
能精确控制搅拌摩擦焊接圆周焊缝质量的焊接装置.pdf

觅松****哥哥

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
能精确控制搅拌摩擦焊接圆周焊缝质量的焊接装置.pdf
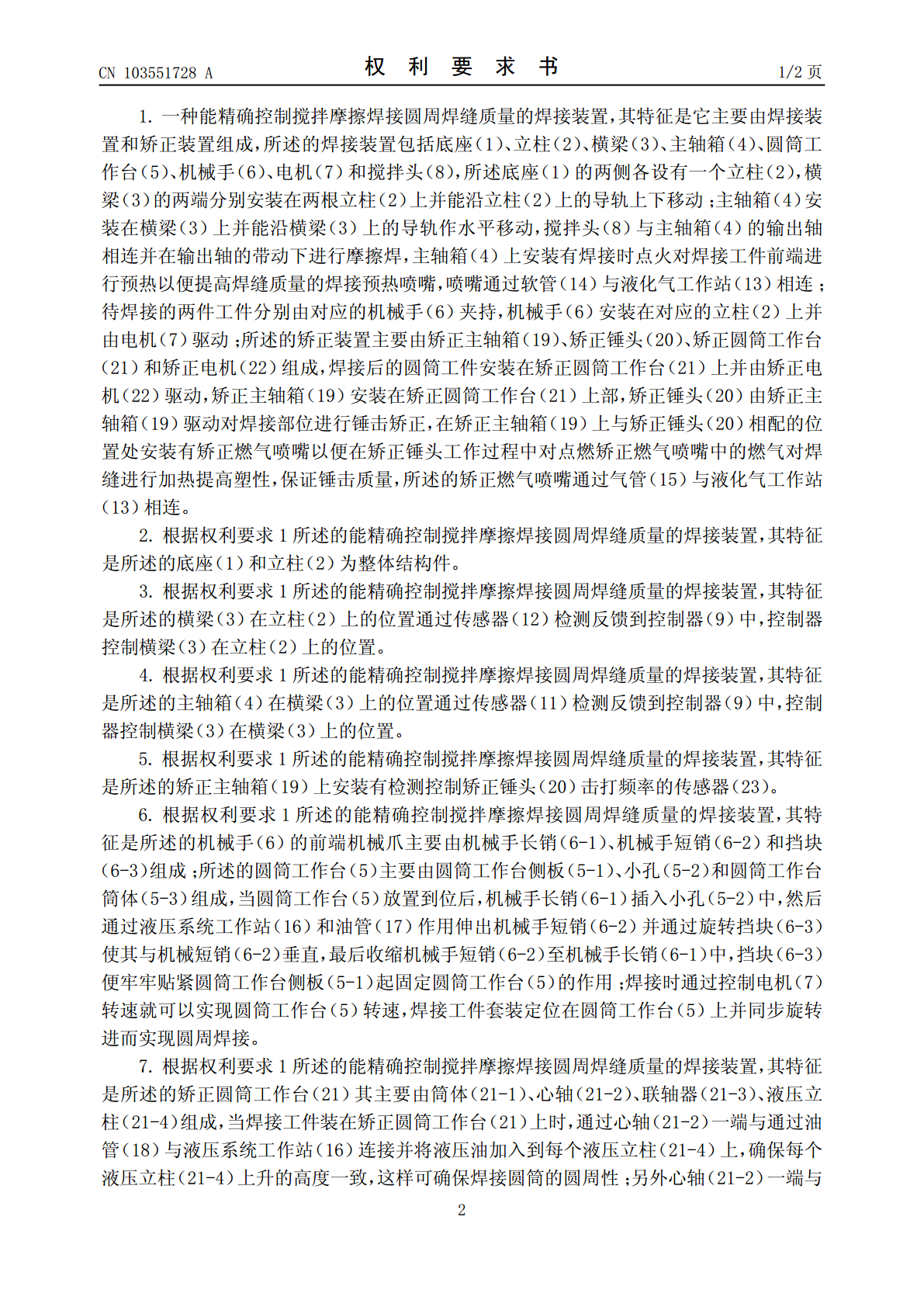
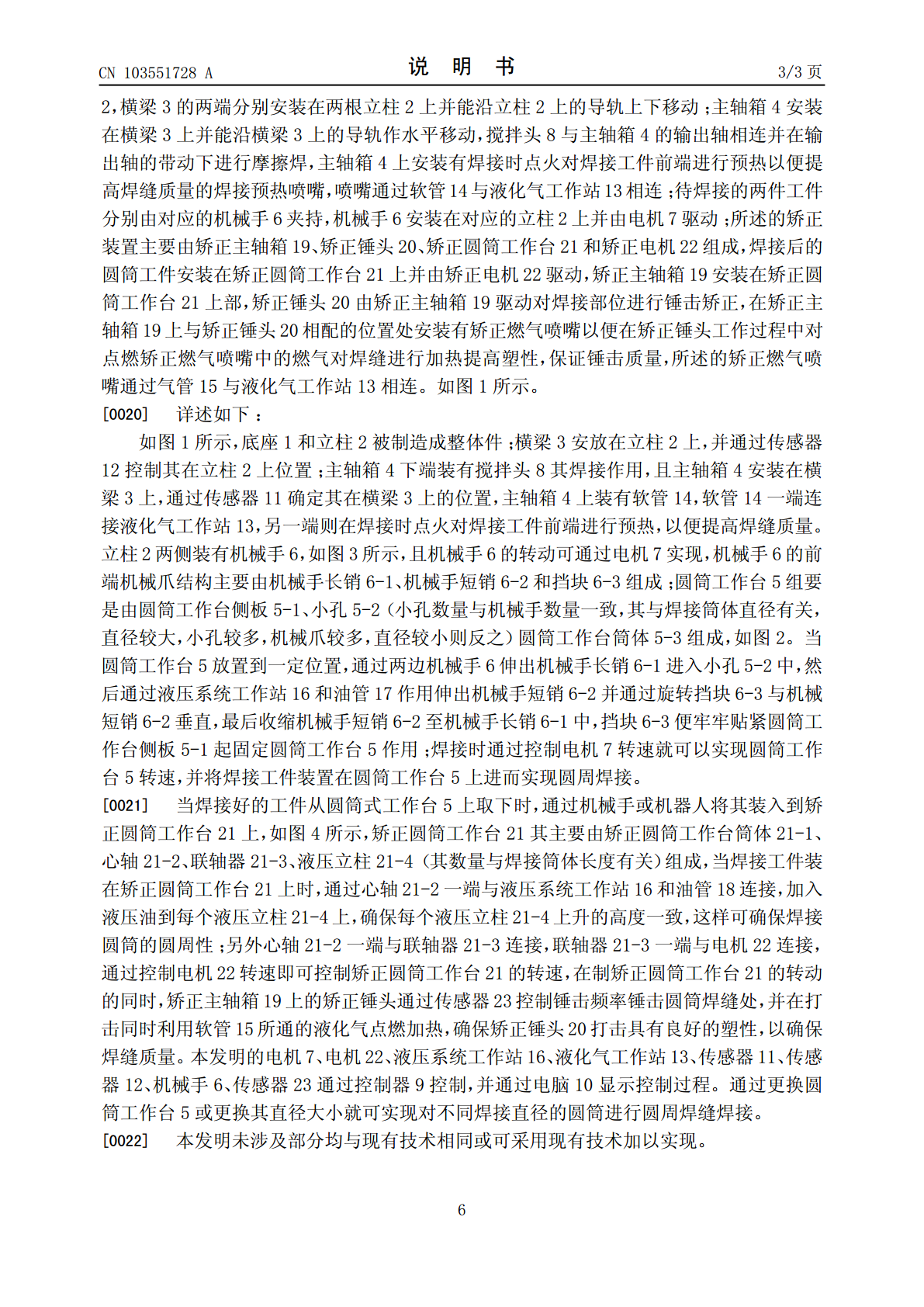
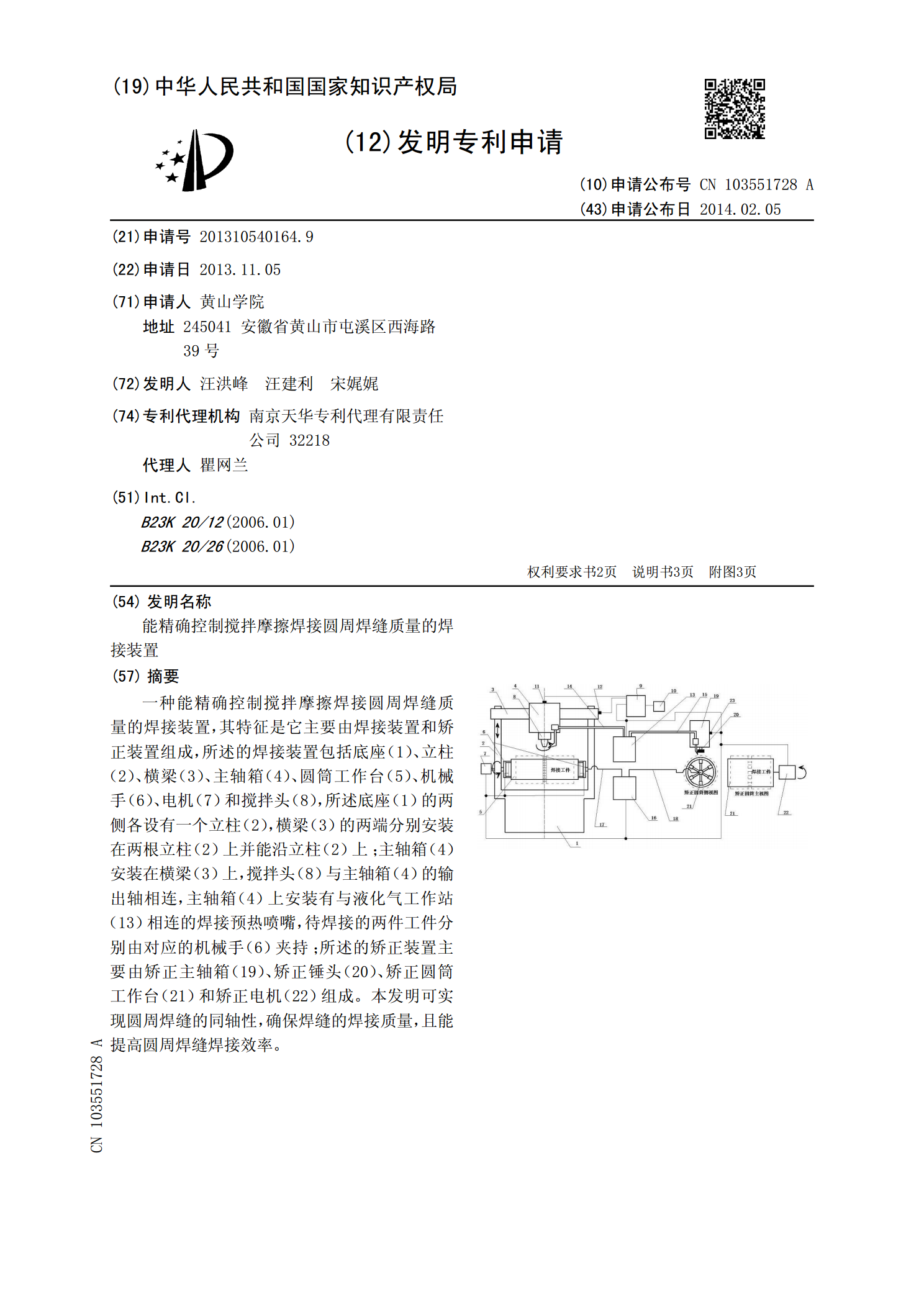
一种能精确控制搅拌摩擦焊接圆周焊缝质量的焊接装置,其特征是它主要由焊接装置和矫正装置组成,所述的焊接装置包括底座(1)、立柱(2)、横梁(3)、主轴箱(4)、圆筒工作台(5)、机械手(6)、电机(7)和搅拌头(8),所述底座(1)的两侧各设有一个立柱(2),横梁(3)的两端分别安装在两根立柱(2)上并能沿立柱(2)上;主轴箱(4)安装在横梁(3)上,搅拌头(8)与主轴箱(4)的输出轴相连,主轴箱(4)上安装有与液化气工作站(13)相连的焊接预热喷嘴,待焊接的两件工件分别由对应的机械手(6)夹持;所述的矫正
焊接不锈钢管环形焊缝的搅拌摩擦焊接装置及焊接方法.pdf
本发明公开了一种焊接不锈钢管环形焊缝的搅拌摩擦焊接装置及焊接方法。该搅拌摩擦焊接装置包括工作台、轴肩、搅拌针、用于固定搅拌针的第一固定装置、连接框架、丝杠升降机、轴、齿轮、驱动装置和齿轮轨道,所述工作台设置在两个齿轮轨道中间位置,轴肩设置在工作台上方,搅拌针穿过轴肩中心位置设置在第一固定装置上,第一固定装置设置在连接框架上,连接框架上方设有丝杠升降机,丝杠升降机设置在轴的中心位置,轴的两端对称设置在齿轮中心位置处,齿轮上设有驱动装置,齿轮设置在齿轮轨道上。该搅拌摩擦焊接装置的搅拌针就能一直垂直于钢管的环形

搅拌摩擦焊接装置.pdf
本发明公开了一种搅拌摩擦焊接装置,该搅拌摩擦焊接装置包括:包括工作台、焊接台和定位装置,工作台的顶部前后两端均开设有第一移动槽,第一移动槽的内壁均滑动连接有支撑架,支撑架的顶部固定连接有焊接台,工作该的顶部前后两端均设置有刻度尺,刻度尺上的刻度位置均设置有定位槽,支撑架的外侧设置有定位装置。本发明可使被焊接工件的焊接缝与搅拌头之间的相对位置更加准确,使搅拌头能够更加精准的对被焊接工件进行搅拌焊接,同时,本发明可使被焊接工件在底部不与焊接台接触的情况下进行夹紧固定,并且便于对不同大小的被焊接工件进行固定夹紧
一种可自动修补焊缝的搅拌摩擦焊接装置.pdf
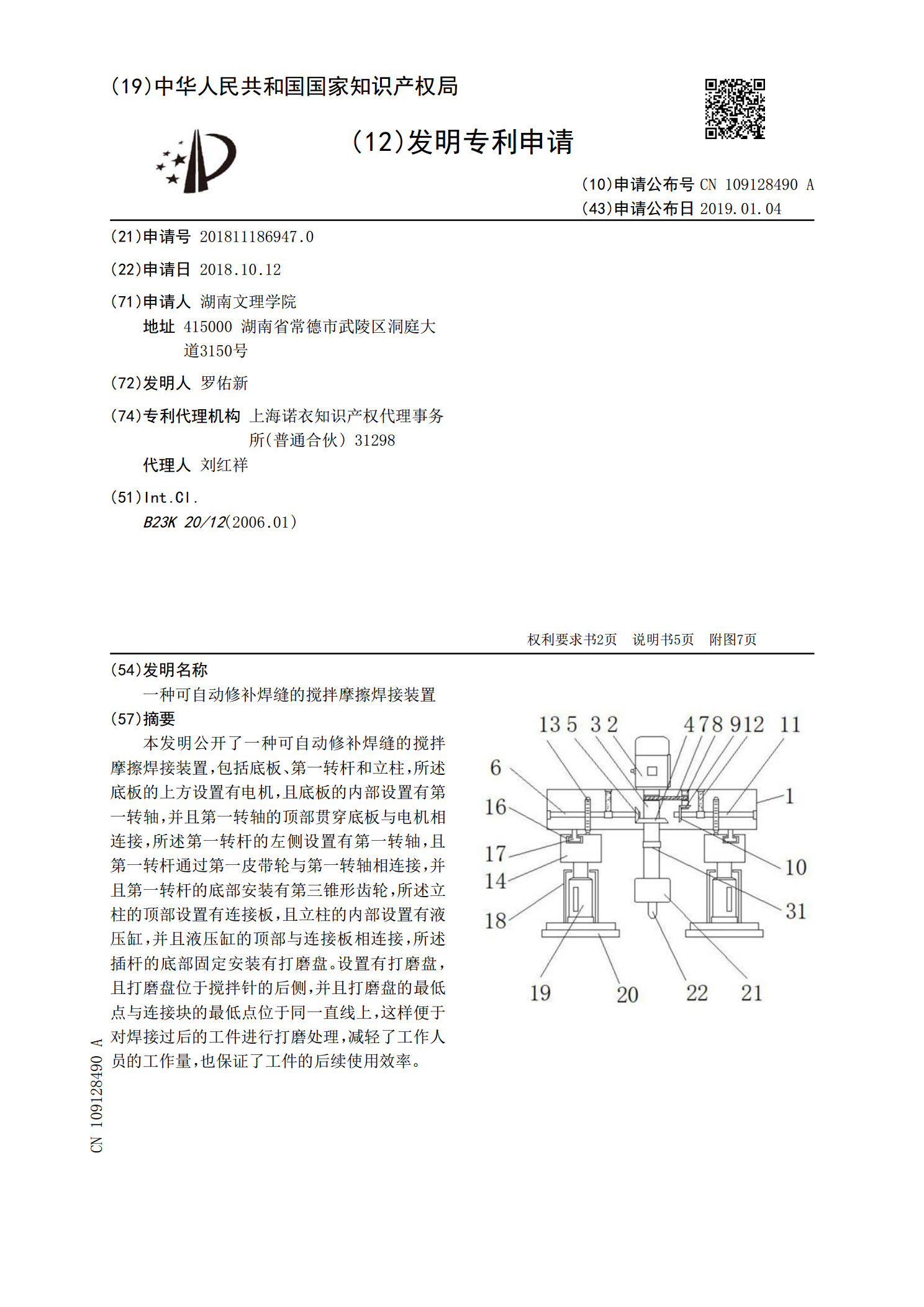
本发明公开了一种可自动修补焊缝的搅拌摩擦焊接装置,包括底板、第一转杆和立柱,所述底板的上方设置有电机,且底板的内部设置有第一转轴,并且第一转轴的顶部贯穿底板与电机相连接,所述第一转杆的左侧设置有第一转轴,且第一转杆通过第一皮带轮与第一转轴相连接,并且第一转杆的底部安装有第三锥形齿轮,所述立柱的顶部设置有连接板,且立柱的内部设置有液压缸,并且液压缸的顶部与连接板相连接,所述插杆的底部固定安装有打磨盘。设置有打磨盘,且打磨盘位于搅拌针的后侧,并且打磨盘的最低点与连接块的最低点位于同一直线上,这样便于对焊接过后
一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法.pdf
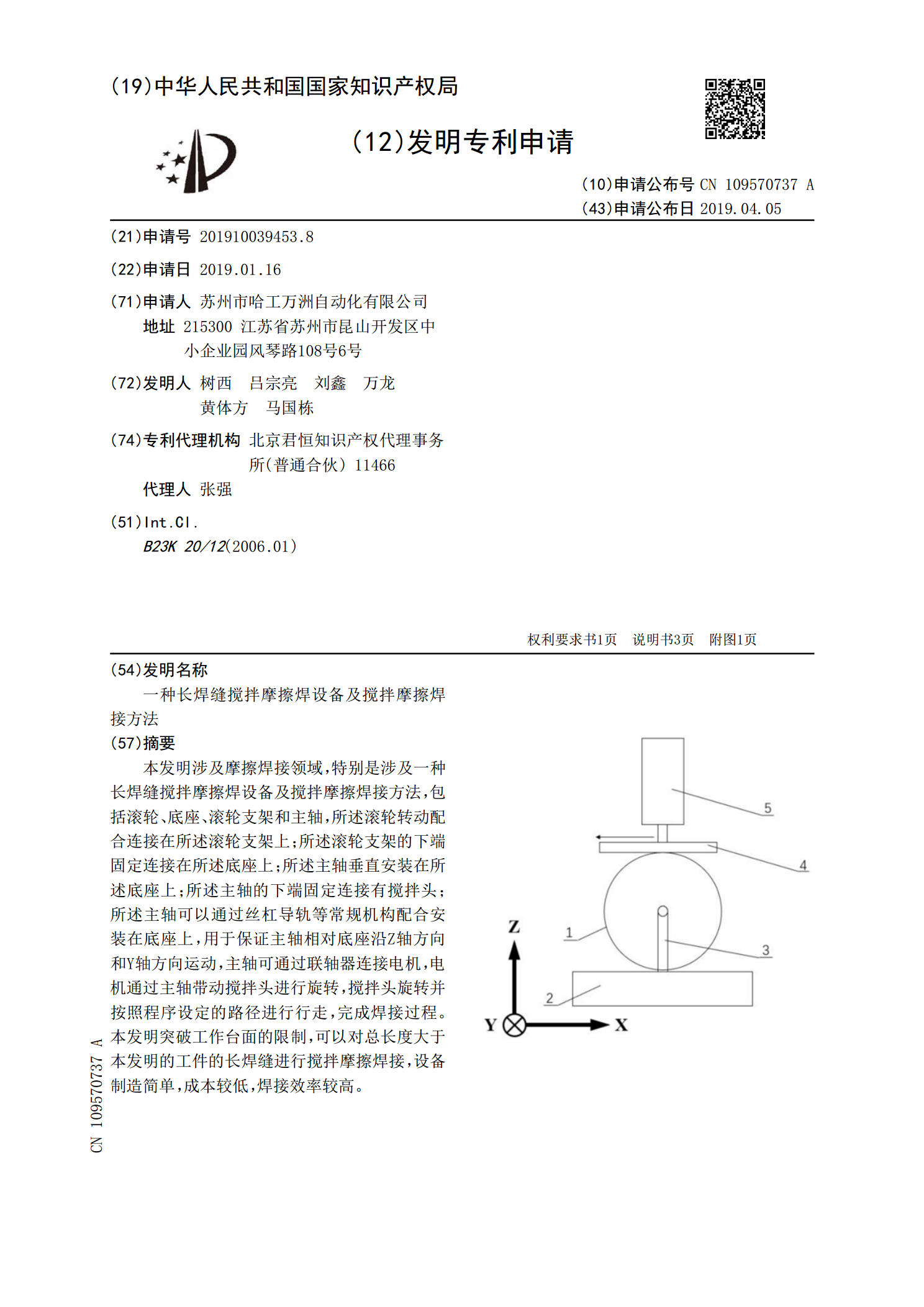
本发明涉及摩擦焊接领域,特别是涉及一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法,包括滚轮、底座、滚轮支架和主轴,所述滚轮转动配合连接在所述滚轮支架上;所述滚轮支架的下端固定连接在所述底座上;所述主轴垂直安装在所述底座上;所述主轴的下端固定连接有搅拌头;所述主轴可以通过丝杠导轨等常规机构配合安装在底座上,用于保证主轴相对底座沿Z轴方向和Y轴方向运动,主轴可通过联轴器连接电机,电机通过主轴带动搅拌头进行旋转,搅拌头旋转并按照程序设定的路径进行行走,完成焊接过程。本发明突破工作台面的限制,可以对总长度大于本发明的