
真空辅助成型工艺 [兼容模式].pdf

qw****27


1/10
2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共36页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

真空辅助成型工艺 [兼容模式].pdf
复合材料真空辅助(VARI)成型技术——潘利剑内容提要1VARI成型工艺简介2VARI工艺树脂与NCF织物3VARI成型的主要问题及技术要求4VARI成型厚度变化规律5VARI成型的流道设计与模拟1VARI成型工艺简介1VARI成型工艺简介1.1VARI成型工艺原理VARI(vacuumassistantresininfusion)成型技术是在真空压力下,利用树脂的流动、渗透实现对纤维及其织物浸渍,并在真空压力下固化成型的方法。VARI成型工艺图1VARI成型工艺简介1.1VARI成型工艺原理真空袋导流网

真空辅助树脂转移模塑(VARTM)技术-综述 [兼容模式].pdf
真空辅助树脂转移模塑(VARTM)技术基础综述与展望张博明北京航空航天大学目录概述SCRIMP工艺CAPRI工艺VPA工艺ET-VARTM工艺结论与展望主要信息来自UniversityofDelaware-CenterforCompositeMaterials(UD-CCM)的报告:OverviewofVacuum-AssistedResinTransferMoldingProcessing,DOT/FAA/TC-12/35,2013年优势与问题模具,工装,大尺寸产品,低成本工艺可重复性,

真空辅助成型.ppt
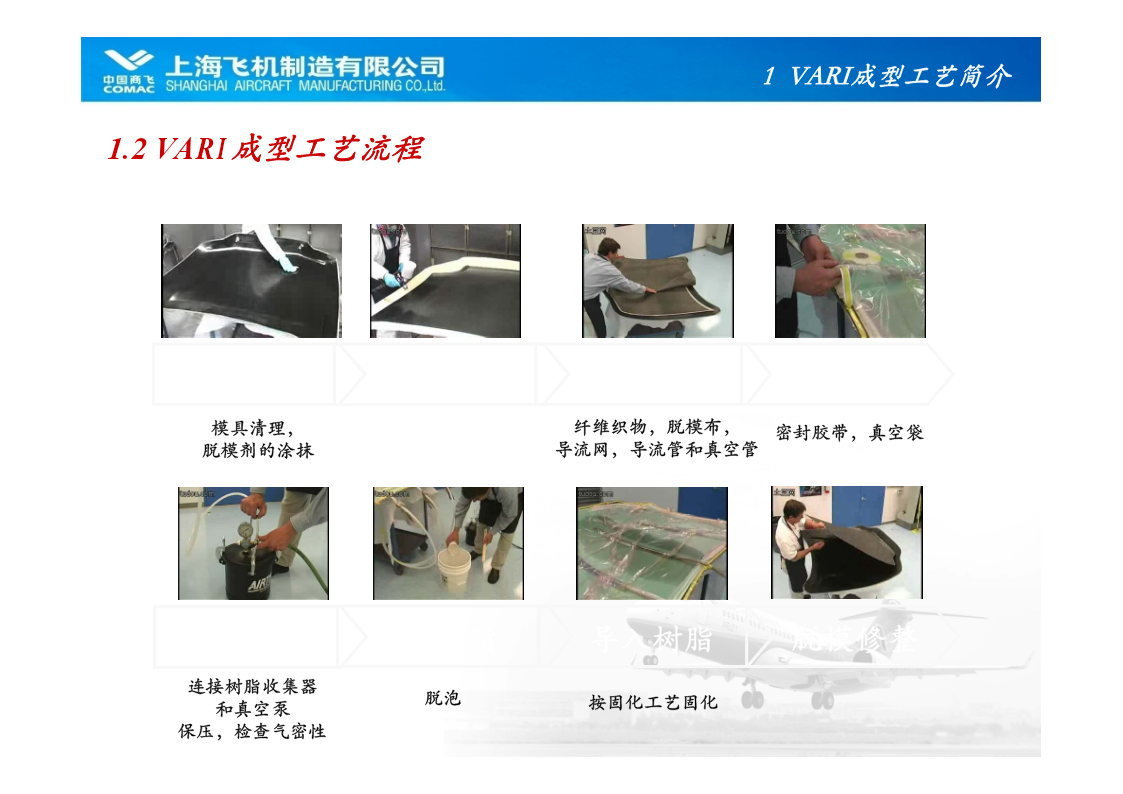
真空辅助成型工艺产品成型工艺流程图铺双向布铺脱模布导流系统布导流网布导流管布真空系统注胶
射出成型与模具 [兼容模式].pdf
p注注射射成成型型與與模模具具uorGg塑料的種類与性能nitup塑料是以有機高分子化合物為基礎,加入若干其他材料m(添加劑)製成的固體材料。塑料同金屬材料和陶瓷材料一o起,成爲當今三大類主要結構材料。Ce塑料具有許多優良的性能。塑料的密度是三類材料中最小的lb,具有較高的比強度。塑料還具有優良的電絕緣性和熱絕緣at性,良好的耐磨性和耐蝕性,以及優異的成型工藝性。這些ro優點使塑料得到廣泛應用。P塑料也存在一些缺點,如強度、硬度較低,容易老化等。GGT-MEp注注射射成成型型與與模模具具uorGgn塑料的
工艺管理兼容模式.pdf
用五流合一的理念提升中国企业核心竞争能力工艺管理讲师:姚玮明上海质量技术咨询事务所SHANGHAICONSULTANCYSERVICE