
一种精炼机辊筒自动焊接装置.pdf

秀华****魔王

1/6

2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种精炼机辊筒自动焊接装置.pdf
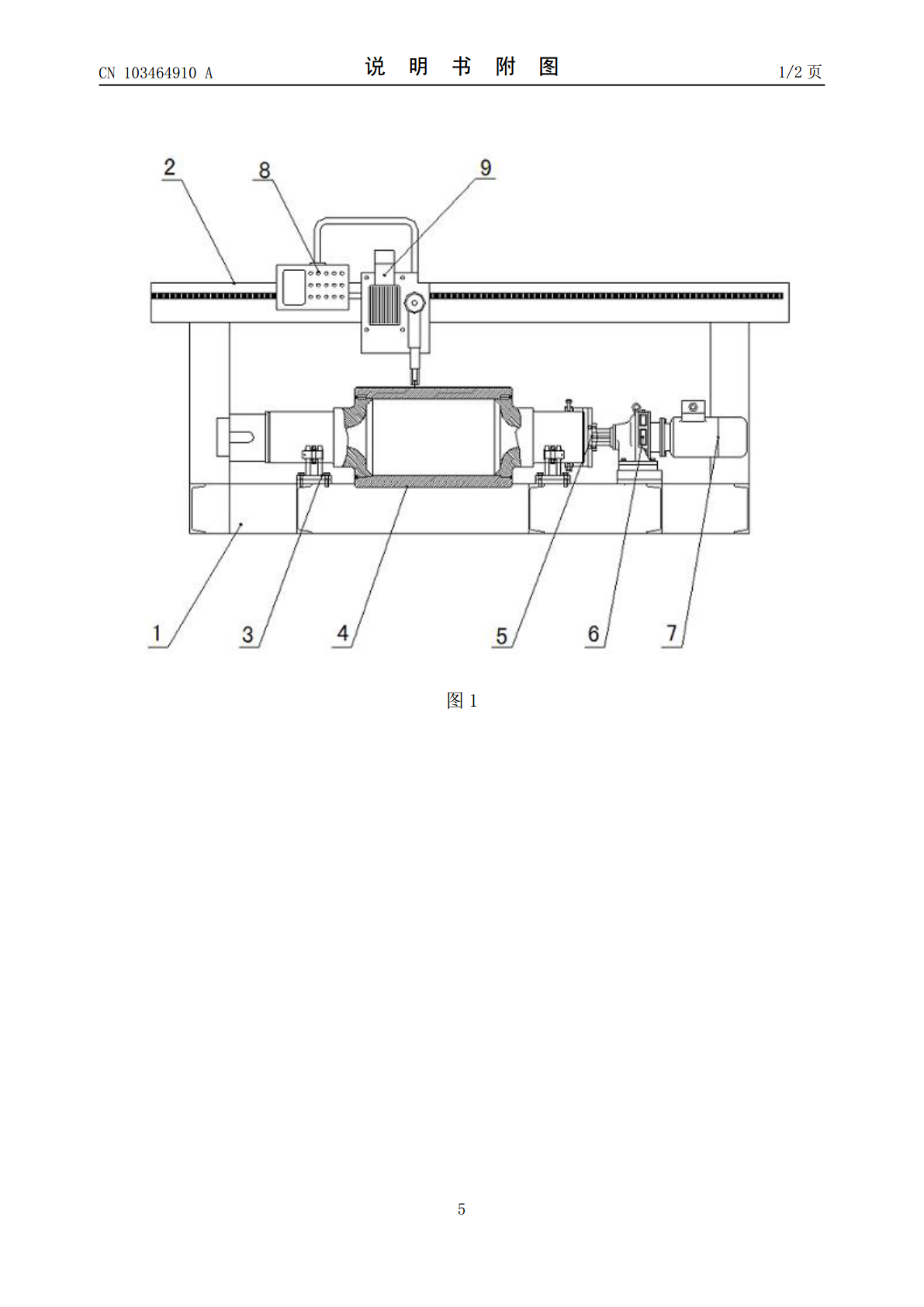
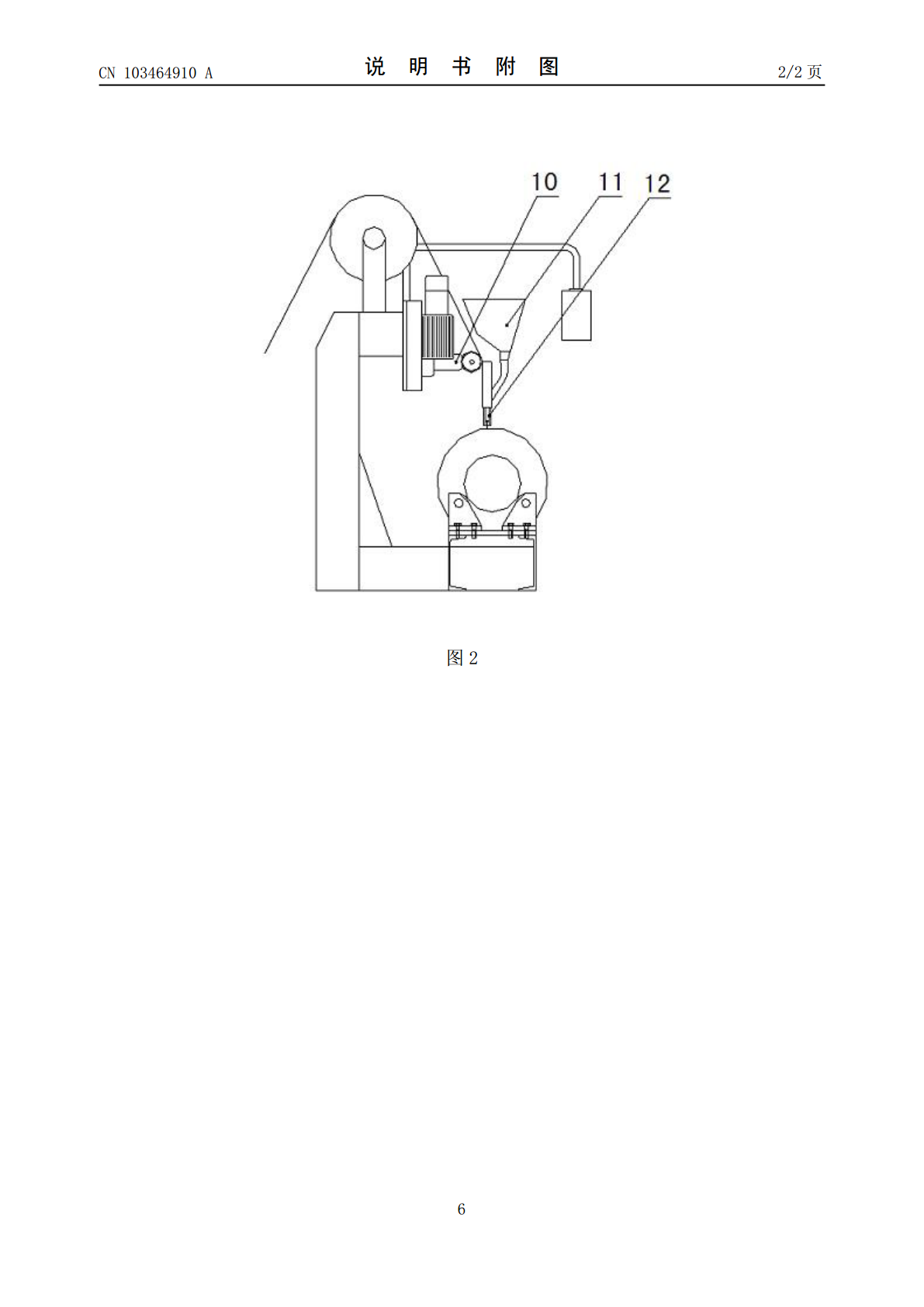
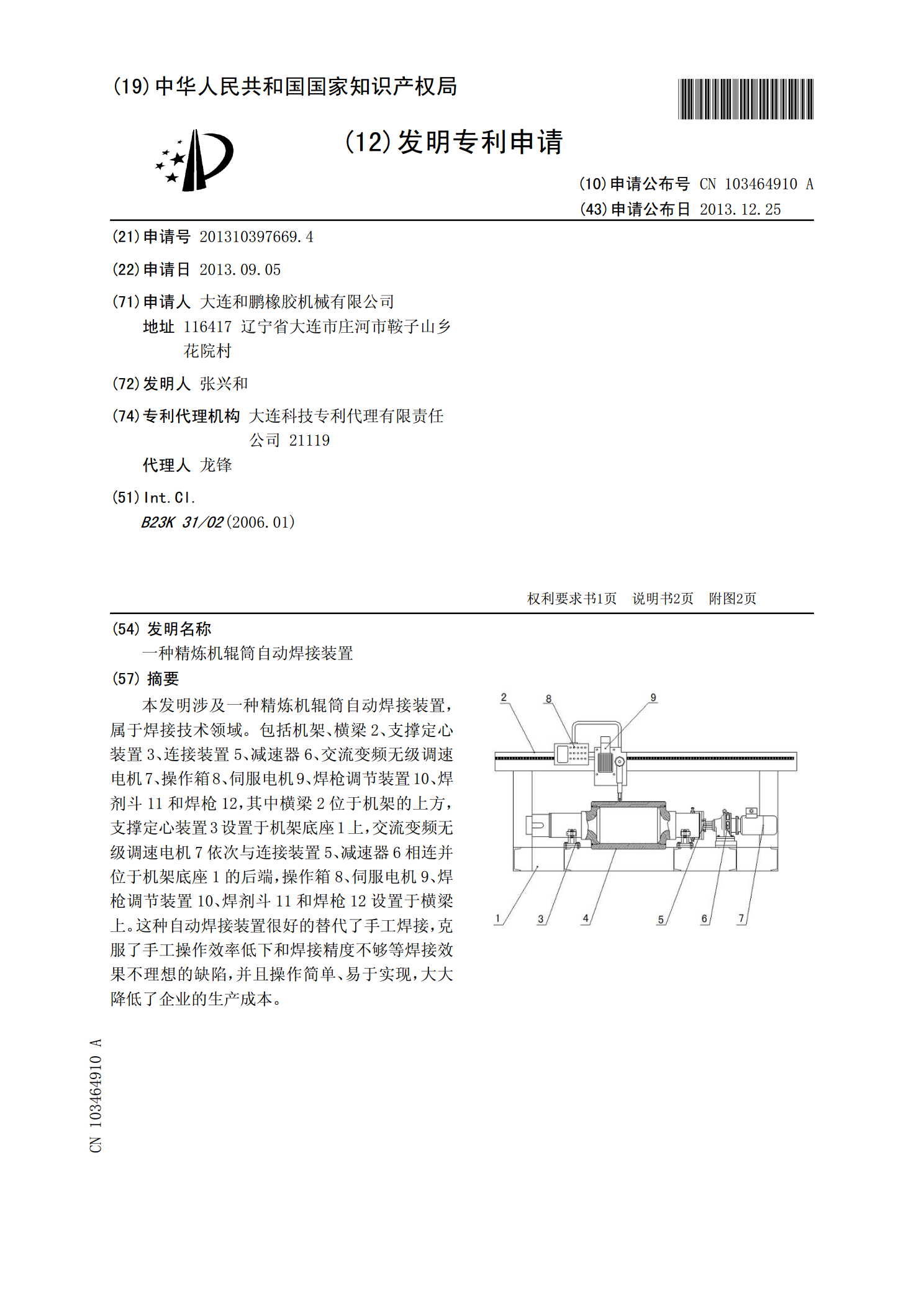
本发明涉及一种精炼机辊筒自动焊接装置,属于焊接技术领域。包括机架、横梁2、支撑定心装置3、连接装置5、减速器6、交流变频无级调速电机7、操作箱8、伺服电机9、焊枪调节装置10、焊剂斗11和焊枪12,其中横梁2位于机架的上方,支撑定心装置3设置于机架底座1上,交流变频无级调速电机7依次与连接装置5、减速器6相连并位于机架底座1的后端,操作箱8、伺服电机9、焊枪调节装置10、焊剂斗11和焊枪12设置于横梁上。这种自动焊接装置很好的替代了手工焊接,克服了手工操作效率低下和焊接精度不够等焊接效果不理想的缺陷,并且
一种辊筒拆换装置、辊筒拆卸方法以及辊筒安装方法.pdf
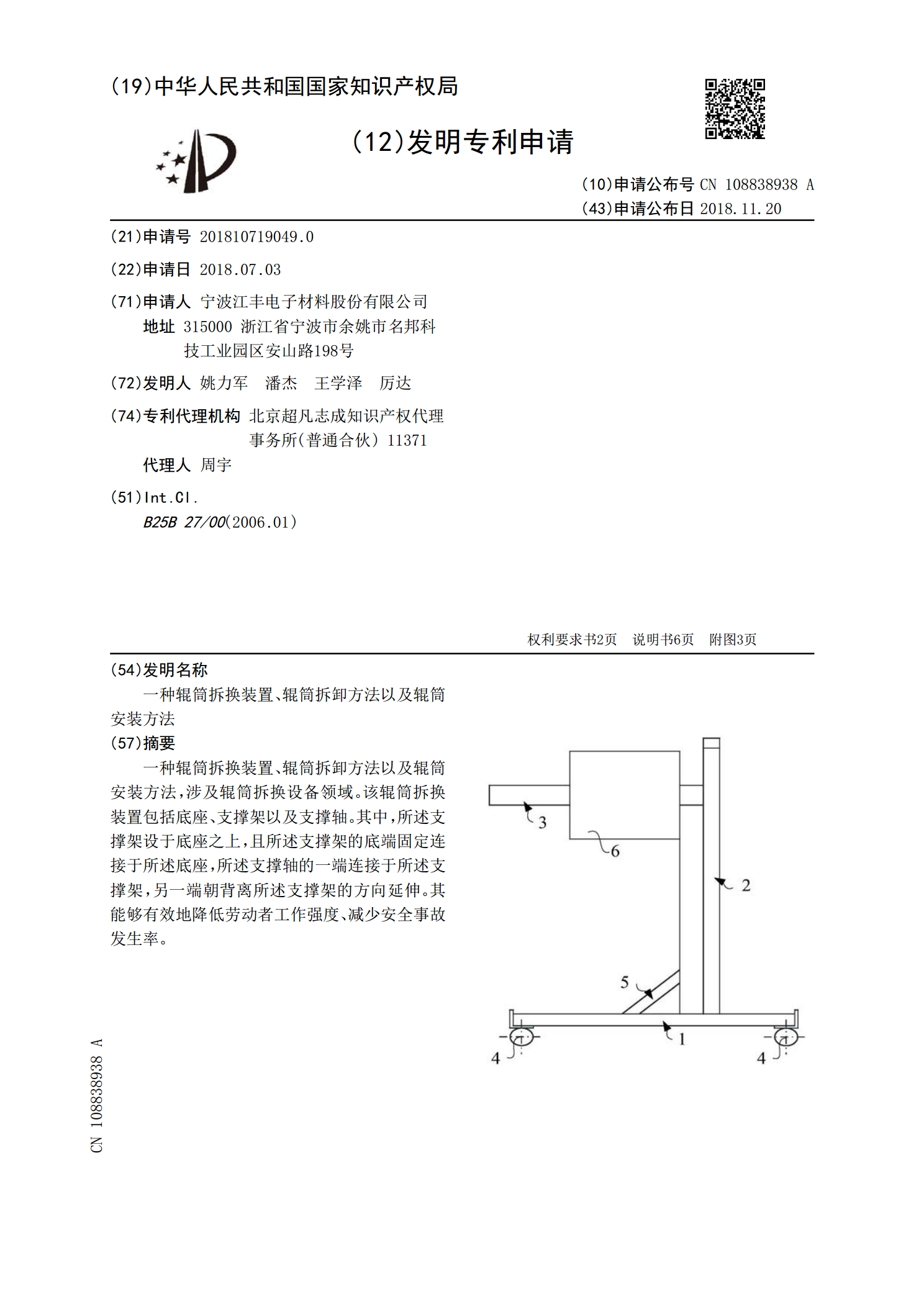
一种辊筒拆换装置、辊筒拆卸方法以及辊筒安装方法,涉及辊筒拆换设备领域。该辊筒拆换装置包括底座、支撑架以及支撑轴。其中,所述支撑架设于底座之上,且所述支撑架的底端固定连接于所述底座,所述支撑轴的一端连接于所述支撑架,另一端朝背离所述支撑架的方向延伸。其能够有效地降低劳动者工作强度、减少安全事故发生率。

一种涂布机的辊筒拆卸装置.pdf
一种涂布机的辊筒拆卸装置,通过设计了可以调节倾斜角度的支撑板结构,以及设计了可以与转动套上键槽互相脱离与配合的调节杆的结构,可以实现支撑板的单独调节以及带动转动套的一同转动,当支撑板单独调节时,此时可以对支撑板的倾斜角度进行适应性调节,以适应不同设备上辊筒的高度;当支撑板与转动套一同转动时,此时支撑板通过推动杆与杠杆机构联系在一起,此时支撑板上在承受辊筒的重量后,会通过杠杆推动压紧柱压紧在地面上,辊筒越重,压紧柱相应的对地面的压紧力越大,进而可以很好的增强摩擦力,避免整个车体的滑动,增加装置稳定性。

一种开炼机辊筒表面自动清扫装置及清扫方法.pdf
本发明胶料开炼技术领域,尤其是开炼机辊筒表面自动清扫装置及清扫方法。清扫装置包括设置在辊筒滑座上的安装支座、刮刀清扫机构和清扫辊清扫机构,刮刀清扫机构和清扫辊清扫机构均设置在安装支座上;所述的刮刀清扫机构包括刮刀和刮刀开合液压缸,刮刀开合液压缸的一端与安装支座连接,另一端与刮刀连接,刮刀通过固定铰接轴与安装支座连接,刮刀的另一端刀刃与辊筒外表面存在间隙;所述的清扫辊清扫机构包括清扫辊摆动液压缸、清扫辊摆臂组件、清扫辊旋转驱动电机和带软刃的清扫辊,清扫辊摆动液压缸的一端与安装支座连接,另一端与清扫辊摆臂组件
一种辊筒转运装置.pdf
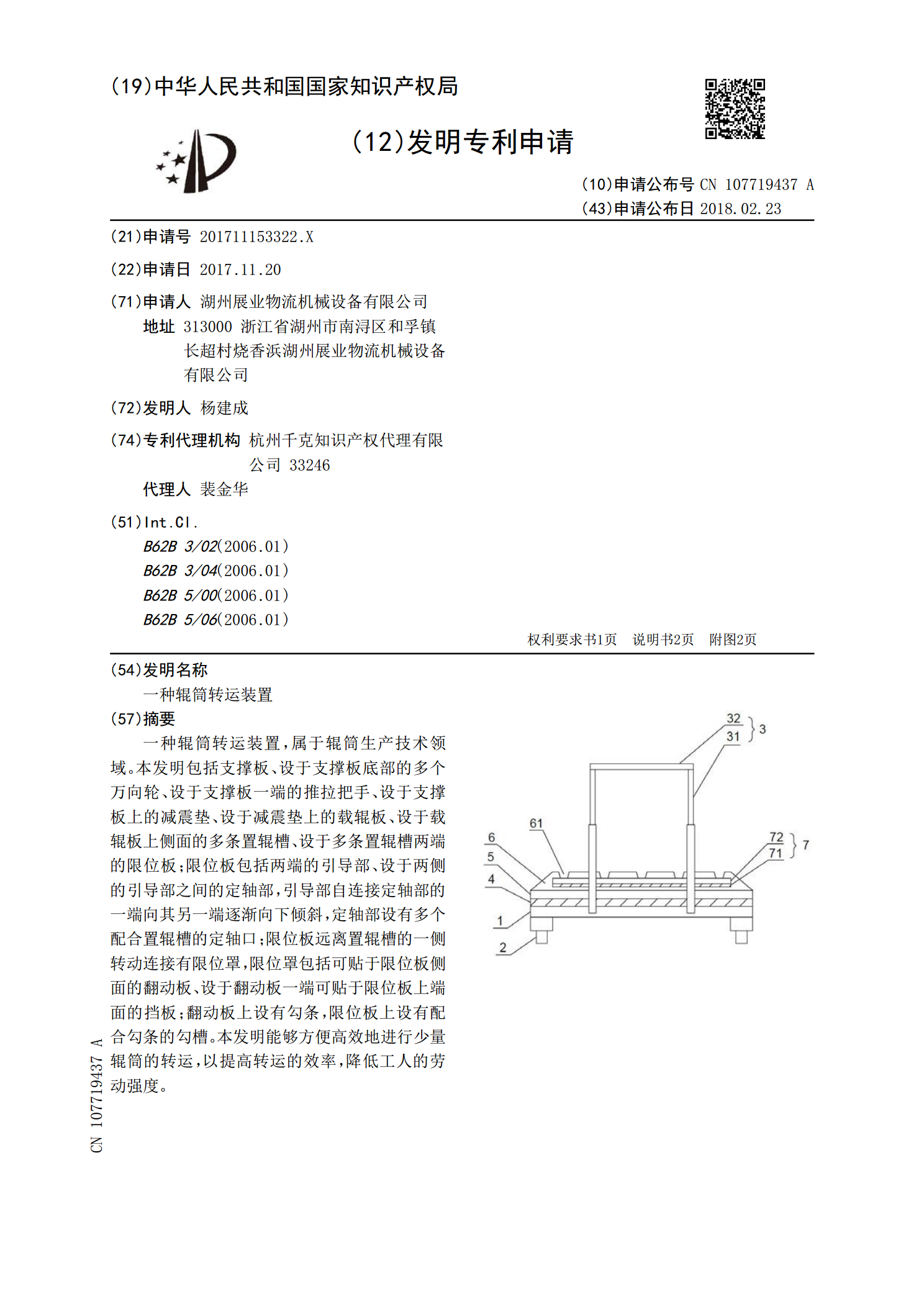
一种辊筒转运装置,属于辊筒生产技术领域。本发明包括支撑板、设于支撑板底部的多个万向轮、设于支撑板一端的推拉把手、设于支撑板上的减震垫、设于减震垫上的载辊板、设于载辊板上侧面的多条置辊槽、设于多条置辊槽两端的限位板;限位板包括两端的引导部、设于两侧的引导部之间的定轴部,引导部自连接定轴部的一端向其另一端逐渐向下倾斜,定轴部设有多个配合置辊槽的定轴口;限位板远离置辊槽的一侧转动连接有限位罩,限位罩包括可贴于限位板侧面的翻动板、设于翻动板一端可贴于限位板上端面的挡板;翻动板上设有勾条,限位板上设有配合勾条的勾槽