
基于RP技术的电弧喷涂板料冲压模具快速制造.pdf

yy****24

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于RP技术的电弧喷涂板料冲压模具快速制造.pdf
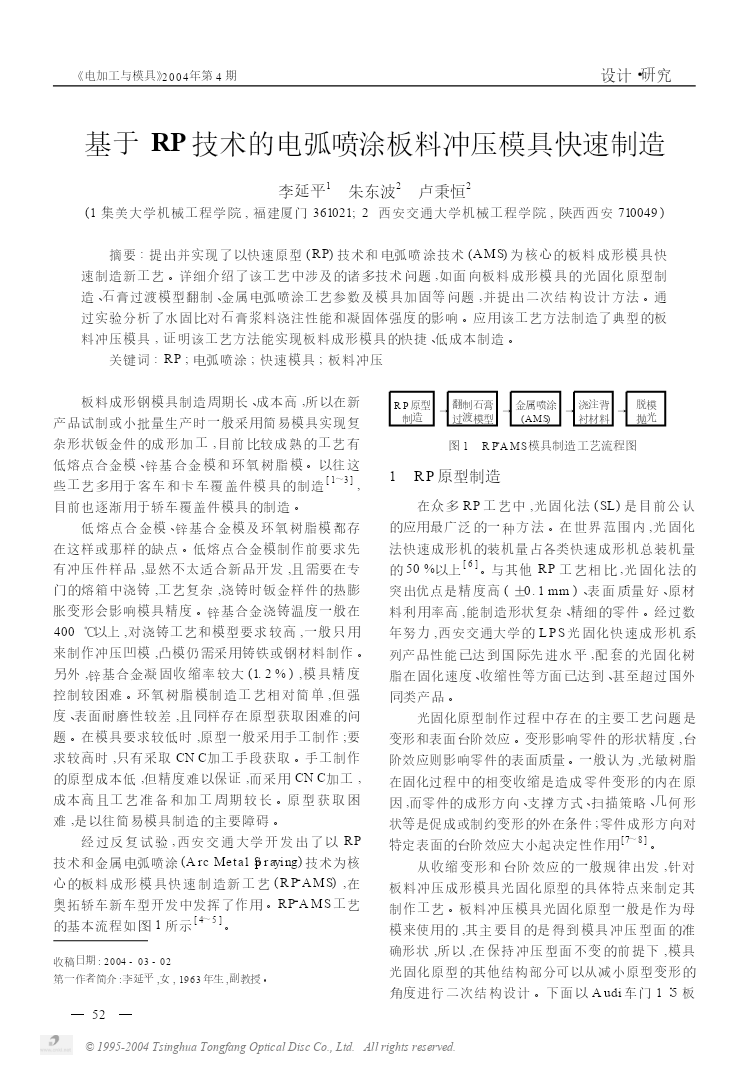
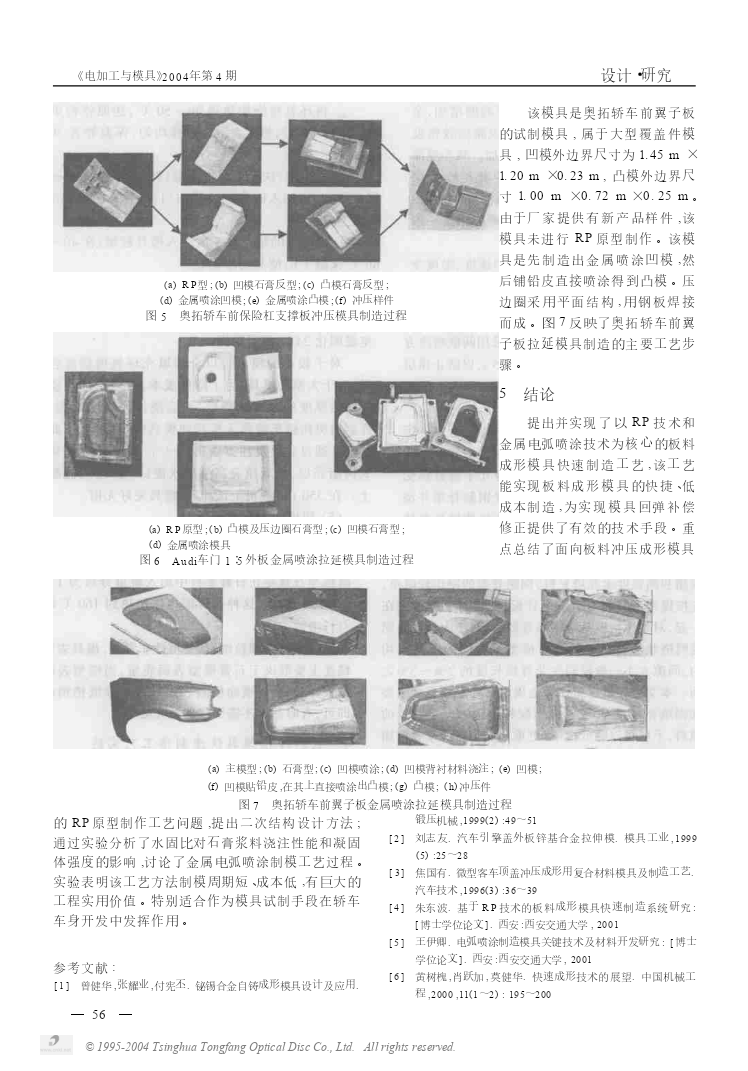
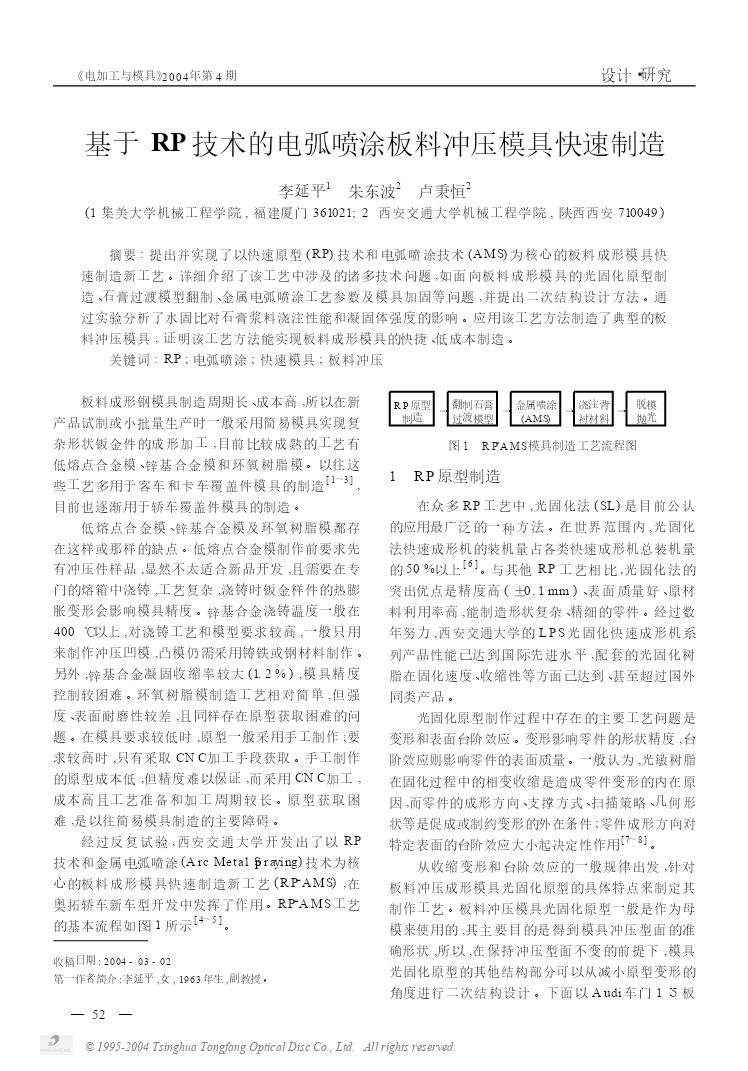
《电加工与模具》2004年第4期设计·研究基于RP技术的电弧喷涂板料冲压模具快速制造李延平1朱东波2卢秉恒2(1集美大学机械工程学院,福建厦门361021;2西安交通大学机械工程学院,陕西西安710049)摘要:提出并实现了以快速原型(RP)技术和电弧喷涂技术(AMS)为核心的板料成形模具快速制造新工艺。详细介绍了该工艺中涉及的诸多技术问题,如面向板料成形模具的光固化原型制造、石膏过渡模型翻制、金属电弧喷涂工艺参数及模具加固等问题,并提出二次结构设计方法。通过实验分析了水固比对石膏浆料浇注性能和凝固体强度

基于RP的电弧喷涂快速制膜工艺研究.docx
基于RP的电弧喷涂快速制膜工艺研究基于RP的电弧喷涂快速制膜工艺研究摘要:随着科技的进步和工业的发展,表面涂覆技术在应用领域中变得越来越重要。电弧喷涂是一种常用的表面涂覆技术,它具有快速、均匀、高效的特点。本文主要研究了基于RP的电弧喷涂快速制膜工艺,并分析了其在实际应用中的潜力和优势。关键词:RP;电弧喷涂;快速制膜;表面涂覆技术1.引言表面涂覆技术在许多领域中都有着广泛的应用,如汽车制造、航空航天、电子设备等。它可以改善材料的表面性能,提高材料的耐磨、耐腐蚀和耐高温等特性。电弧喷涂是一种常用的表面涂覆
基于RP的快速模具制造技术研究.pdf
太原理工大学硕士学位论文基于RP的快速模具制造技术研究姓名:张昌明申请学位级别:硕士专业:机械设计及理论指导教师:冯晓宁;王铁20060501基于RP的快速模具制造技术研究摘要基于快速原型的快速制模技术具有制模周期短、成本低、精度与寿命不断加剧的市场竞争,要求企业能快速响应市场和用户的需求变化,从而促使工业生产越来越向多品种、小批量、高质量、低成本的方向发展。为了加强产品在市场上的竞争力,客观上要求对作为制造各种产品的关键工艺装备一一模具的开发周期和制造成本进行控制。又能满足生产使用要求的特点,对于中小型

基于CAE与RP的快速制造注射模具技术研究.docx
基于CAE与RP的快速制造注射模具技术研究基于CAE与RP的快速制造注射模具技术研究摘要:随着快速制造技术的发展,注射模具制造的效率和质量得到了极大的提升。本文以计算机辅助工程(CAE)和快速成型(RP)技术为基础,研究了在快速制造注射模具过程中的相关技术和方法。通过CAE对模具的设计、仿真分析和优化,在RP技术的支持下,可以实现注射模具的快速制造。本文综述了CAE和RP的基本原理和应用,重点介绍了CAE在模具设计和分析中的应用,以及RP技术在模具制造中的应用。结果表明,CAE和RP技术对于快速制造注射模

电弧喷涂与RP原型技术结合的钢基模具制备方法.docx
电弧喷涂与RP原型技术结合的钢基模具制备方法钢基模具是如今制造领域中不可或缺的一部分,它们被广泛应用于汽车、机床、塑料成型加工等诸多工业领域中。钢基模具具有高耐磨性、高耐腐蚀性、高强度等特点,但是,制备钢基模具的过程中也存在一些问题,例如工艺复杂、时间长、成本高等问题。因此,如何降低制造成本、缩短生产周期,提高模具的质量和性能,一直是模具制造领域中一个需要解决的难点。目前,电弧喷涂和快速成型(RP)技术成为了目前制备钢基模具的领先技术。电弧喷涂是一种靠高温等离子弧形成的热喷涂技术,通过喷涂过程中的高温和气