
齿轮热表处理.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮热表处理.doc
齿轮表面淬火齿轮表面淬火1.表面淬火齿轮的技术条件a.硬化层分布形式b.硬化层及心部技术条件2.齿轮的火焰表面淬火2.1齿轮火焰加热烧嘴2.2火焰加热淬火工艺a.预备热处理:火焰淬火齿轮的预备热处理一般采用调质,要求不高的齿轮也可采用正火处理。b.火焰加热淬火工艺参数3.齿轮的感应加热淬火3.1感应加热的频率特性不同频率电流透入深度不同,在根据淬硬层深度选择频率,制作感应器选择施感导体壁厚以及选择导磁体材料时都与高频电流的透入深度有关。3.2.全齿套圈感应加热淬火a.最佳电流频率的选择b.感应圈(1)感应

材料热表处理复习资料1.docx
一、选择题(请将正确答案填入下表,每题1分,共15分。)1.轴承内的滚珠应选用的材料是()。T10钢B.GCr15C.9SiCr钢D.45钢2.化学热处理()。A.改变工件的化学成分,不改变组织B.改变工件的组织,不改变化学成分C.既改变工件表面的化学成分又改变其表面的组织3.通过加热、保温、冷却使金属的内部组织结构发生变化,从而获得所需性能的工艺方法称为()。A.热处理B.铸造C.焊接D.锻造4.石墨以团絮状形态存在的铸铁称为()。A.可锻铸铁B.灰口铸铁C.白口铸铁D.球墨铸铁5.碳的质量分数为4.3

工程材料—第3章-热表处理工艺.ppt
3.1.3热处理工艺热处理的意义1、退火AnnealingA1、完全退火常用退火工艺完全退火工艺2、等温退火等温退火工艺3、球化退火A2、钢的正火Normalizing应用范围退火与正火的选择3、淬火与回火(2)回火a.低温回火b.中温回火c.高温回火35钢力学性能与回火温度的关系4、表面热处理(1)表面淬火(2)渗碳(Carburizeofsteel)气体渗碳剂(3)渗氮(Nitridationofsteel)3.1.4热处理工序安排1、预先热处理2、最终热处理连杆螺栓3.1

工程材料—第3章-热表处理工艺.ppt
3.1.3热处理工艺热处理的意义1、退火AnnealingA1、完全退火常用退火工艺完全退火工艺2、等温退火等温退火工艺3、球化退火A2、钢的正火Normalizing应用范围退火与正火的选择3、淬火与回火(2)回火a.低温回火b.中温回火c.高温回火35钢力学性能与回火温度的关系4、表面热处理(1)表面淬火(2)渗碳(Carburizeofsteel)气体渗碳剂(3)渗氮(Nitridationofsteel)3.1.4热处理工序安排1、预先热处理2、最终热处理连杆螺栓3.1.5淬火变形及零件结构工艺性
高温短时加热表面强化处理工艺.pdf
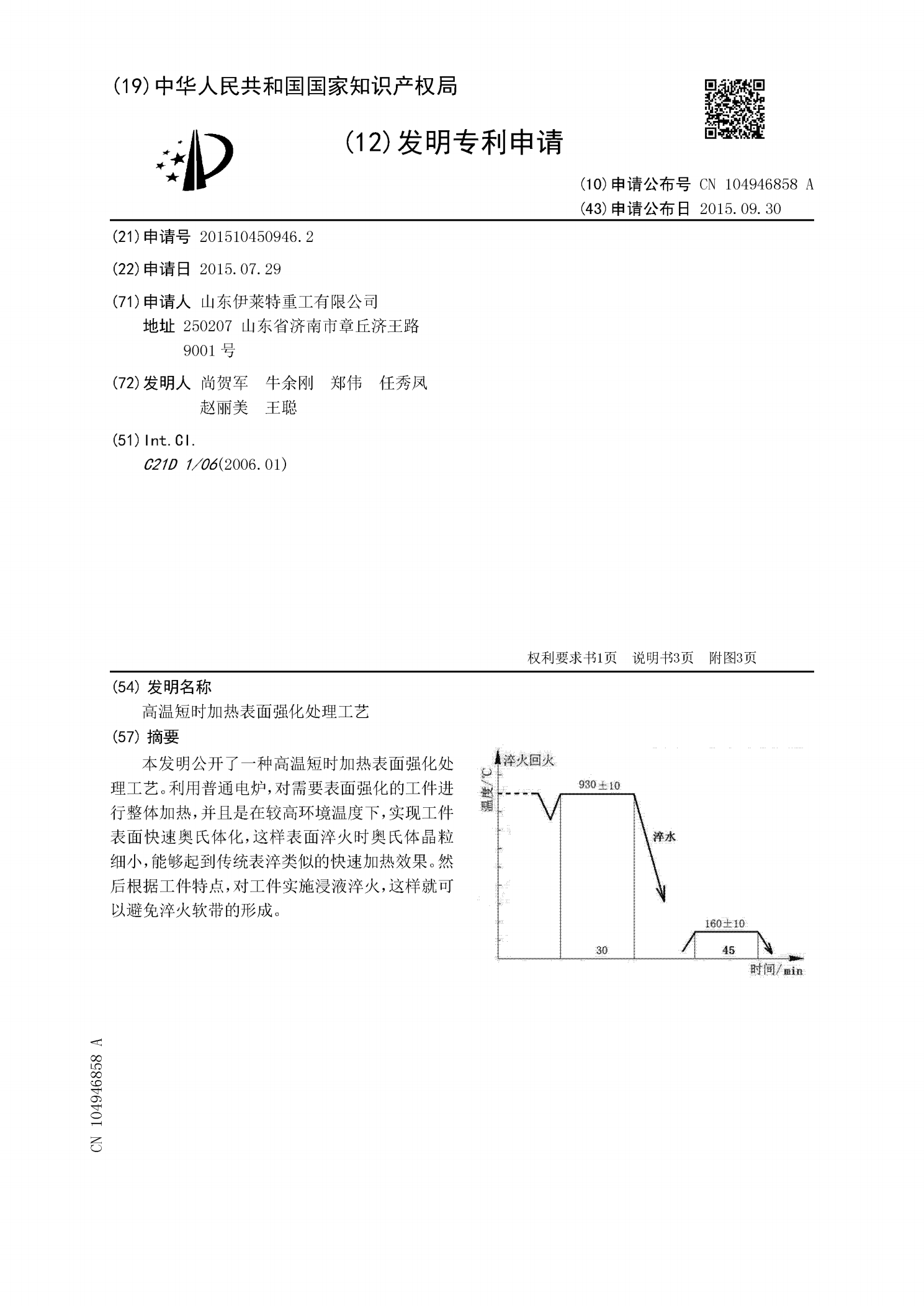
本发明公开了一种高温短时加热表面强化处理工艺。利用普通电炉,对需要表面强化的工件进行整体加热,并且是在较高环境温度下,实现工件表面快速奥氏体化,这样表面淬火时奥氏体晶粒细小,能够起到传统表淬类似的快速加热效果。然后根据工件特点,对工件实施浸液淬火,这样就可以避免淬火软带的形成。