
适宜采用线切割机床分别加工落料凸模学习教案.pptx

知识****SA


1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

适宜采用线切割机床分别加工落料凸模学习教案.pptx
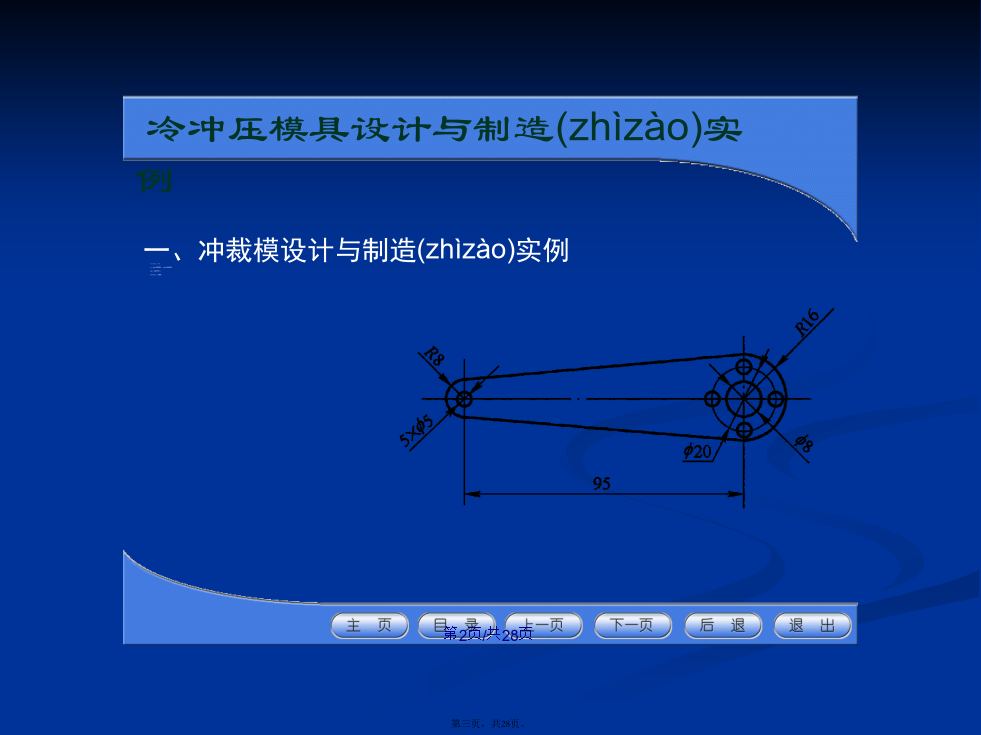
会计学冲压模具设计与制造技术(jìshù)是一项技术(jìshù)性和经验性都很强的工作。工件名称:手柄生产批量(pīliànɡ):中批量(pīliànɡ)材料:Q235-A钢材料厚度:1.2mm1.冲压件工艺性分析(fēnxī)2.冲压工艺(gōngyì)方案的确定3.主要(zhǔyào)设计计算3.主要(zhǔyào)设计计算(4)工作零件(línɡjiàn)刃口尺寸计算4.模具(mújù)总体设计5.主要(zhǔyào)零部件设计(1)工作零件的结构设计①落料凸模直通式,采用线切割加工,2个M8螺钉
适宜采用线切割机床分别加工落料凸模.ppt
冷冲压模具设计与制造实例冲压模具设计与制造技术是一项技术性和经验性都很强的工作。工件名称:手柄生产批量:中批量材料:Q235-A钢材料厚度:1.2mm1.冲压件工艺性分析2.冲压工艺方案的确定3.主要设计计算3.主要设计计算(4)工作零件刃口尺寸计算4.模具总体设计5.主要零部件设计(1)工作零件的结构设计①落料凸模直通式,采用线切割加工,2个M8螺钉固定在垫板上,与凸模固定板的配合按H6/m5。②冲孔凸模台阶式③凹模整体凹模,各冲裁的凹模孔均采用线切割加工。(2)定位零件的设计两个导正销,分别借用工件上

落料模与线切割加工创新优化.docx
落料模与线切割加工创新优化落料模与线切割加工创新优化摘要:本论文旨在探讨落料模与线切割加工的创新优化。首先,介绍了落料模与线切割加工的概念和相关背景。接着,分析了现有的落料模与线切割加工存在的问题,并提出了创新优化的方法。通过优化落料模的设计和线切割加工的工艺,可以提高生产效率、降低成本,并提高产品质量。最后,讨论了创新优化的局限性和未来的发展方向。一、引言落料模与线切割加工是现代制造业中常见的加工方法。落料模是一种用于将材料切割成所需尺寸和形状的工具。线切割加工是一种利用高速电火花切割机械,将工件按照设

凸模模具数控线切割加工方法.docx
凸模模具数控线切割加工方法凸模模具数控线切割加工方法,小编带来凸模模具数控线切割加工方法的相关论文范文,欢迎阅读。凸模模具数控线切割加工方法【1】摘要:数控线切割属于特种加工方法,其加工特点与普通加工方法有较大区别,本文在分析数控线切割工艺基础上,根据不同材料的加工特点及不同工艺方案,提出了各自有针对性的加工方案。关键词:凸模模具数控线切割镶件凸模在模具中起着很重要的作用(凸模加工也叫镶件加工或冲头加工),它的设计形状、尺寸精度、材料硬度都直接影响模具的质量、使用的寿命及冲压件的精度。在模具制造中,数控线

凸模模具数控线切割加工方法.docx
凸模模具数控线切割加工方法凸模模具数控线切割加工方法凸模模具数控线切割加工方法,小编带来凸模模具数控线切割加工方法的相关论文范文,欢迎阅读。凸模模具数控线切割加工方法【1】摘要:数控线切割属于特种加工方法,其加工特点与普通加工方法有较大区别,本文在分析数控线切割工艺基础上,根据不同材料的加工特点及不同工艺方案,提出了各自有针对性的加工方案。关键词:凸模模具数控线切割镶件凸模在模具中起着很重要的作用(凸模加工也叫镶件加工或冲头加工),它的设计形状、尺寸精度、材料硬度都直接影响模具的质量、使用的寿命及冲压件的