
一种电解铝用阳极钢爪.pdf

山柳****魔王

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种电解铝用阳极钢爪.pdf
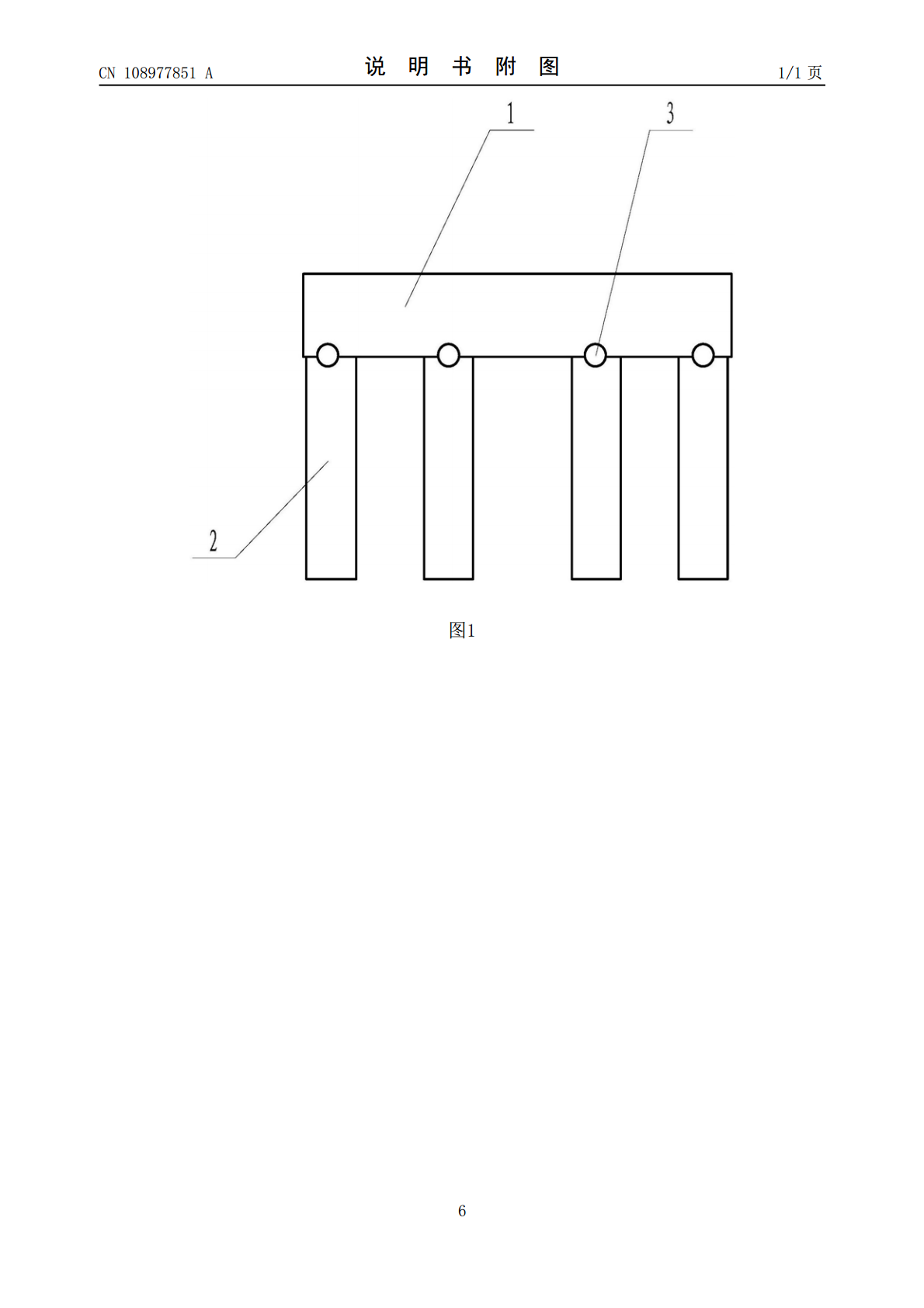
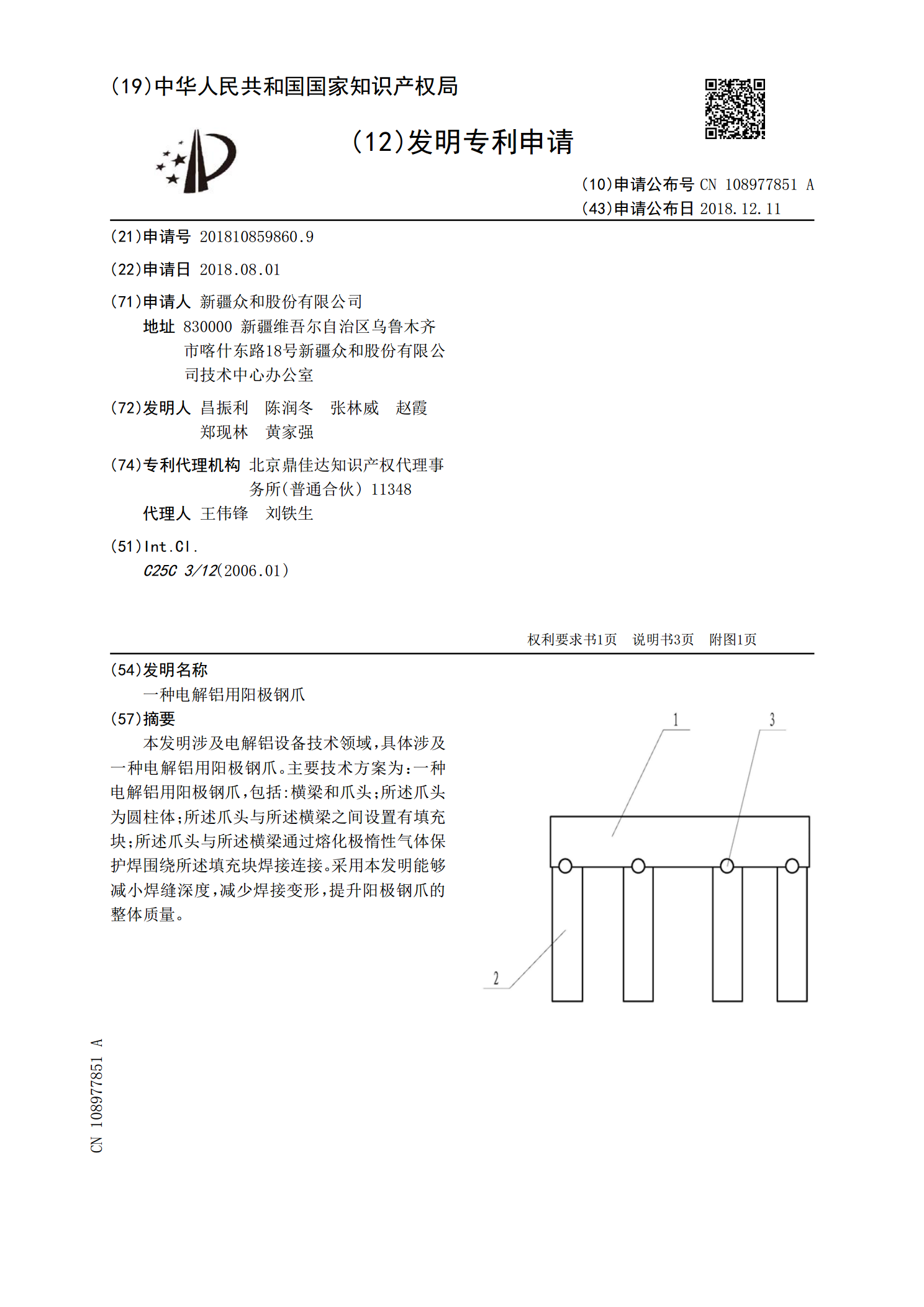
本发明涉及电解铝设备技术领域,具体涉及一种电解铝用阳极钢爪。主要技术方案为:一种电解铝用阳极钢爪,包括:横梁和爪头;所述爪头为圆柱体;所述爪头与所述横梁之间设置有填充块;所述爪头与所述横梁通过熔化极惰性气体保护焊围绕所述填充块焊接连接。采用本发明能够减小焊缝深度,减少焊接变形,提升阳极钢爪的整体质量。
电解铝阳极钢爪修复设备.pdf
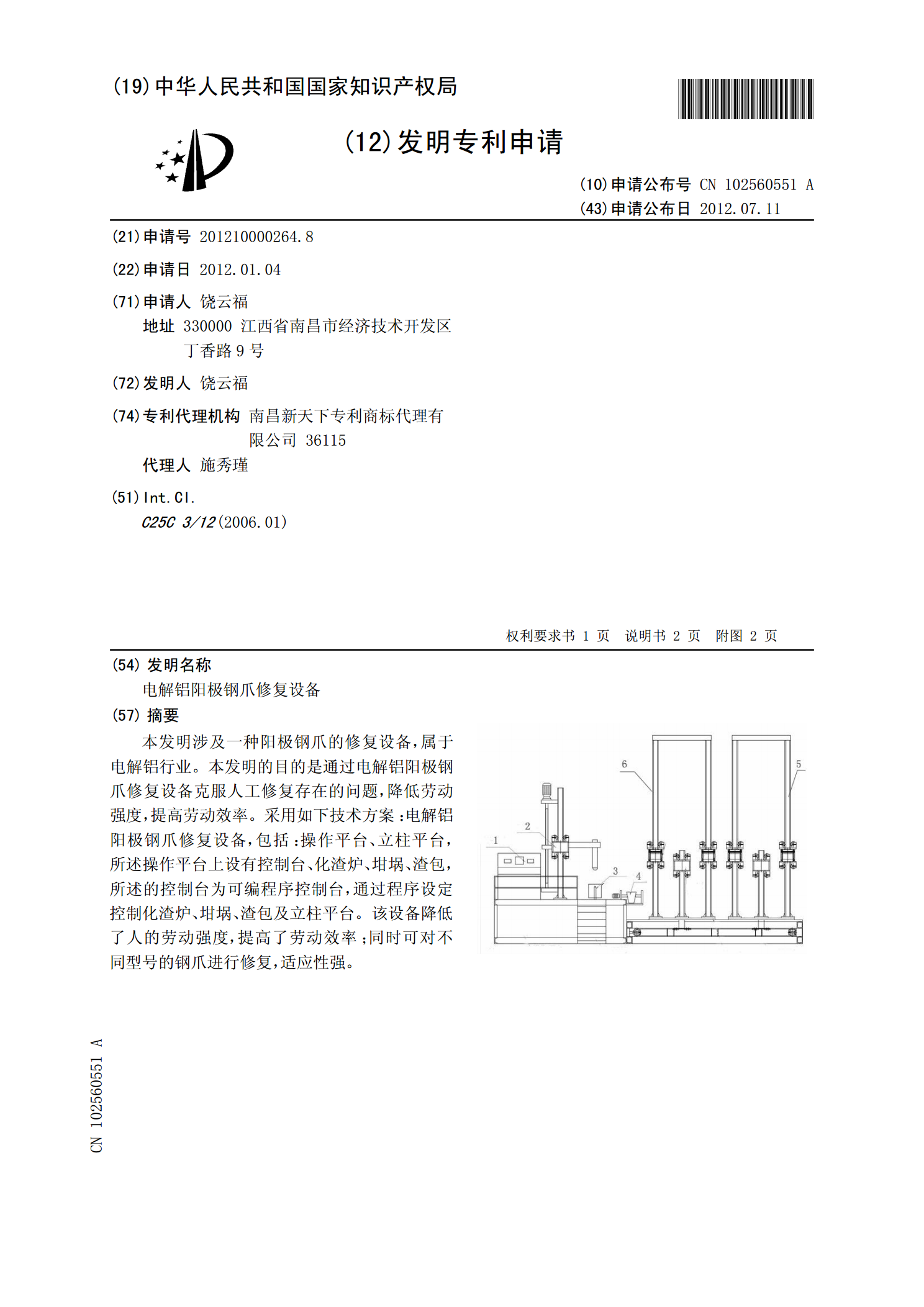
本发明涉及一种阳极钢爪的修复设备,属于电解铝行业。本发明的目的是通过电解铝阳极钢爪修复设备克服人工修复存在的问题,降低劳动强度,提高劳动效率。采用如下技术方案:电解铝阳极钢爪修复设备,包括:操作平台、立柱平台,所述操作平台上设有控制台、化渣炉、坩埚、渣包,所述的控制台为可编程序控制台,通过程序设定控制化渣炉、坩埚、渣包及立柱平台。该设备降低了人的劳动强度,提高了劳动效率;同时可对不同型号的钢爪进行修复,适应性强。

电解铝用阳极爪的电解铝设备.pdf
本发明涉及电解铝技术领域,且公开了电解铝用阳极爪的电解铝设备,包括桌腿,所述桌腿顶部固定连接有工作台,所述工作台顶部固定连接有支撑架,所述支撑架内侧的顶部固定连接有工作板,所述工作板底部设置有安装机构,所述安装机构底部设置有阳极爪本体,所述工作台顶部设置有料框,所述料框两侧和工作台两侧均设置有固定机构,所述阳极爪本体两侧和工作台两侧均设置有保护机构,所述安装机构包括安装块,所述安装块固定连接于工作板底部。该电解铝用阳极爪的电解铝设备,通过设置的安装机构,方便对阳极爪进行安装和拆卸,且在安装拆卸的过程中不需

电解铝用阳极钢爪浸蘸石墨模式的新探索.docx
电解铝用阳极钢爪浸蘸石墨模式的新探索收稿日期:2013-07-13作者简介:李国林(1980-)男工程师主要从事电解铝生产技术和机电设备管理.E-mail:.摘要:针对电解铝用阳极钢爪浸蘸石墨传统模式存在的不足进行分析、探索和改进研发了新的模式解决了石墨粉不能均匀涂在钢爪表面的问题对降低磷铁压降、利于钢爪与磷铁分离以及保护钢爪不受铁水侵蚀起到非常重要的作用.关键词:阳极钢爪;浸蘸石墨;螺旋推动搅拌中图分类号:TF821

电解铝用阳极钢爪浸蘸石墨模式的新探索.docx
电解铝用阳极钢爪浸蘸石墨模式的新探索收稿日期:2013-07-13作者简介:李国林(1980-)男工程师主要从事电解铝生产技术和机电设备管理.E-mail:.摘要:针对电解铝用阳极钢爪浸蘸石墨传统模式存在的不足进行分析、探索和改进研发了新的模式解决了石墨粉不能均匀涂在钢爪表面的问题对降低磷铁压降、利于钢爪与磷铁分离以及保护钢爪不受铁水侵蚀起到非常重要的作用.关键词:阳极钢爪;浸蘸石墨;螺旋推动搅拌中图分类号:TF821