种钢筋连接套件,包括第一螺母、第二螺母和套筒部;第一螺母和第二螺母具有相同的外轮廓;第一螺母的螺纹孔的一端设置有第一沉孔;第二螺母的螺纹孔的一端设置有第二沉孔;套筒部中间形成容置第一螺母和第二螺母的容置槽,容置槽的内壁能够紧贴第一螺母和第二螺母的外轮廓;容置槽具有轴向的第一端和第二端,第一端设置有与第一沉孔对应的第一凸环,第二端设置有与第二沉孔对应的第二凸环。通过这种钢筋连接套件可以避免钢筋丝口生锈;能避免钢筋端部丝口齿牙被破坏;只需要一个工

一种基于钢筋套筒连接的钢筋转动连接方法.pdf
本发明公开了一种基于钢筋套筒连接的钢筋转动连接方法,当一个行星齿轮运行到断开口时,另一件行星齿轮肯定存在于开口内齿轮环内齿啮合的状态,这样就可以保证滑动夹块循环转动,从而带动上钢筋夹紧装置在开口内齿轮环上循环转动,从而轻松的带动上连接钢筋转动,上连接钢筋上的螺纹接头直接螺接在钢筋套筒上,当上连接钢筋的螺纹接头完全进入钢筋套筒后就无法继续进入,从而就会带动钢筋套筒转动,钢筋套筒的转动就会与下连接钢筋进行螺纹连接,直到完全牢固连接,采用本发明转动连接装置1‑2分钟左右就可以完成两根钢筋的套筒连接,如果采用人工

钢筋直螺纹连接方法.docx
钢筋直螺纹连接方法一、操作工艺直螺纹接头是先在施工现场或钢筋加工场用钢筋镦粗机、钢筋切断机、钢筋攻丝机,按钢筋下料单把钢筋的连接端头加工成直螺纹,然后通过直螺纹导向器,用扳手把钢筋和连接套拧紧在一起。1、钢筋加工下料T钢筋切平头T钢筋镦粗T套丝T用牙形规检查套丝质量T用卡规检查套丝头质量T用直角测量镦粗长度、攻丝长度T做接头试件静力拉伸试验T接头试件合格后做钢筋连接准备工作^实验室做出接头试件试验报告T在钢筋两连接段分别拧上塑料保护帽和按规定的力矩值拧上连接套,以保护直螺纹和方便连接施工-存放备用T用卡规