
点焊剪切拉伸强度和失效模式.ppt

qw****27

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

点焊剪切拉伸强度和失效模式.ppt
点焊剪切拉伸强度和失效模式采用自行设计的圆锥凹面搅拌头对厚度为1mm的5052-H112铝合金薄板进行搅拌摩擦点焊,研究了焊接工艺参数(搅拌头旋转速度、轴肩压入深度)对接头剪切拉伸载荷及失效模式的影响。结果表明:当轴肩压入深度一定时,焊点的剪切拉伸载荷随旋转速度的增加而减小;当旋转速度一定时,焊点的剪切拉伸载荷随着轴肩压入深度的增加先增加后减小。当旋转速度为1008r/min,轴肩压入深度为0.2mm时,点焊接头的剪切拉伸载荷最大值为4.55kN。点焊接头的失效模式十分复杂,其主要受搅拌工具旋转速度的影响
一种钢筋点焊接头拉伸剪切试验工装.pdf
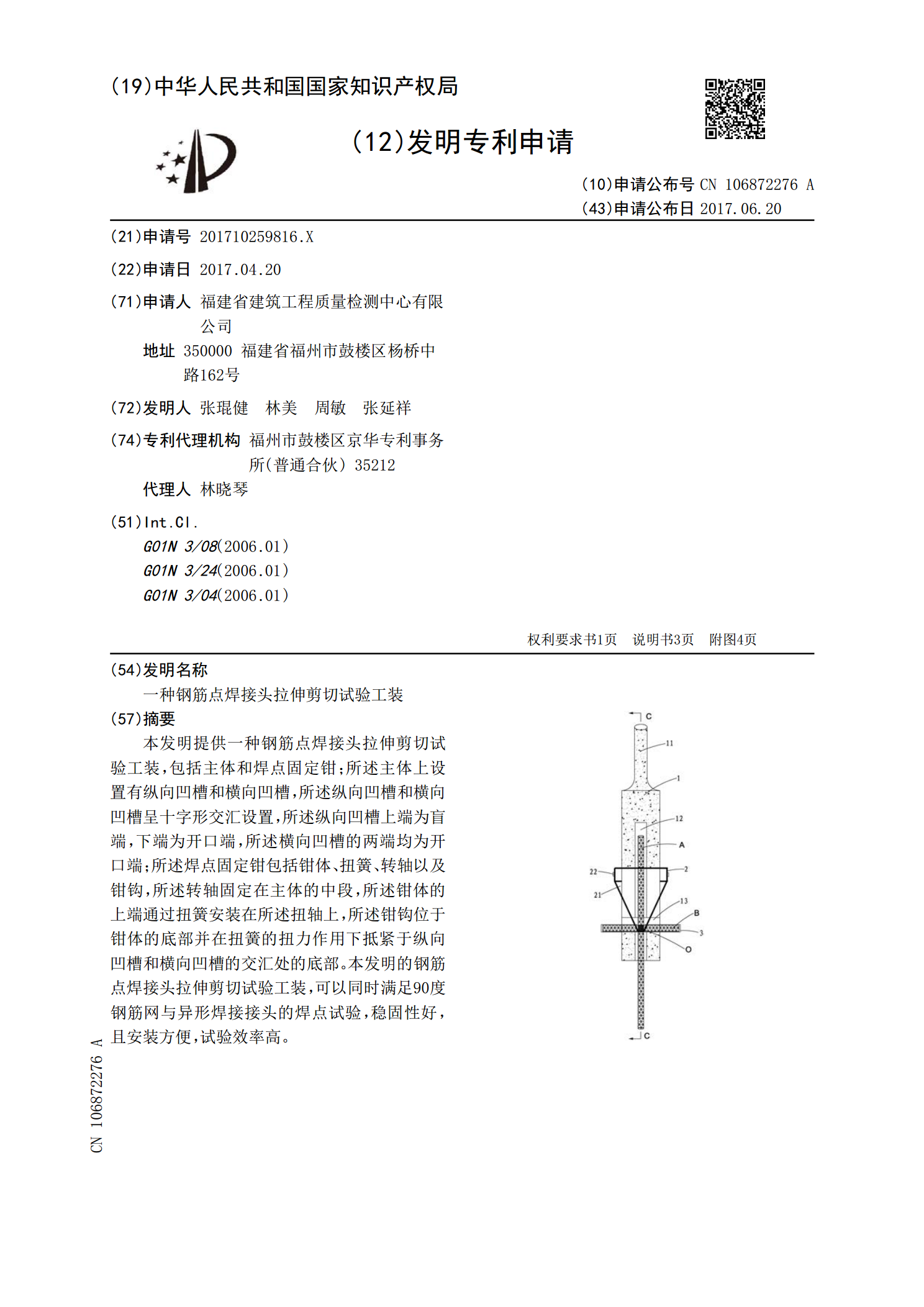
本发明提供一种钢筋点焊接头拉伸剪切试验工装,包括主体和焊点固定钳;所述主体上设置有纵向凹槽和横向凹槽,所述纵向凹槽和横向凹槽呈十字形交汇设置,所述纵向凹槽上端为盲端,下端为开口端,所述横向凹槽的两端均为开口端;所述焊点固定钳包括钳体、扭簧、转轴以及钳钩,所述转轴固定在主体的中段,所述钳体的上端通过扭簧安装在所述扭轴上,所述钳钩位于钳体的底部并在扭簧的扭力作用下抵紧于纵向凹槽和横向凹槽的交汇处的底部。本发明的钢筋点焊接头拉伸剪切试验工装,可以同时满足90度钢筋网与异形焊接接头的焊点试验,稳固性好,且安装方便

轴向拉伸和压缩和剪切.pptx
1234567891011121314151617181920212223242526272829303132333435363738

轴向拉伸和压缩和剪切.pptx
会计学234567891011121314151617181920212223242526272829303132333435363738
拉伸压缩和剪切形变.ppt
第八章弹性体的应力和应变力学力学力学力学力学力学力学力学力学力学力学力学力学力学