
QB_T_3682一1999_饮料装瓶压盖机.pdf

佳宁****么啦

1/7

2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

QB_T_3682一1999_饮料装瓶压盖机.pdf
分类号:Y99q8中华人民共和国轻二〔行业标准QB/T3682一1999代替ZB/TY99029一1939饮料装瓶压盖机1999-04-21发布1999-04-21实施国家轻工业局发布Qs/T3682一1999‘.口.-」一a本标准是原专业标准ZB/TY99029-1989《饮料装瓶压盖机》,经由国轻行〔1999)112号文发布转化标准号为QB/T3682-1999,内容不变。本标准由国家轻_L业局行业管理司提出。本标准由全国制酒饮料机械标准化技术委员会归口。本标准由南京轻工业机械厂负责起草。本标准主要起
单片机饮料装瓶系统.pdf
单片机饮料装瓶系统【摘要】本系统利用单片机实现饮料自动装瓶和加盖,特殊情况下可按下紧急停止按钮关闭整个系统。该装置结构简单,操作方便,可靠性高,实用性强。【关键词】单片机;装瓶;加盖1工作原理单片机饮料装瓶系统工作时,由单片机P1.1口输出低电平信号,打开饮料罐下方的一个阀门,饮料罐10s后把一个空瓶子装满,压瓶盖机向下冲压,完成一个饮料瓶的加盖,然后通过“压盖完成信号”向单片机的T0(P3.4口)输出一个完成计数信号,表明一瓶饮料已经灌装完成,单片机控制两位共阳数码管显示装瓶数。接着单片机P1.0口输出
QB_T_3680一1999_洗瓶机.pdf
分类号:Y9911日中华人民共和国轻口巨行业标准QB/T3680一1999代替ZB/TY99027一1990洗瓶机1999-04-21发布1999-04-21实施国家轻工业局发布QB/T3680一1999前言本标准是原专业标准ZB/TY99027-1990《洗瓶机》,经由国轻行[C1999)112号文发布转化标准号为QB/T3680-1999,内容不变。本标准由国家轻工业局行业管理司提出。本标准由全国制酒饮料机械标准化技术委员会归口。本标准由广一东轻L业机械厂负责起草。本标准主要起草人:胡惠祥。本标准自实
一种用于压盖机上的压盖定位校正瓶及压盖机校正方法.pdf
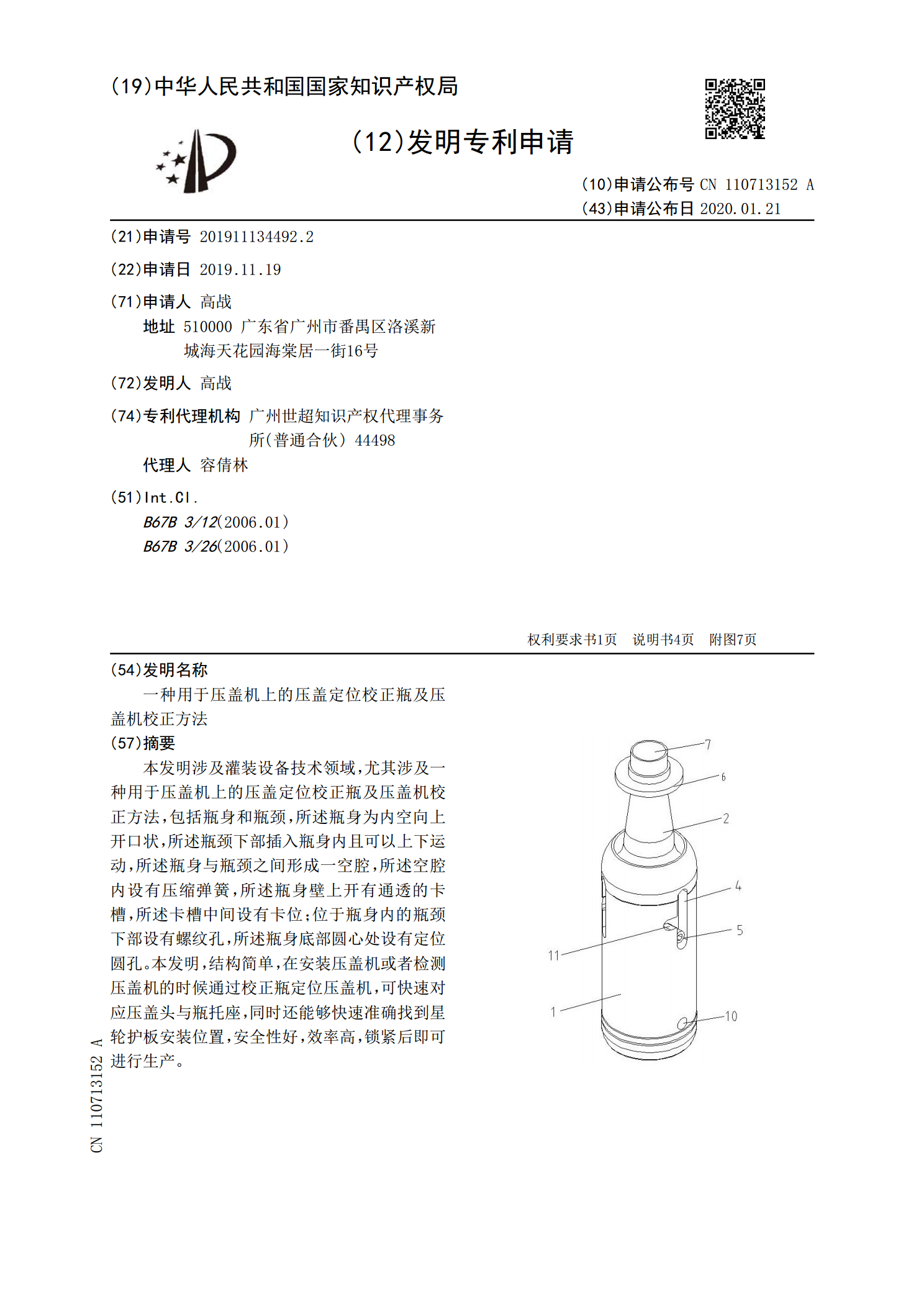
本发明涉及灌装设备技术领域,尤其涉及一种用于压盖机上的压盖定位校正瓶及压盖机校正方法,包括瓶身和瓶颈,所述瓶身为内空向上开口状,所述瓶颈下部插入瓶身内且可以上下运动,所述瓶身与瓶颈之间形成一空腔,所述空腔内设有压缩弹簧,所述瓶身壁上开有通透的卡槽,所述卡槽中间设有卡位;位于瓶身内的瓶颈下部设有螺纹孔,所述瓶身底部圆心处设有定位圆孔。本发明,结构简单,在安装压盖机或者检测压盖机的时候通过校正瓶定位压盖机,可快速对应压盖头与瓶托座,同时还能够快速准确找到星轮护板安装位置,安全性好,效率高,锁紧后即可进行生产。
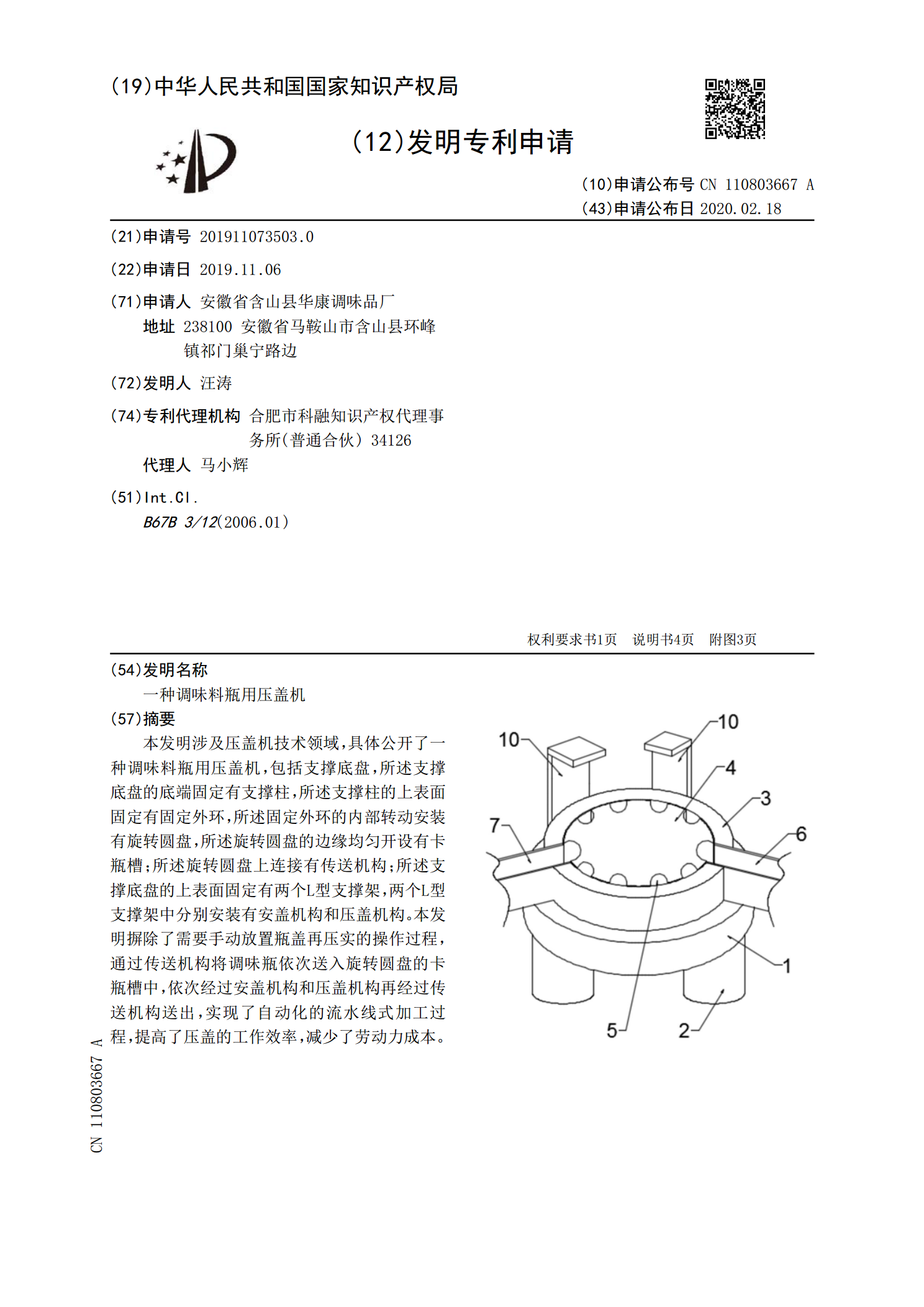
一种调味料瓶用压盖机.pdf
本发明涉及压盖机技术领域,具体公开了一种调味料瓶用压盖机,包括支撑底盘,所述支撑底盘的底端固定有支撑柱,所述支撑柱的上表面固定有固定外环,所述固定外环的内部转动安装有旋转圆盘,所述旋转圆盘的边缘均匀开设有卡瓶槽;所述旋转圆盘上连接有传送机构;所述支撑底盘的上表面固定有两个L型支撑架,两个L型支撑架中分别安装有安盖机构和压盖机构。本发明摒除了需要手动放置瓶盖再压实的操作过程,通过传送机构将调味瓶依次送入旋转圆盘的卡瓶槽中,依次经过安盖机构和压盖机构再经过传送机构送出,实现了自动化的流水线式加工过程,提高了压