
一种热轧输送辊道故障处理的方法.pdf

书生****文章


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热轧输送辊道故障处理的方法.pdf
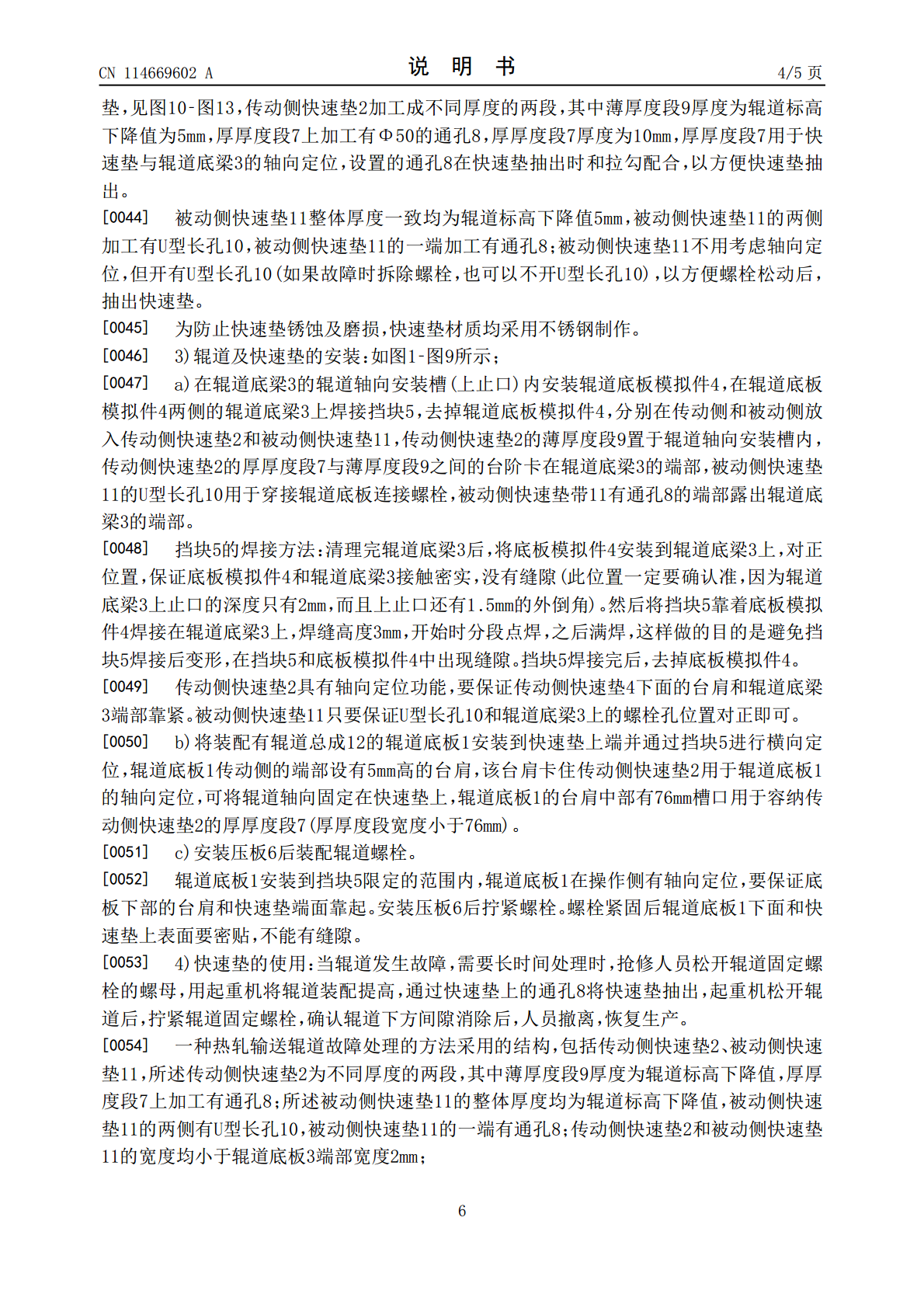
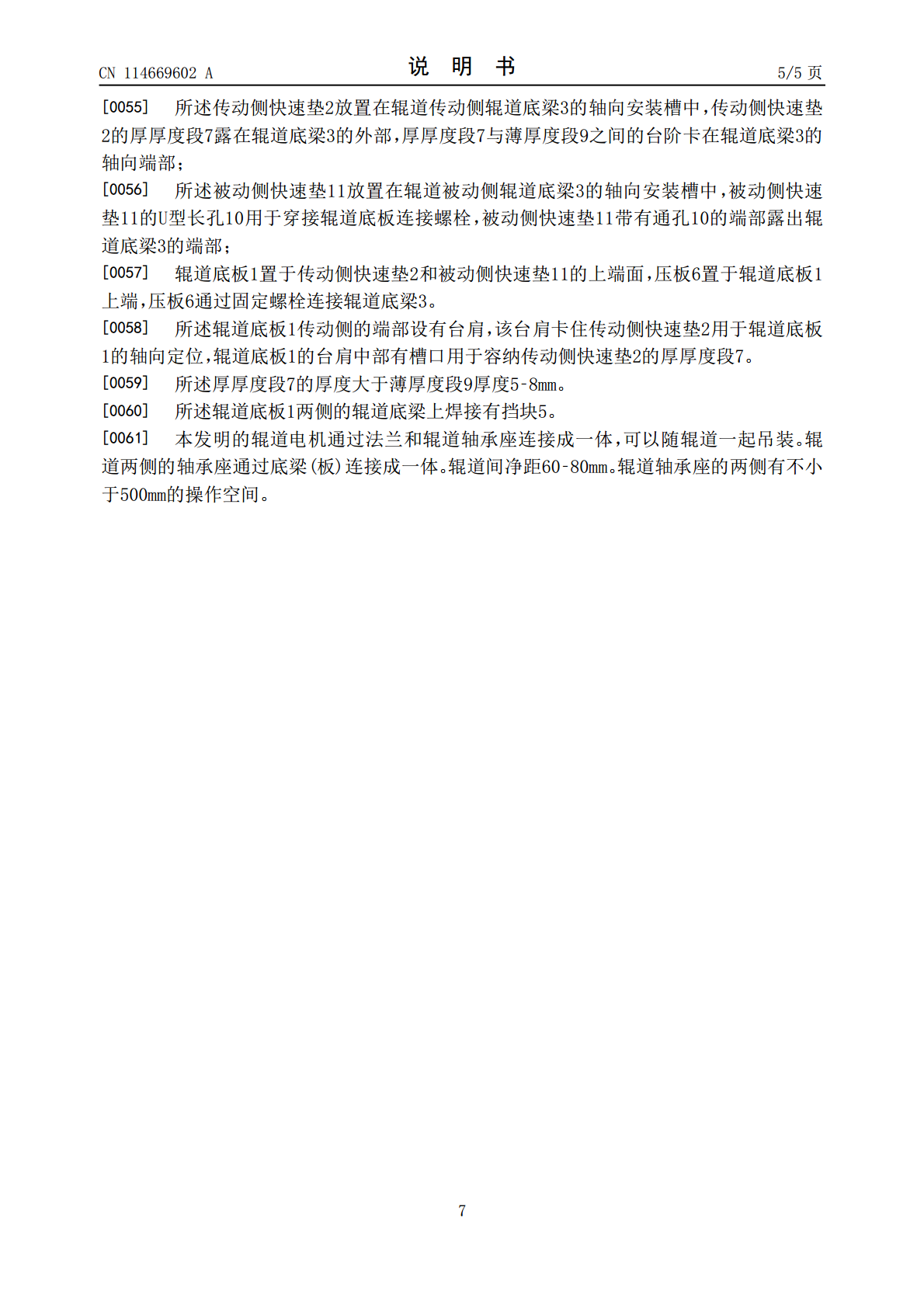
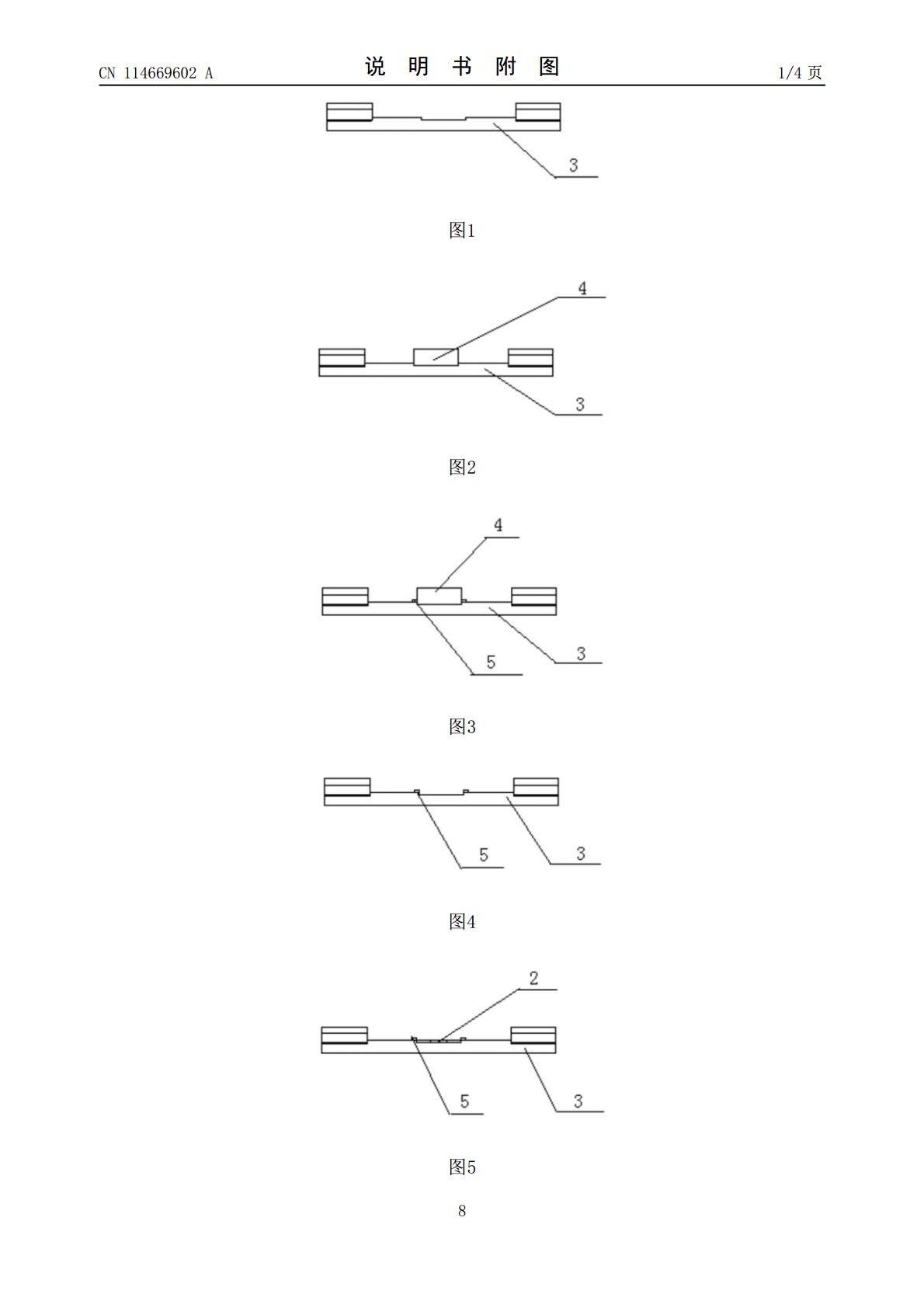
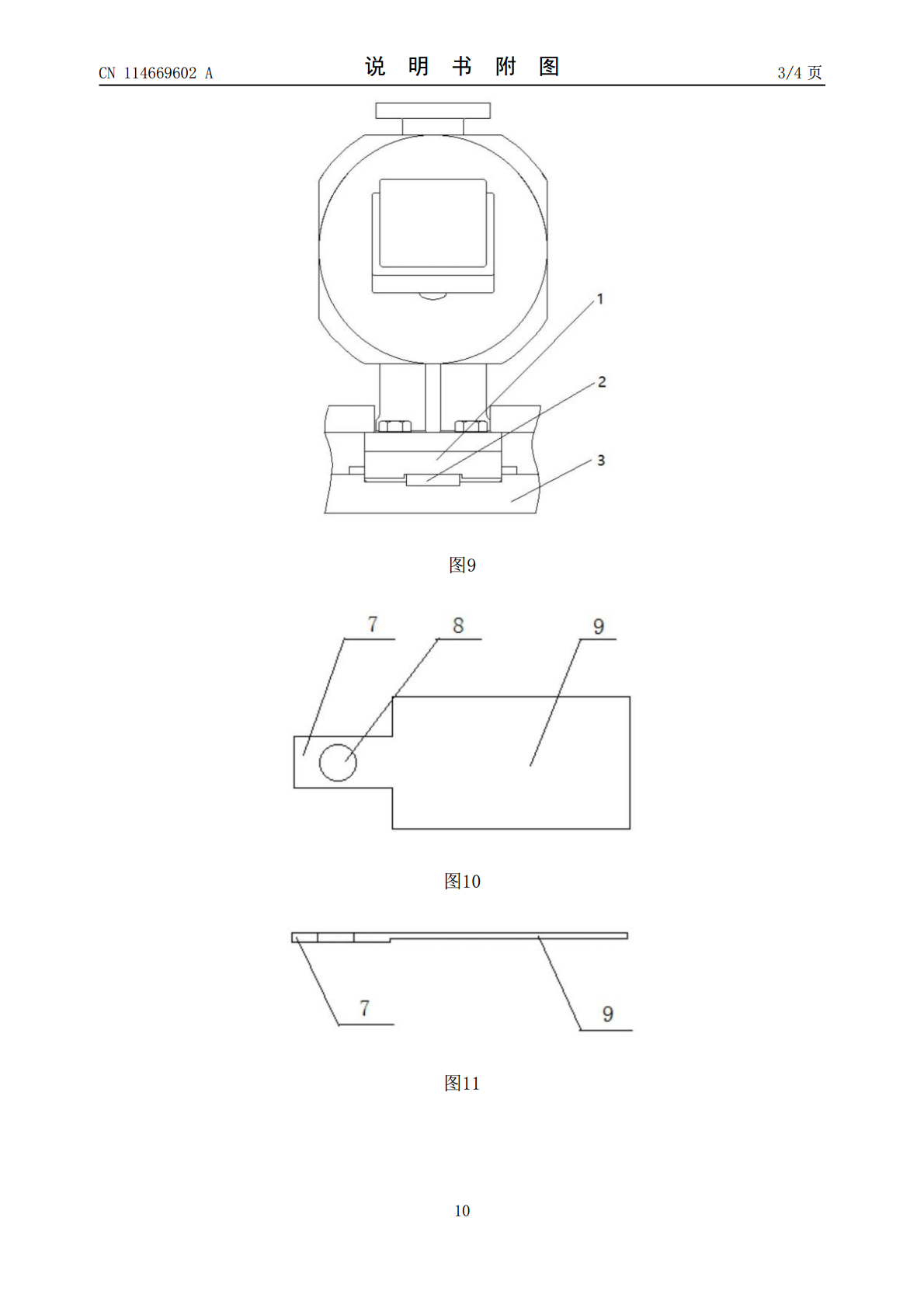
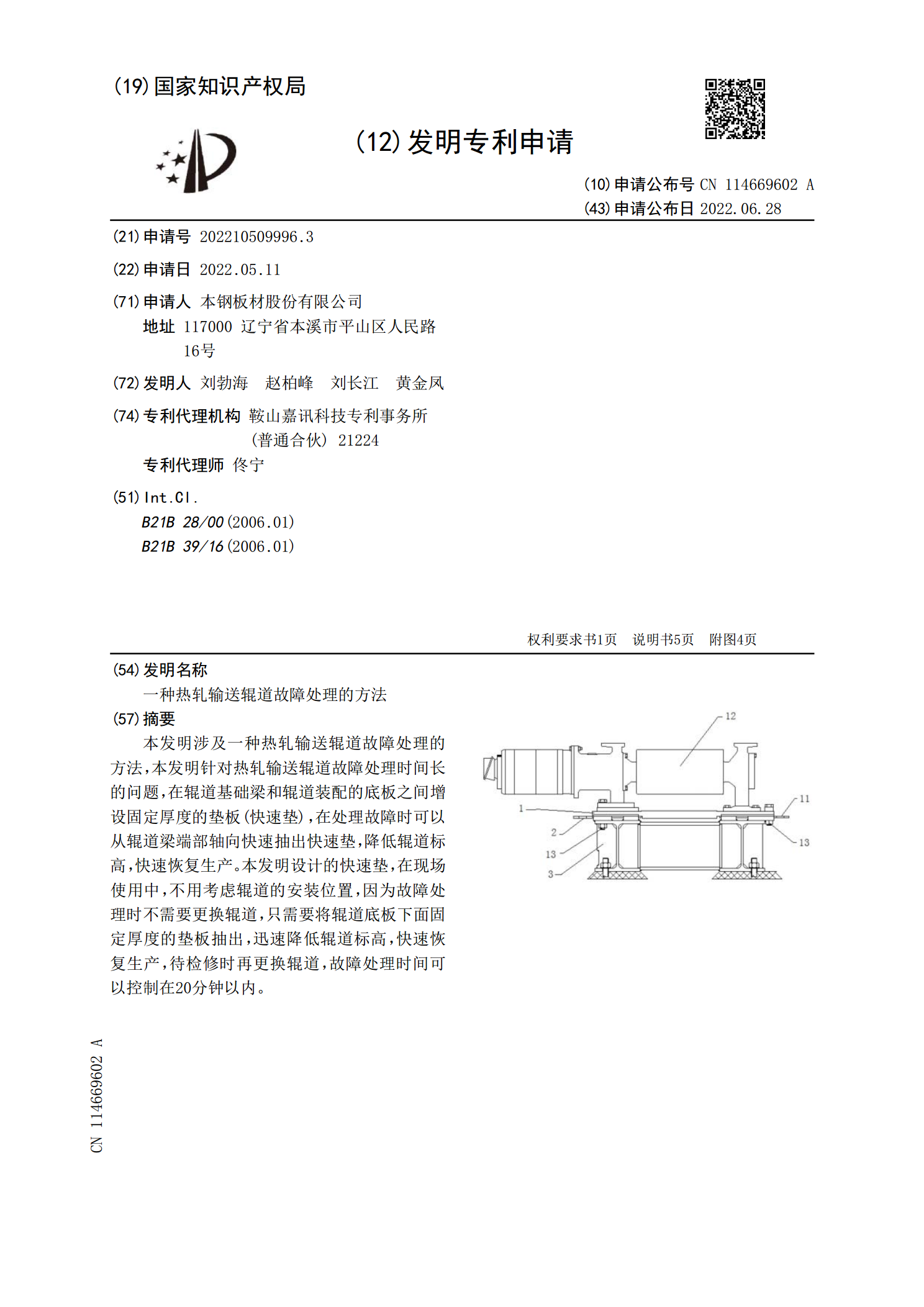
本发明涉及一种热轧输送辊道故障处理的方法,本发明针对热轧输送辊道故障处理时间长的问题,在辊道基础梁和辊道装配的底板之间增设固定厚度的垫板(快速垫),在处理故障时可以从辊道梁端部轴向快速抽出快速垫,降低辊道标高,快速恢复生产。本发明设计的快速垫,在现场使用中,不用考虑辊道的安装位置,因为故障处理时不需要更换辊道,只需要将辊道底板下面固定厚度的垫板抽出,迅速降低辊道标高,快速恢复生产,待检修时再更换辊道,故障处理时间可以控制在20分钟以内。
一种热轧输送辊道故障处理结构.pdf
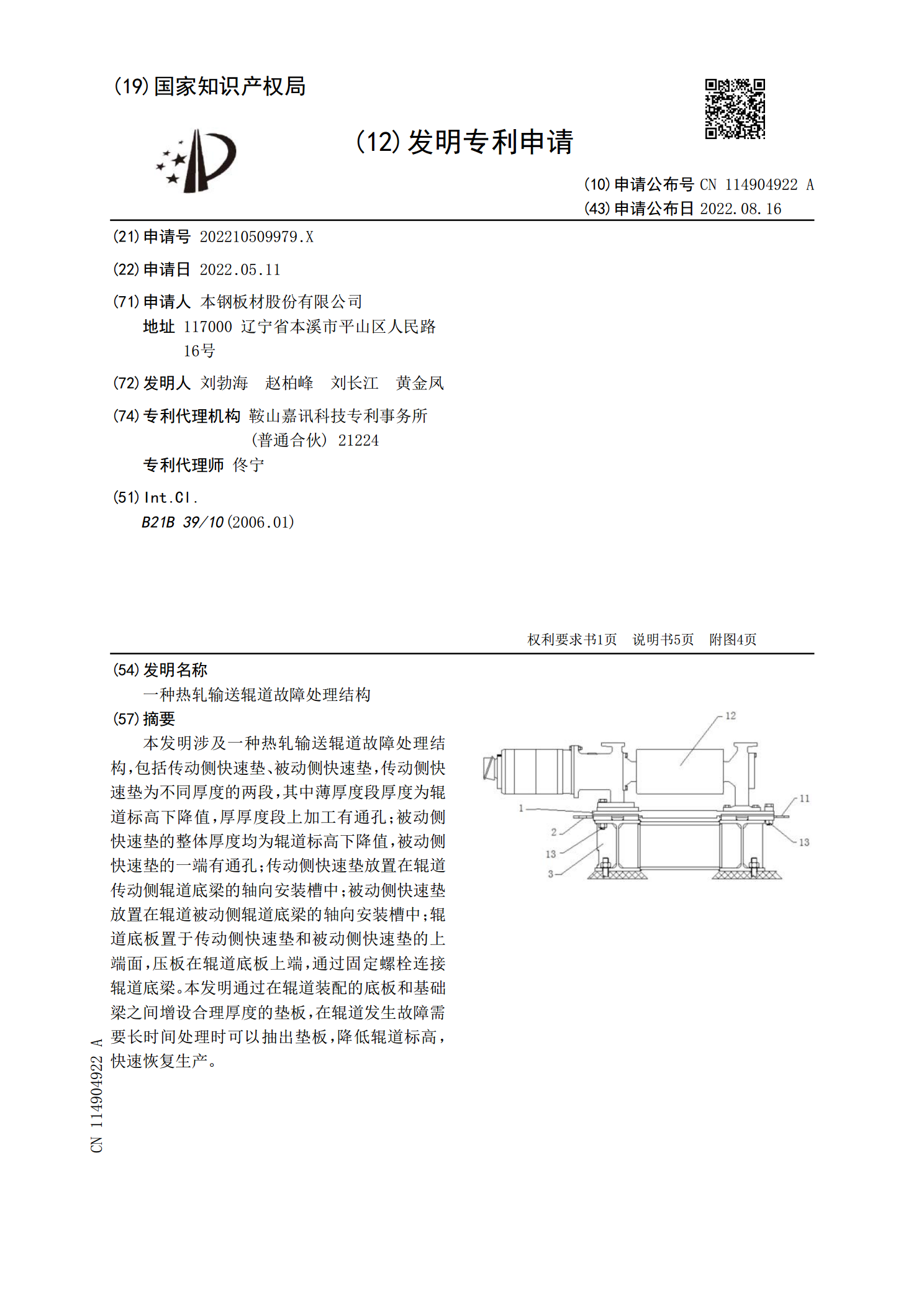
本发明涉及一种热轧输送辊道故障处理结构,包括传动侧快速垫、被动侧快速垫,传动侧快速垫为不同厚度的两段,其中薄厚度段厚度为辊道标高下降值,厚厚度段上加工有通孔;被动侧快速垫的整体厚度均为辊道标高下降值,被动侧快速垫的一端有通孔;传动侧快速垫放置在辊道传动侧辊道底梁的轴向安装槽中;被动侧快速垫放置在辊道被动侧辊道底梁的轴向安装槽中;辊道底板置于传动侧快速垫和被动侧快速垫的上端面,压板在辊道底板上端,通过固定螺栓连接辊道底梁。本发明通过在辊道装配的底板和基础梁之间增设合理厚度的垫板,在辊道发生故障需要长时间处理
一种输送辊道.pdf
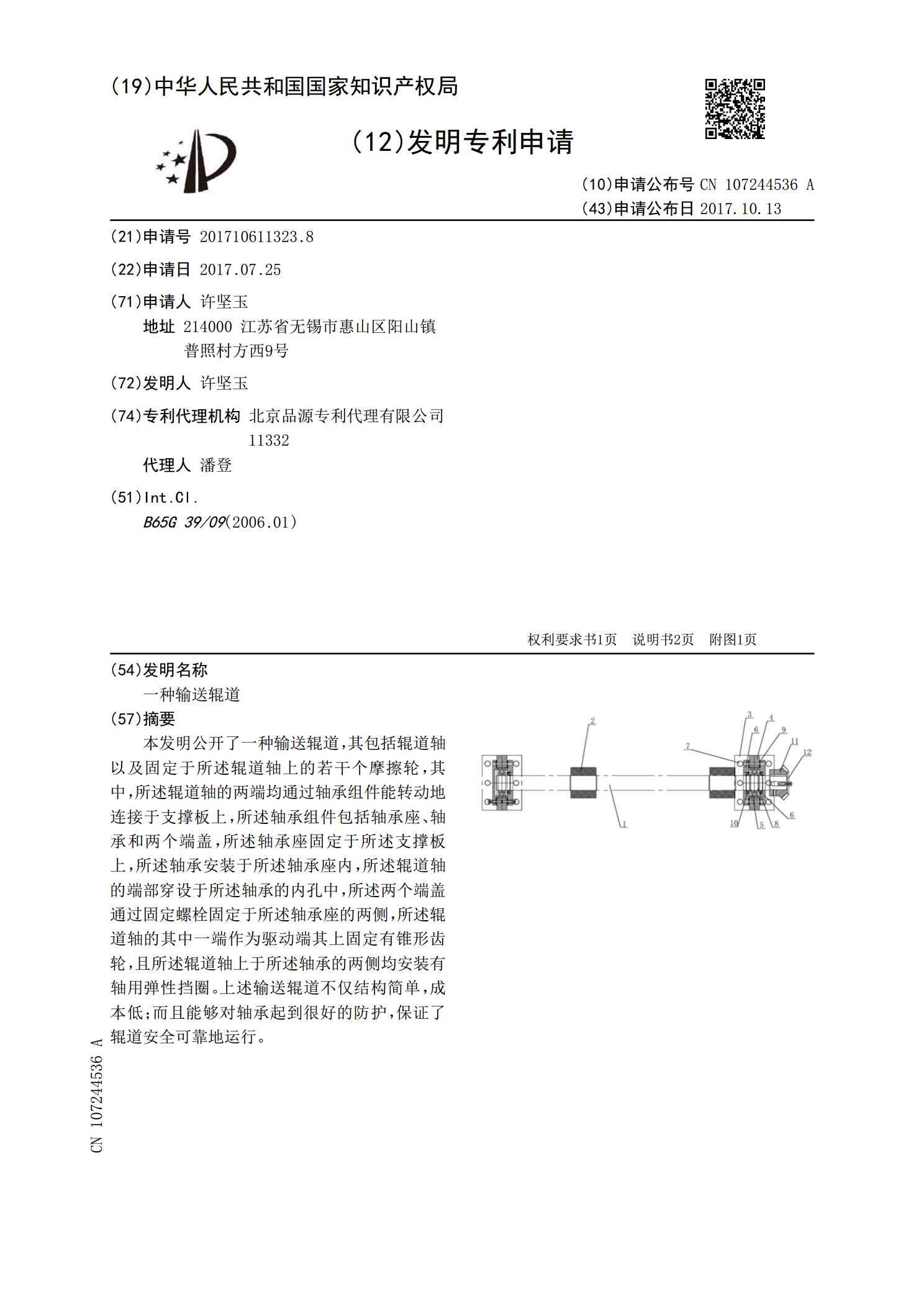
本发明公开了一种输送辊道,其包括辊道轴以及固定于所述辊道轴上的若干个摩擦轮,其中,所述辊道轴的两端均通过轴承组件能转动地连接于支撑板上,所述轴承组件包括轴承座、轴承和两个端盖,所述轴承座固定于所述支撑板上,所述轴承安装于所述轴承座内,所述辊道轴的端部穿设于所述轴承的内孔中,所述两个端盖通过固定螺栓固定于所述轴承座的两侧,所述辊道轴的其中一端作为驱动端其上固定有锥形齿轮,且所述辊道轴上于所述轴承的两侧均安装有轴用弹性挡圈。上述输送辊道不仅结构简单,成本低;而且能够对轴承起到很好的防护,保证了辊道安全可靠地运

一种输送辊道.pdf
本发明涉及到一种输送辊道,其设有固定支架,固定支架上安装有若干排无动力辊,所述固定支架内测通过两对升降气缸安装有可上下升降的活动支架,活动支架上安装有电机和若干排动力辊,动力辊上安装有链轮,电机通过链条驱动动力辊转动,活动支架上相邻的动力辊中间设有长孔,无动力辊的转轴穿过活动支架的长孔,通过螺栓固定在固定支架上,无动力辊可绕其自身的转轴自由转动。动力辊可以在两个相邻的无动力辊之间上下运动,使其高出或低于无动力辊。本发明既具有动力轨道的功能,可以受动力辊驱动自动移动,又可以当无动力辊道使用,适于曲轴等机械部

一种用于中小型热轧机锭坯输送的辊道装置.pdf
本发明公开了一种用于中小型热轧机锭坯输送的辊道装置,所述辊道装置包括进料辊道总成、弧形导向辊道、出料辊道总成和出料导向机构,所述弧形导向辊道布置在所述进料辊道总成与出料辊道总成之间,所述进料辊道总成、弧形导向辊道、出料辊道总成依次连接,所述出料导向机构布置在所述出料辊道总成上。本发明采用弧形导向辊道,在较小的空间内,实现了锭坯从加热炉到热轧机的平面垂直转向输送的过程,满足了中小型热轧机的锭坯生产需要,一方面克服了现有输送方式的弊端;另一方面,提高了输送效率,节省了人工辅助时间,较好的控制了热轧过程的温降,