
《冷冲压工艺与模具设计》模块三U形件弯曲模1.ppt

yy****24

1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共90页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

《冷冲压工艺与模具设计》模块三U形件弯曲模1.ppt
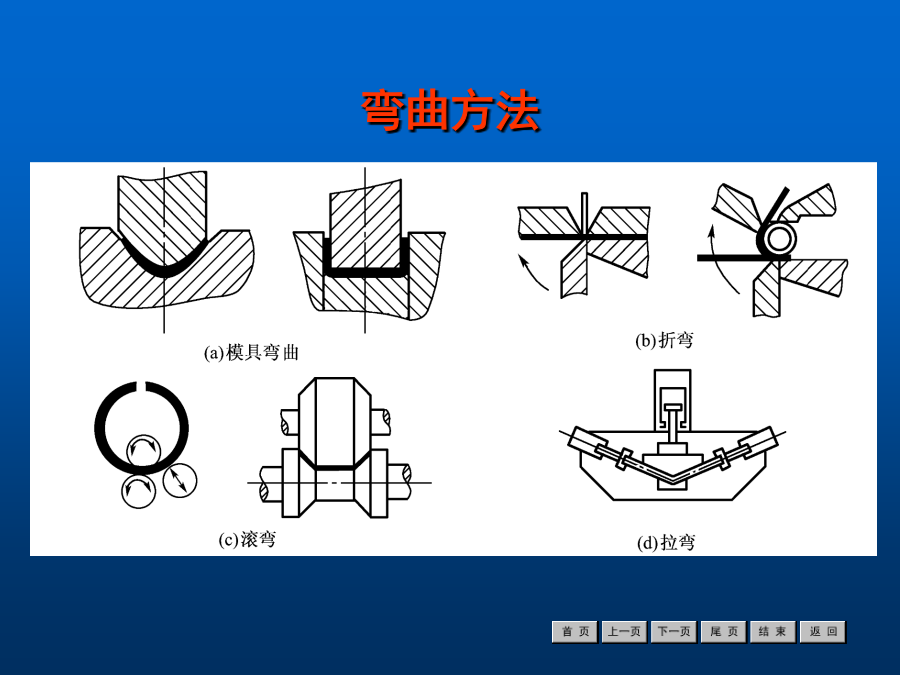
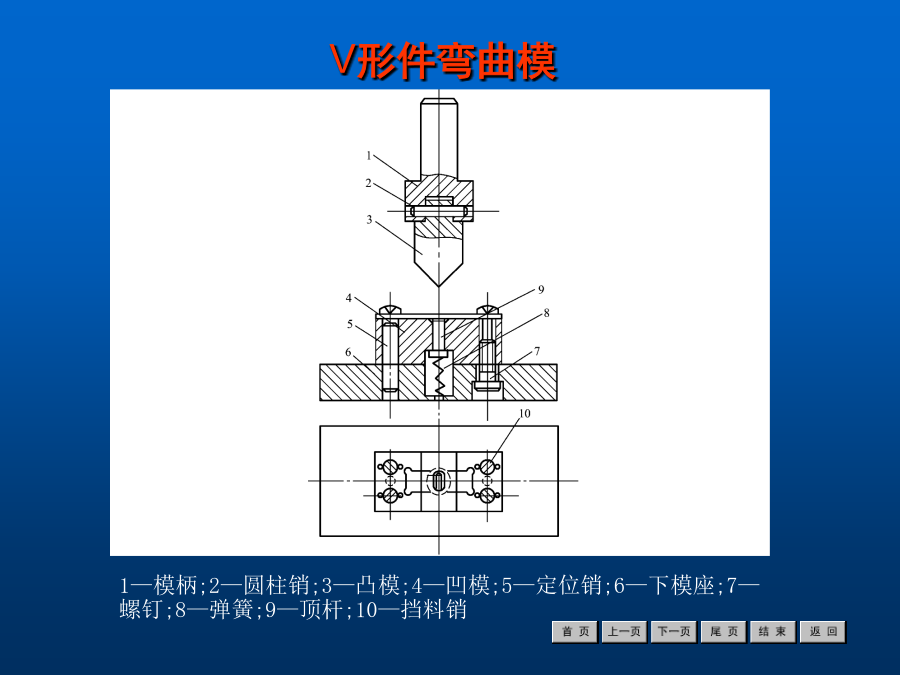
模块三U形件弯曲模本模块重点1.弯曲变形规律及弯曲件质量影响因素;2.弯曲工艺计算方法;3.弯曲工艺性分析与工艺方案制定;4.弯曲模典型结构与结构设计;5.弯曲工艺与弯曲模设计的方法和步骤。难点1.弯曲变形规律及弯曲件质量影响因素;2.影响回弹的因素与减少回弹的措施;3.弯曲工艺计算;4.弯曲模典型结构与弯曲模工作零件设计。弯曲:将板料、型材、管材或棒料等按设计要求弯成一定的角度和一定的曲率,形成所需形状零件的冲压工序。典型弯曲件及实物弯曲方法1—模柄;2—圆柱销;3—凸模;4—凹模;5—定位销;6—下模
《冷冲压工艺与模具设计》模块三U形件弯曲模.pptx
模块三U形件弯曲模本模块重点1.弯曲变形规律及弯曲件质量影响因素;2.弯曲工艺计算方法;3.弯曲工艺性分析与工艺方案制定;4.弯曲模典型结构与结构设计;5.弯曲工艺与弯曲模设计的方法和步骤。难点1.弯曲变形规律及弯曲件质量影响因素;2.影响回弹的因素与减少回弹的措施;3.弯曲工艺计算;4.弯曲模典型结构与弯曲模工作零件设计。弯曲:将板料、型材、管材或棒料等按设计要求弯成一定的角度和一定的曲率形成所需形状零件的冲压工序。典型弯曲件及实物弯曲方法1—模柄;2—圆柱销;3—凸模;

《冷冲压工艺与模具设计》模块三U形件弯曲模.pptx
模块三U形件弯曲模本模块重点1.弯曲变形规律及弯曲件质量影响因素;2.弯曲工艺计算方法;3.弯曲工艺性分析与工艺方案制定;4.弯曲模典型结构与结构设计;5.弯曲工艺与弯曲模设计的方法和步骤。难点1.弯曲变形规律及弯曲件质量影响因素;2.影响回弹的因素与减少回弹的措施;3.弯曲工艺计算;4.弯曲模典型结构与弯曲模工作零件设计。弯曲:将板料、型材、管材或棒料等按设计要求弯成一定的角度和一定的曲率形成所需形状零件的冲压工序。典型弯曲件及实物弯曲方法1—模柄;2—圆柱销;3—凸模;
冷冲压工艺与模具设计之U形件弯曲模.pptx
模块三U形件弯曲模本模块重点1.弯曲变形规律及弯曲件质量影响因素;2.弯曲工艺计算方法;3.弯曲工艺性分析与工艺方案制定;4.弯曲模典型结构与结构设计;5.弯曲工艺与弯曲模设计的方法和步骤。难点1.弯曲变形规律及弯曲件质量影响因素;2.影响回弹的因素与减少回弹的措施;3.弯曲工艺计算;4.弯曲模典型结构与弯曲模工作零件设计。弯曲:将板料、型材、管材或棒料等按设计要求弯成一定的角度和一定的曲率形成所需形状零件的冲压工序。典型弯曲件及实物弯曲方法1—模柄;2—圆柱销;3—凸模;

U形件的弯曲工艺分析及模具设计.docx
U形件的弯曲工艺分析及模具设计标题:U形件的弯曲工艺分析及模具设计摘要:U形件的弯曲工艺是一种常用的金属加工工艺,在工业制造中具有广泛应用。本论文旨在分析U形件的弯曲工艺,并设计合适的模具,以实现高质量、高效率的生产。1.引言U形件是一种广泛应用于工程机械、汽车及电力设备等领域的金属构件。其形状特点决定了其必须经过曲线弯曲加工才能满足工程要求。弯曲工艺及模具设计对产品质量和生产效率至关重要。2.U形件弯曲工艺分析2.1材料选型U形件通常使用钢材或铝材等金属材料,其机械性能直接影响弯曲工艺的选择和模具设计。