
一种大型直缝焊管龙门式折弯成型机及其成型方法.pdf

沛芹****ng

1/10
2/10

3/10
4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大型直缝焊管龙门式折弯成型机及其成型方法.pdf
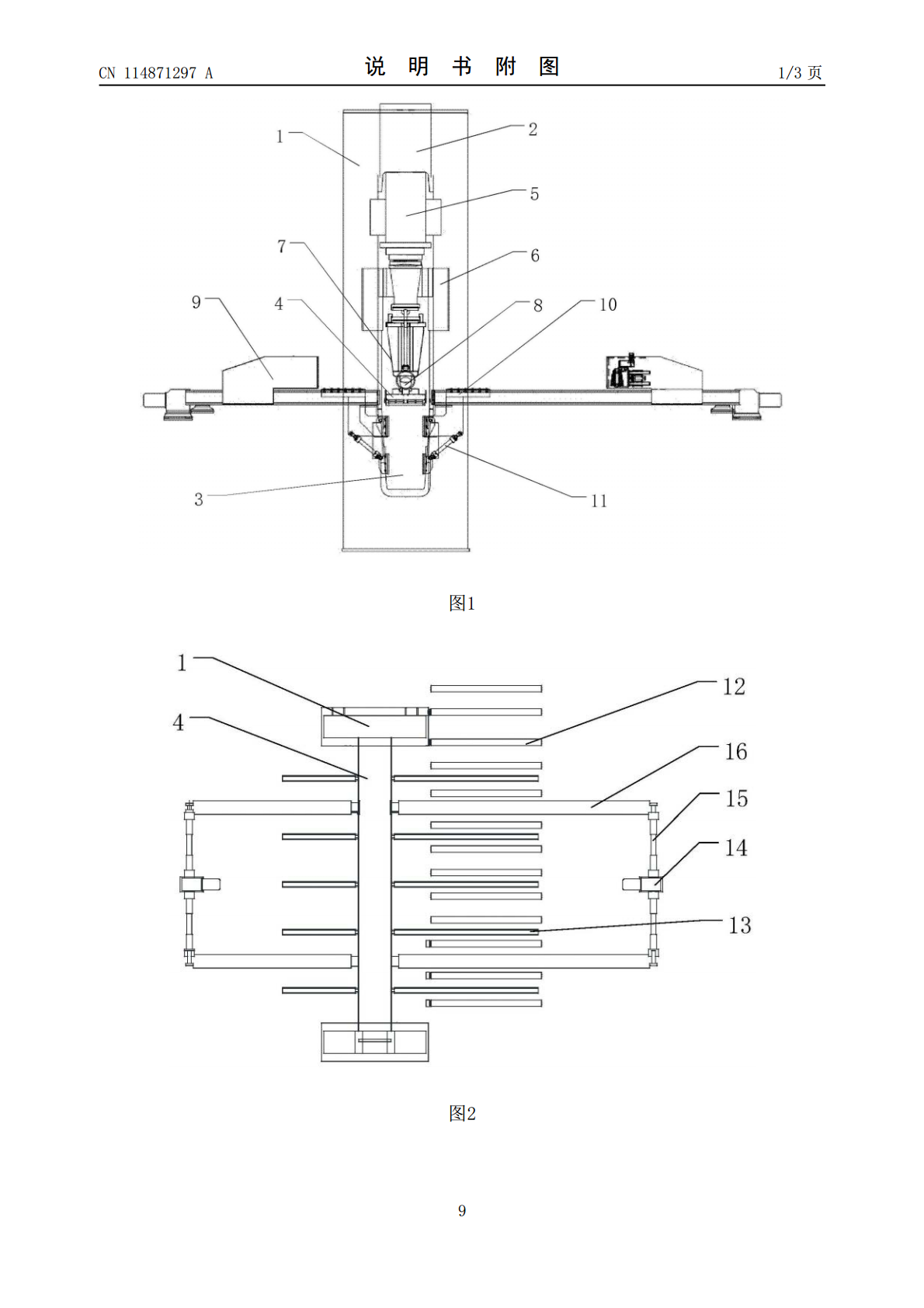
本发明公开了一种大型直缝焊管龙门式折弯成型机,包括立柱,两个立柱的上方设置有上横梁,立柱的下方设置有下横梁,上横梁与下横梁之间设置有工作台,工作台的两侧设置有传送装置;上横梁的下方设置有滑块,滑块的两端套设在立柱上并与立柱滑动连接,滑块与上横梁之间通过带动滑块沿着立柱上下滑动的动力元件连接;滑块上设置有连接板,连接板的底端设置有上模,工作台的中部设置有与上模相适配的下模;下横梁上设置有若干个对钢板进行支撑的支撑机构。本发明公开了一种大型直缝焊管龙门式折弯成型机的成型方法。本发明采用上述大型直缝焊管龙门式折

一种大型直缝内焊埋弧焊管成型机及成型方法.pdf
本发明公开了一种大型直缝内焊埋弧焊管成型机,支架的上方设置有电焊机、焊剂烘干机与焊剂回收机,支座上设置有焊盘,支架的下方横梁的一端设置有升降装置,横梁的另一端设置有焊接机头,焊接机头上设置有焊剂回收口、焊剂出口、焊丝出口一和焊丝出口二,焊丝出口一和焊丝出口二内部设置有焊丝导向装置,横梁上设置有导向管,导向管的一端与焊丝出口一、焊丝出口二连接;焊剂回收口通过回收管与焊剂回收机连接,焊剂出口通过输送管与焊剂烘干机连接;地面上设置有支撑管坯的移动装置,地面上设置有接地装置。本发明采用上述大型直缝内焊埋弧焊管成型

直缝焊管成型机组力能参数的研究.docx
直缝焊管成型机组力能参数的研究直缝焊管成型机组是钢管生产线的核心设备之一,其力能参数的研究对于确保钢管成型质量、提高生产效率具有重要意义。本文旨在综合分析直缝焊管成型机组力能参数的研究,并探讨其在钢管生产中的应用。一、直缝焊管成型机组力能参数的概念和分类直缝焊管成型机组的力能参数是指在钢管生产过程中,通过对机组各部件的力的测量与分析,得出的数值指标。根据其作用范围和作用对象,可以将力能参数分为三类:1.加工能力参数:包括剪切力、压下力、拉伸力、折弯力等。这些参数主要用于衡量机组在钢管生产过程中对钢带的加工

直缝焊管新的成型方法.docx
直缝焊管新的成型方法直缝焊管是一种广泛应用于工业领域的管道产品,其具有结构简单、造价低、安装方便等优势,因此在石油、天然气、化工、水利等行业中得到广泛应用。然而,传统的直缝焊管成型方法存在着一些问题,如产品质量不稳定、生产效率低下等。为了解决这些问题,近年来发展出了一些新的直缝焊管成型方法,本文将就这些新方法进行论述。一、高频电阻焊直缝焊管成型方法高频电阻焊直缝焊管成型方法采用高频电流加热金属带材,在一对摩擦轮的作用下将加热后的金属带材进行挤压,最终形成焊缝。该方法具有生产效率高、产品质量稳定等优点。在该
一种直缝焊管的成型方法.pdf
本发明提供了一种直缝焊管的成型方法,在对平面板带弯曲成型前,通过轧制工艺将板带轧制成波纹板形状,提高了板带的横向应力,促进了板带的宽展,可以减小板带边缘的纵向变形。另外,使板带边缘的波纹曲率半径与挤压辊孔型半径或成品焊管半径接近,采用一对水平辊对波纹板中间部分进行平整加工,再将平直部分进行弯曲成型为管坯,在上述过程中,弯曲的板带边缘在封闭孔型前一直处于波浪状,提高了立体支撑力,有助于减小纵向拉伸,进而可以避免残余应力在焊接过程中导致的边浪和鼓包。本申请操作方法简单,属于物理改进,通用性强,在原有机型上改进