
一种钢水连铸拉矫机拉矫辊装配装置及装配方法.pdf

Th****s3

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钢水连铸拉矫机拉矫辊装配装置及装配方法.pdf
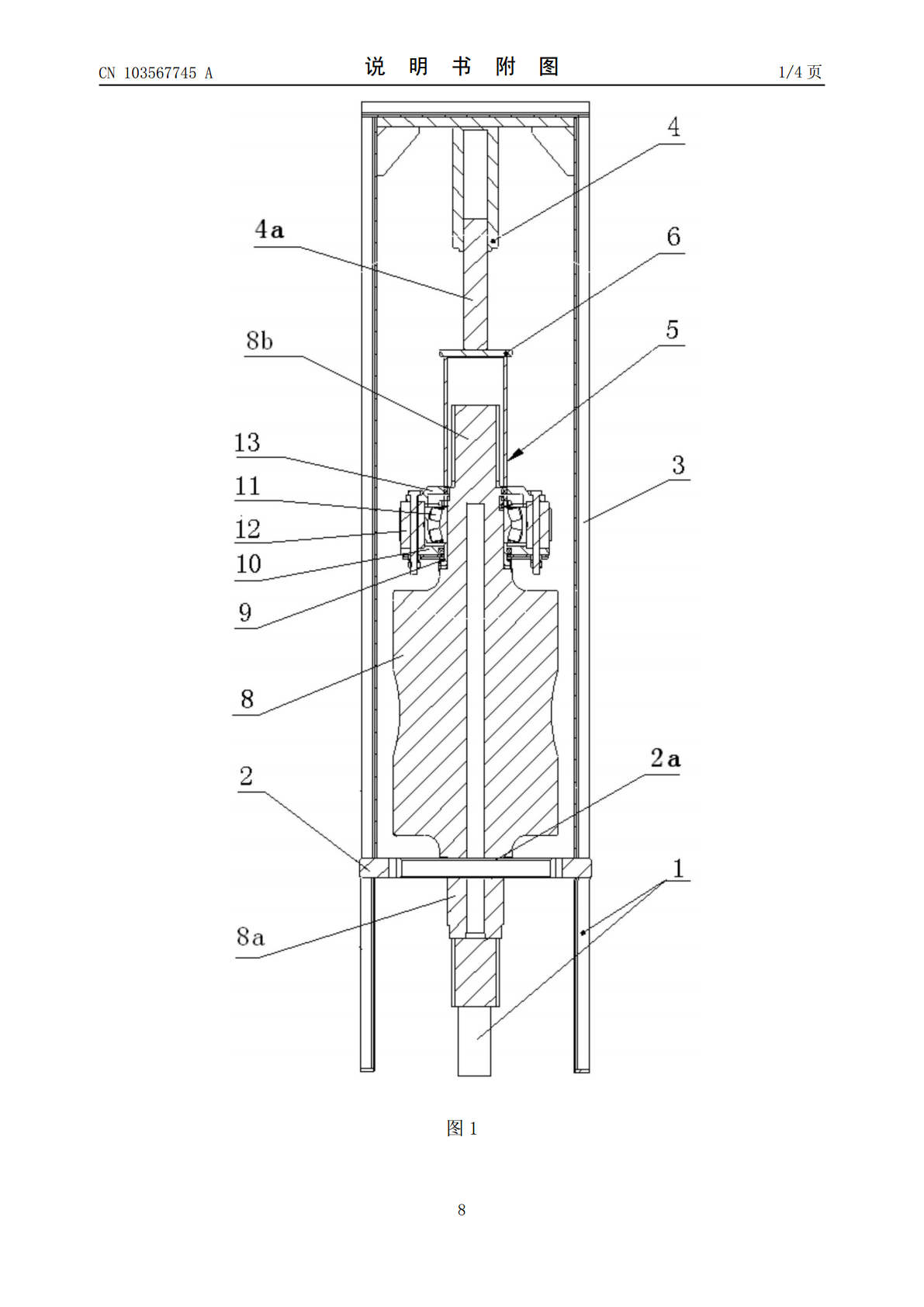
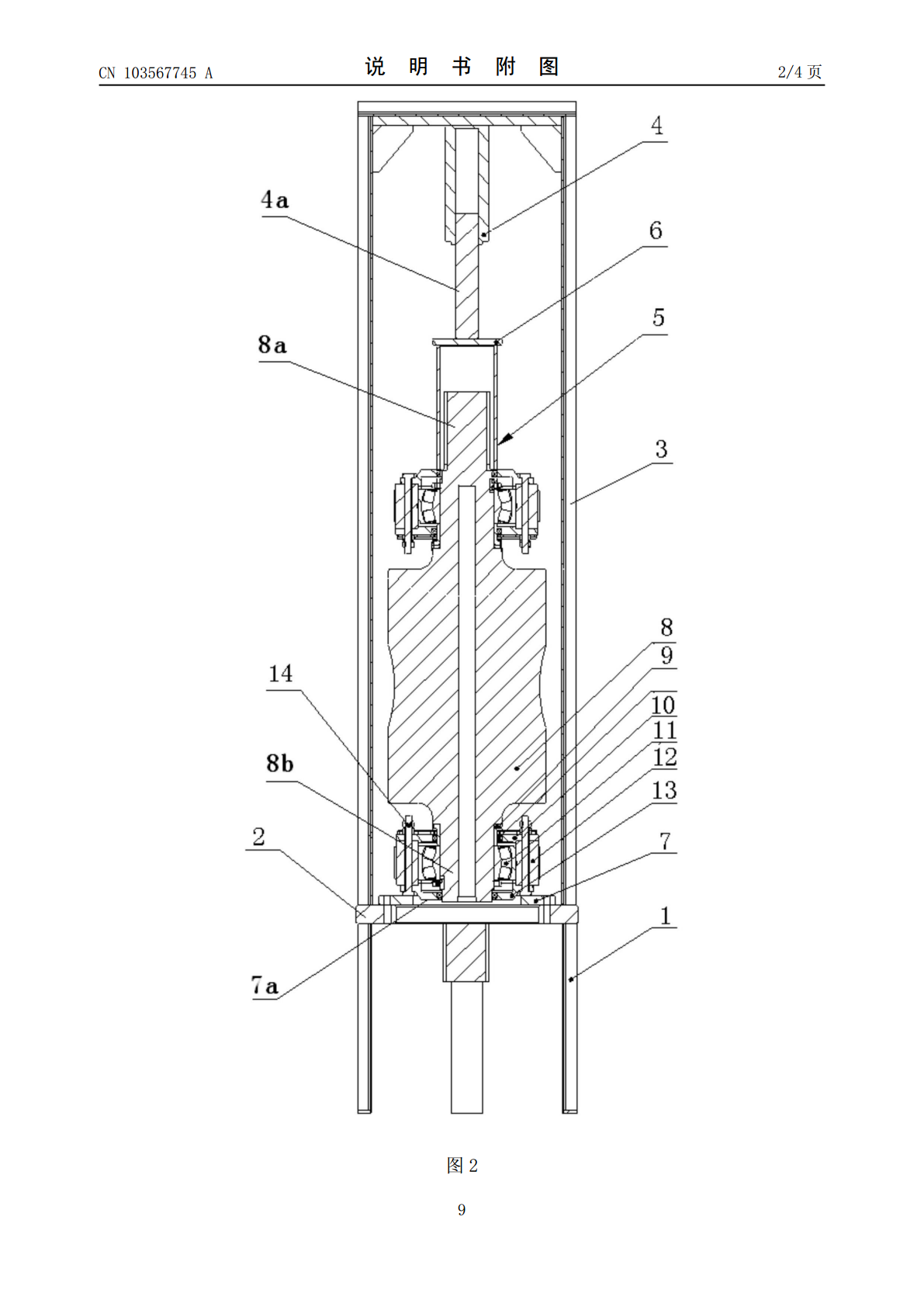
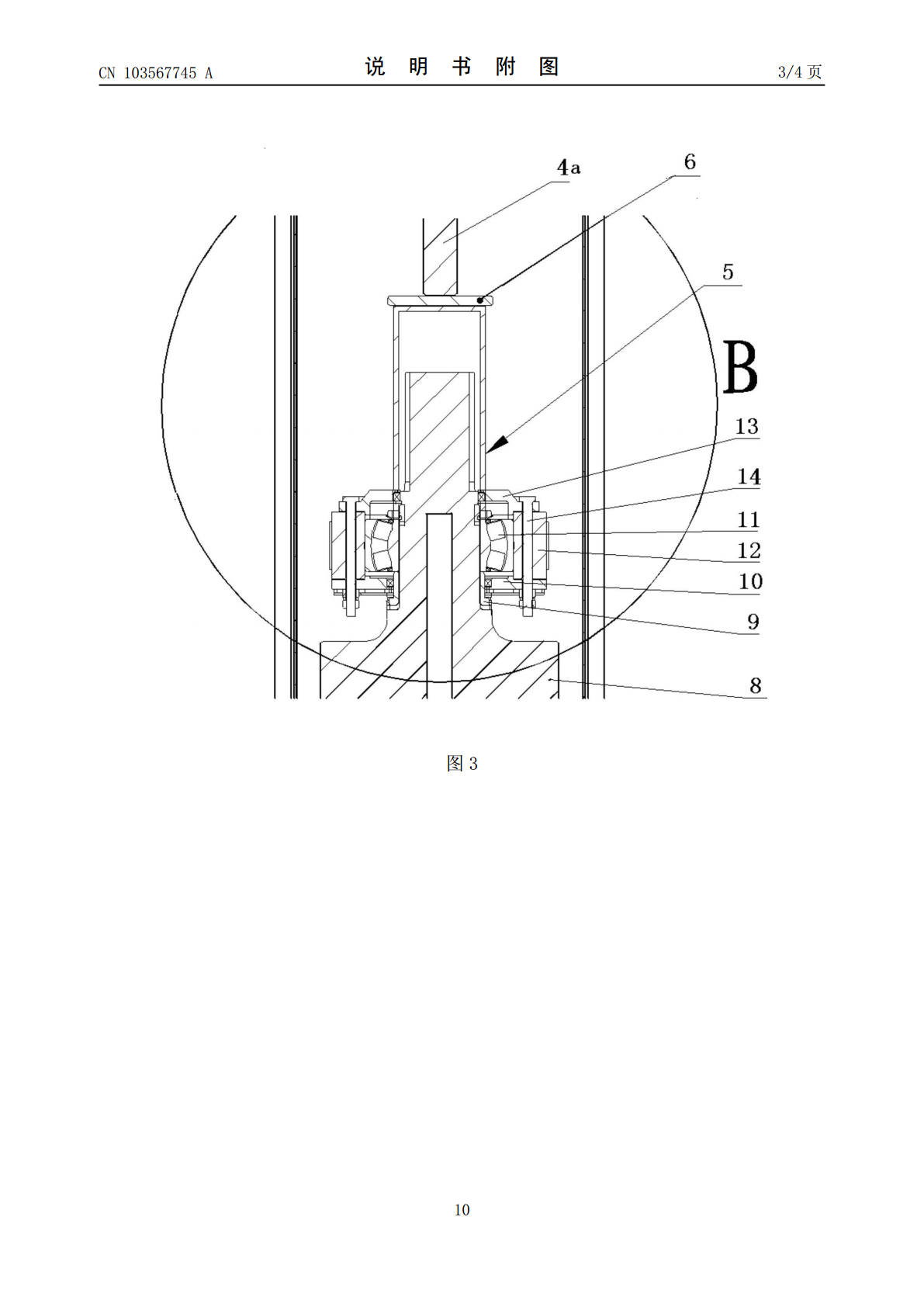
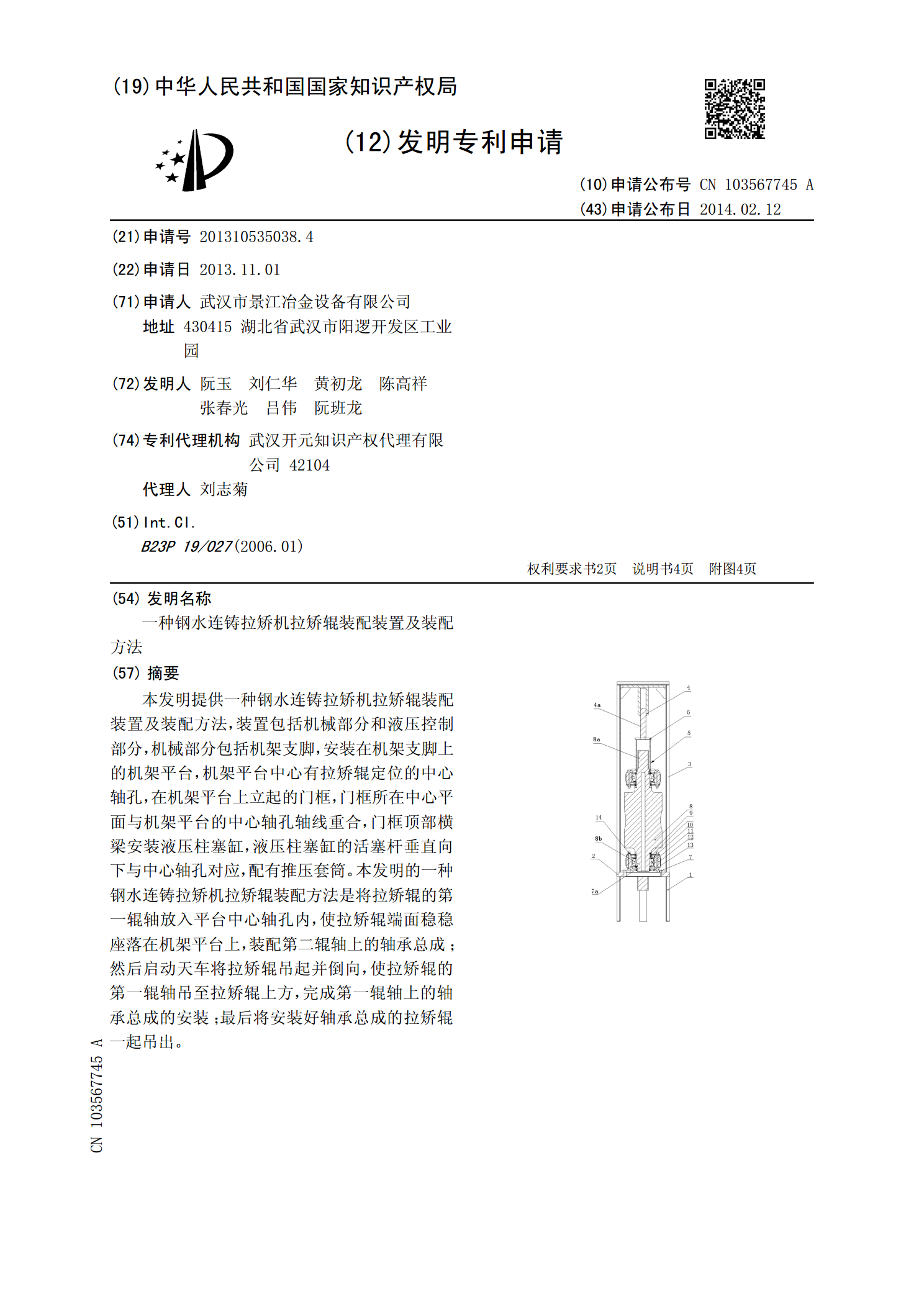
本发明提供一种钢水连铸拉矫机拉矫辊装配装置及装配方法,装置包括机械部分和液压控制部分,机械部分包括机架支脚,安装在机架支脚上的机架平台,机架平台中心有拉矫辊定位的中心轴孔,在机架平台上立起的门框,门框所在中心平面与机架平台的中心轴孔轴线重合,门框顶部横梁安装液压柱塞缸,液压柱塞缸的活塞杆垂直向下与中心轴孔对应,配有推压套筒。本发明的一种钢水连铸拉矫机拉矫辊装配方法是将拉矫辊的第一辊轴放入平台中心轴孔内,使拉矫辊端面稳稳座落在机架平台上,装配第二辊轴上的轴承总成;然后启动天车将拉矫辊吊起并倒向,使拉矫辊的第
一种防止拉矫机上辊倾斜的拉矫装置.pdf
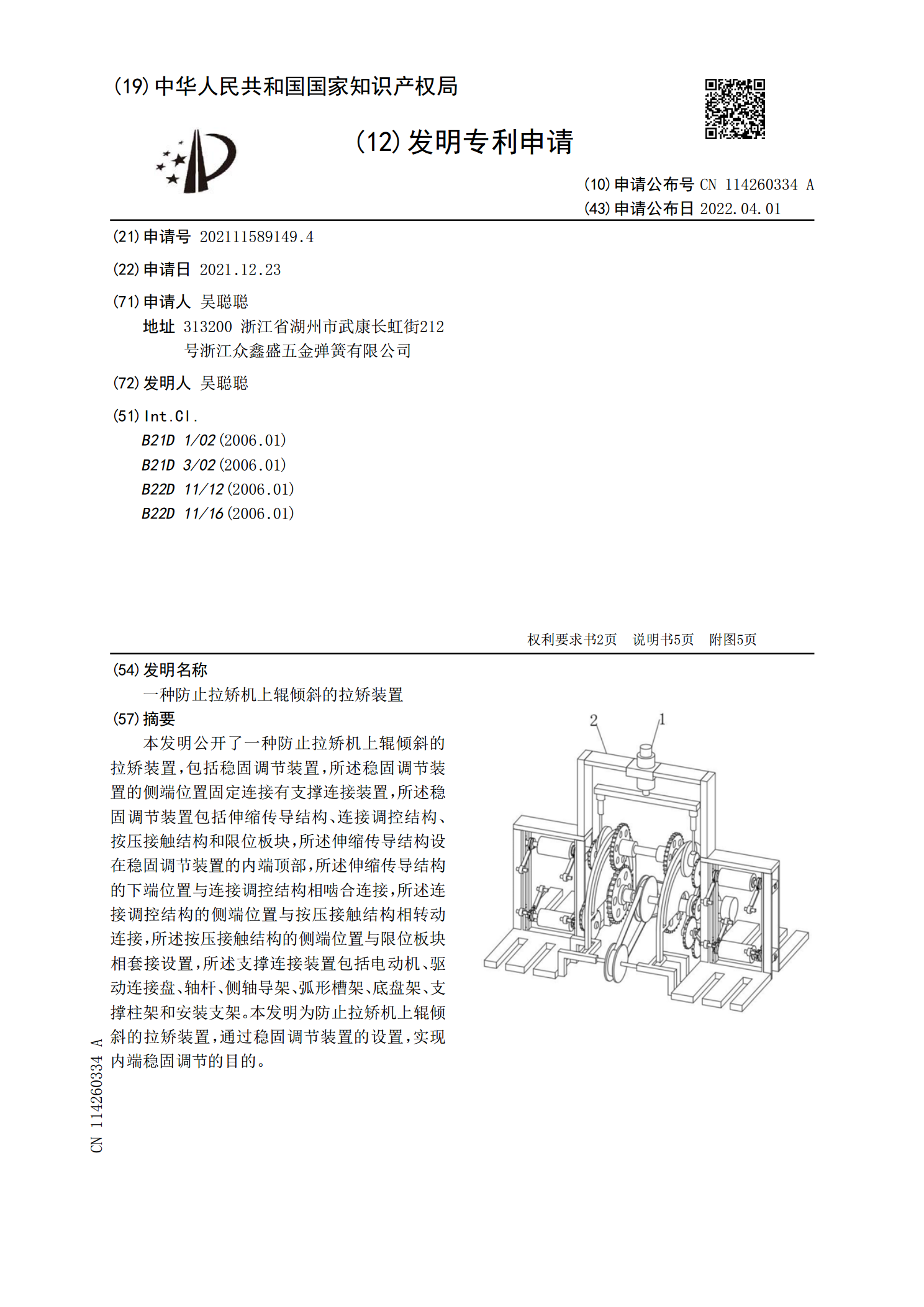
本发明公开了一种防止拉矫机上辊倾斜的拉矫装置,包括稳固调节装置,所述稳固调节装置的侧端位置固定连接有支撑连接装置,所述稳固调节装置包括伸缩传导结构、连接调控结构、按压接触结构和限位板块,所述伸缩传导结构设在稳固调节装置的内端顶部,所述伸缩传导结构的下端位置与连接调控结构相啮合连接,所述连接调控结构的侧端位置与按压接触结构相转动连接,所述按压接触结构的侧端位置与限位板块相套接设置,所述支撑连接装置包括电动机、驱动连接盘、轴杆、侧轴导架、弧形槽架、底盘架、支撑柱架和安装支架。本发明为防止拉矫机上辊倾斜的拉矫装
一种拉矫机辊的制造方法.pdf
本发明公开了一种拉矫机辊的制造方法,通过感应淬火将拉矫辊加热至1010℃,保温40分钟,水淬至常温,然后返炉加热至200℃,保温86小时,将拉矫机辊加工至粗磨尺寸,直径余量0.05mm,然后采用激光强化工艺:激光功率4000W,激光光斑20mm×5mm:其中20mm垂直于拉矫机辊的轴向,5mm平行于辊的轴向,机床旋转线速度30mm/s,激光头沿拉矫机辊轴向移动,线速度5mm/s,激光强化后磨削加工至成品尺寸,强化硬度HRC55‑60;当拉矫机辊表面磨损低于0.3mm时,修磨拉矫机辊继续使用;拉矫机辊表面磨

连铸拉矫机润滑系统的改造.docx
连铸拉矫机润滑系统的改造随着现代钢铁工业的发展,连铸技术的应用越来越广泛。连铸技术在钢铁生产中的优点已经被越来越多的企业认识到,不仅可以提高生产效率,而且可以减少生产成本。在连铸生产过程中,拉矫机润滑系统是至关重要的一部分,对润滑系统的改造可以提高机器的性能和稳定性,从而提高生产效率。拉矫机是连铸生产线的重要组成部分,起着拉直和压平连续铸坯的作用,拉矫机润滑系统主要是为了减小机器的摩擦,运转更加顺畅,但是在现有的连铸生产线中,拉矫机润滑系统还存在以下问题:1.润滑油泄漏严重,导致机器的润滑不足。2.润滑系

连铸拉矫机减速机的改造.docx
连铸拉矫机减速机的改造随着连铸技术的发展,连铸拉矫机作为重要的连铸设备也逐渐得到广泛应用。在连铸拉矫机中,减速机是其核心部件之一,起到转动拉矫辊组驱动铸坯移动和矫直的作用。然而,传统的减速机存在一些不足之处,如传动效率低下、噪音大、寿命短等问题,这些问题都极大地影响了连铸拉矫机的生产效率和质量。为此,连铸拉矫机减速机的改造势在必行。一、改造的必要性1.1提高连铸拉矫机的生产效率传统的减速机具有传动效率低下的缺点,其传动效率只有60%-70%,这导致铸坯的移动速度较慢,从而影响连铸拉矫机的生产效率,同时也降