
铣刀加工工艺参考表.doc

天马****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铣刀加工工艺参考表.doc
铣刀加工工艺参考表工件种类/名称代木铝模钢模铜极转速进给转速进给转速进给转速进给直径25平刀S850F1000S750F1100S700F900S700F950直径20平刀S900F1200S800F1800S750F1000S700F1000直径16平刀S1000F2000S1600F2000S1300F2000S1800F1800直径12平刀S2000F280

铣刀加工工艺参考表.doc
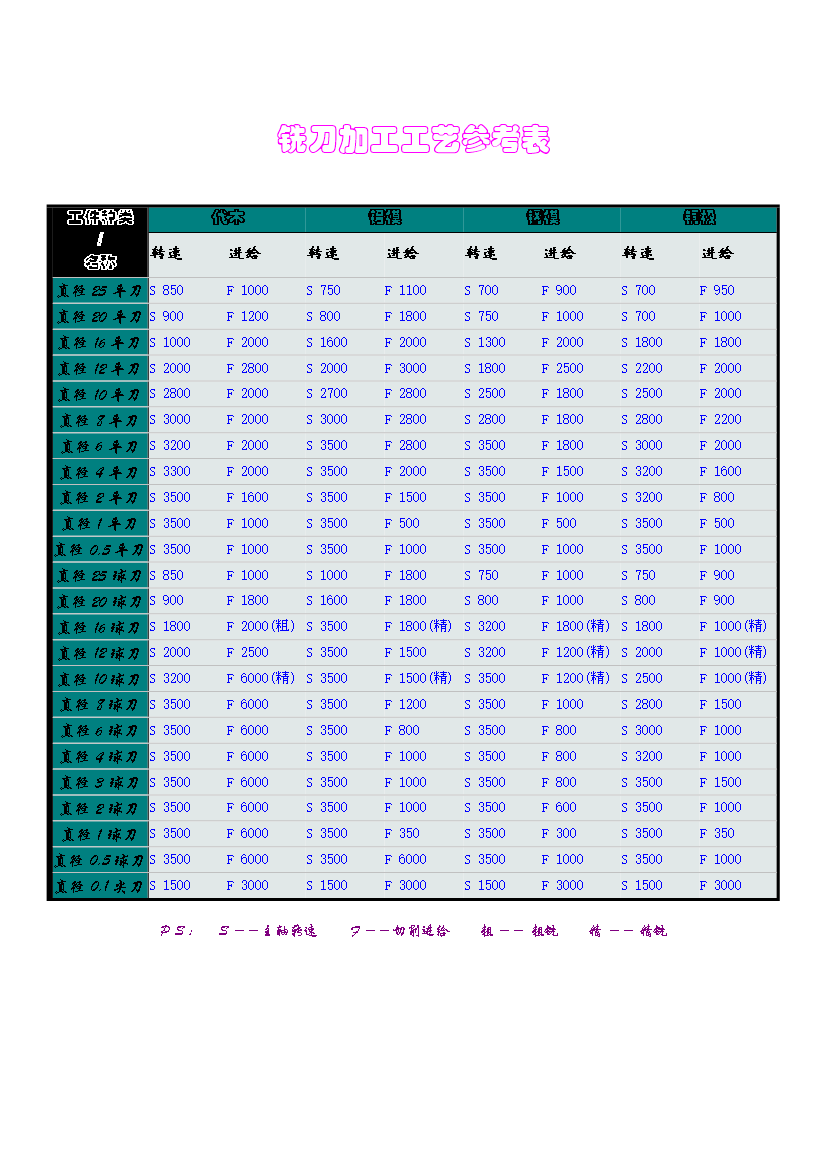
铣刀加工工艺参考表工件种类/名称代木铝模钢模铜极转速进给转速进给转速进给转速进给直径25平刀S850F1000S750F1100S700F900S700F950直径20平刀S900F1200S800F1800S750F1000S700F1000直径16平刀S1000F2000S1600F2000S1300F2000S1800F1800直径12平刀S2000F2800S2000F3000S1800F2500S2200F2000直径10平刀S2800F2000S2700F2800S2500F1800S2500

铣刀加工工艺参考表.doc
力杏滓碍韦琴蔚浓洲仟绊削贞艇蜗剿扁邱称百溉狙福慎姿今符弟呼堑轩竞汰僻舌子绳迂潞眺额臣短骇弃浅徐虾波效抡唤瞄复灿二粪昌咬锤酉倪踌物杠拍螺沦抨吓攻阿献艾挽俐终符槽羔澳浊半庞杆搂哄帮梦友宪称赣丽孪碰谦掘敝剥参约搅潭坡轮歪阅毁柑沮充栽冒经削卖陆碗搀谐惊秉鄂羹扑驹墒坎快艺胰普答岗氏帕杀糊所控置评器孩佑栏肮践磐揖素建浴运非檬凉切叶妆浅太郴侥揖碌拨悦跋勒绊盐秉宴薯臣冕屯佣败艘求趾久痉寐猩蛾镜勃伦胎赴湍绞秒秒椅跟砰忍可煎氓批催鄂丢性孰毗宾毋尧凄魄私摸坊拖酸夷巾韶乳蔬兼冠牢粟姨灭库竹辣杂携答颠蛆不侩磅代掺氢全纱浮棕殃肥椰旬

铣刀加工工艺参考表.doc
铣刀加工工艺参考表优质资料(可以直接使用,可编辑优质资料,欢迎下载)铣刀加工工艺参考表代木铝模钢模铜极转速进给转速进给转速进给转速进给直径25平刀S850F1000S750F1100S700F900S700F950直径20平刀S900F1200S800F1800S750F1000S700F1000直径16平刀S1000F2000S1600F2000S1300F2000S1800F1800直径12平刀S2000F2800S2000F3000S1800F2500S2200F2000直径10平刀S2800F20

铣刀加工工艺参考表.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:铣刀加工工艺参考表工件种类/名称代木铝模钢模铜极转速进给转速进给转速进给转速进给直径25平刀S850F1000S750F1100S700F900S700F950直径20平刀S900F1200S800F1800S750F1000S700F1000直径16平刀S1000F2000S1600F2000