
数控车床技术协议-沈阳数控卧式车床.pdf

17****27

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
数控车床技术协议-沈阳数控卧式车床.pdf
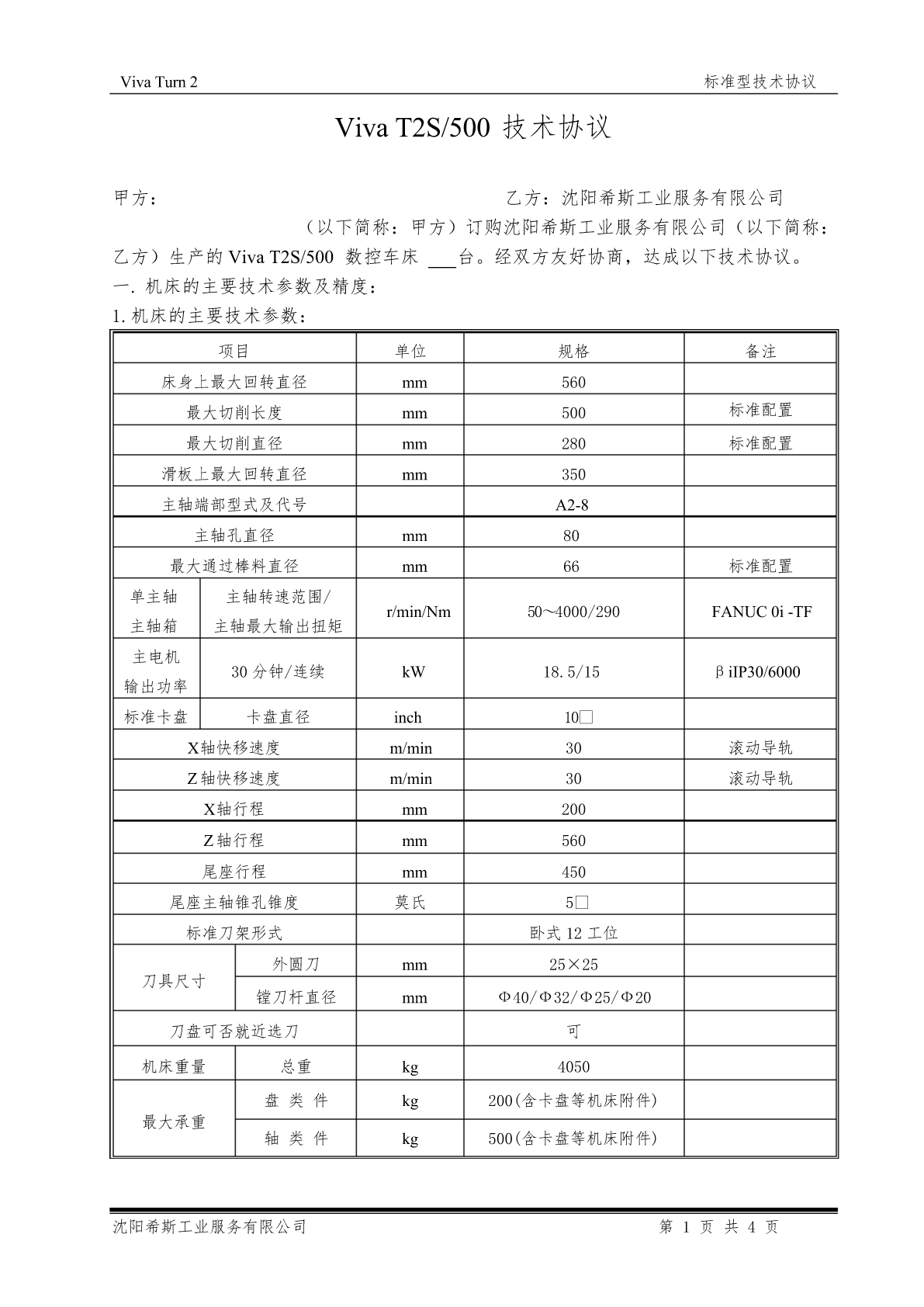
技术协议产品型号:VivaT2S/500产品名称:卧式车床甲方:乙方:沈阳希斯工业服务有限公司协议号:No.VivaTurn2标准型技术协议VivaT2S/500技术协议甲方:乙方:沈阳希斯工业服务有限公司(以下简称:甲方)订购沈阳希斯工业服务有限公司(以下简称:乙方)生产的VivaT2S/500数控车床台。经双方友好协商,达成以下技术协议。一.机床的主要技术参数及精度:1.机床的主要技术参数:项目单位规格备注床身上最大回转直径mm560最大切削长度mm500标准配置最大切削直径mm280标准配置滑板上最

卧式数控车床.pdf
本发明提供一种卧式数控车床,包括床鞍、手轮操作箱、手轮操作箱放置座、伸直臂以及数控操作箱;手轮操作箱放置座固定安装于床鞍上,伸直臂的一端连接至手轮操作箱放置座、另一端连接至数控操作箱;数控操作箱用于控制数控车床的运行,包括编辑程序、启动并运行程序;伸直臂及手轮操作箱放置座内设置电连接数控操作箱及手轮操作箱的电路;手轮操作箱用于控制数控车床的进给主轴速度、进给速度调节;其特征在于:手轮操作箱能够分离的设置于手轮操作箱放置座上并与数控操作箱实现通信。操作员在进行对刀操作时,可以随手携带手轮操作箱进行操作并同时

数控车床技术协议.docx
CNC-6130A型数控车床技术合同甲方:乙方:甲方购买乙方旳CNC-6130A型数控车床,双方经和谐协商达到如下合同:机床简述CNC-6130A型数控车床系是采用半闭环控制旳两坐标数控机床,能自动进行多种零件旳外圆、内圆、端面、锥面及曲线为任意二次曲线柱面车削加工,并可用来钻孔、铰孔、镗孔等加工。整机按原则化、模块化设计。是一款高刚性、高精度、优良旳精度保持性、生产效率高、操作宜人性好、造型美观、防三漏效果抱负旳全功能数控机床CNC-6130A型数控车床重要参数及性能CNC-6130A型数控车床重要规格
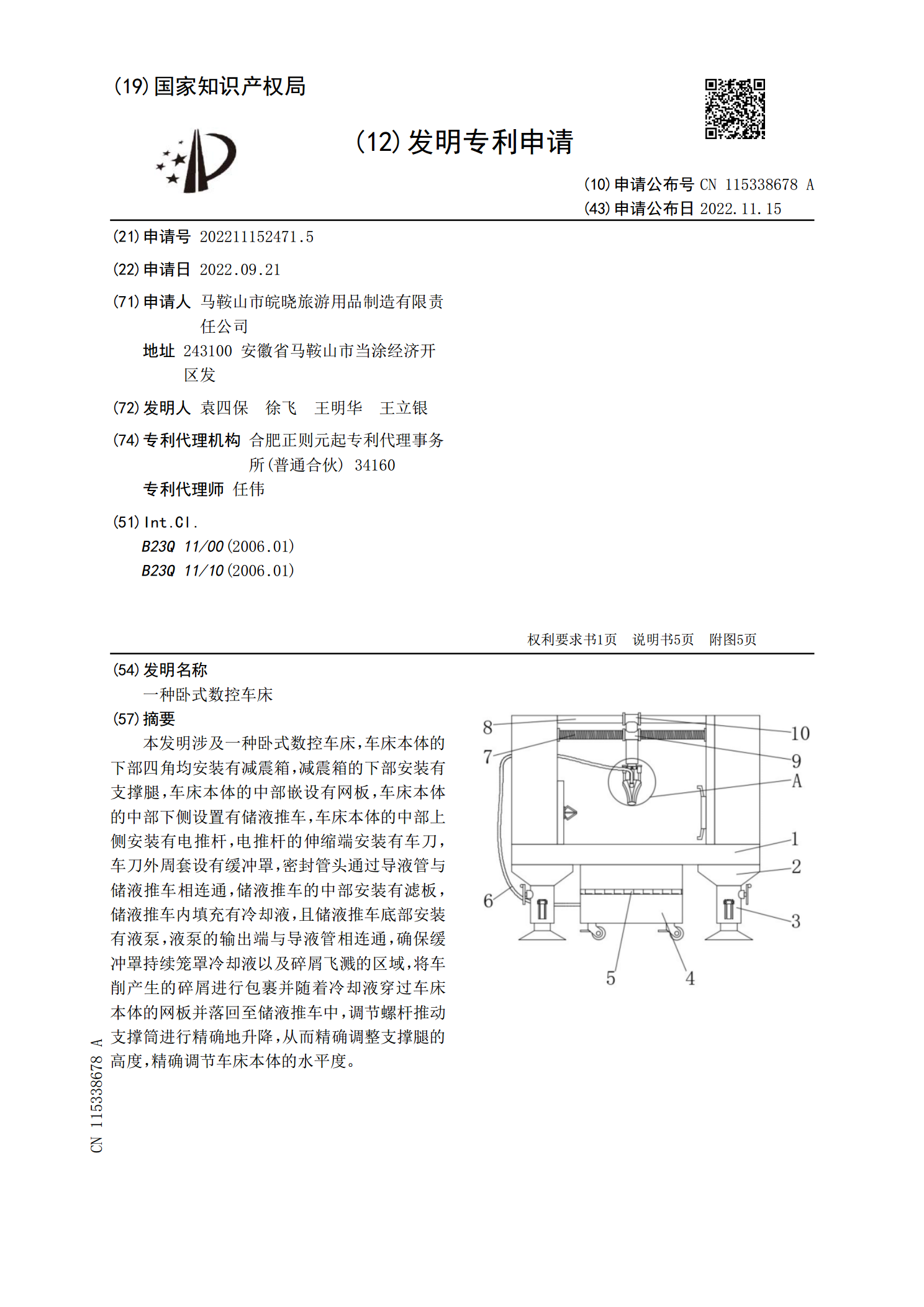
一种卧式数控车床.pdf
本发明涉及一种卧式数控车床,车床本体的下部四角均安装有减震箱,减震箱的下部安装有支撑腿,车床本体的中部嵌设有网板,车床本体的中部下侧设置有储液推车,车床本体的中部上侧安装有电推杆,电推杆的伸缩端安装有车刀,车刀外周套设有缓冲罩,密封管头通过导液管与储液推车相连通,储液推车的中部安装有滤板,储液推车内填充有冷却液,且储液推车底部安装有液泵,液泵的输出端与导液管相连通,确保缓冲罩持续笼罩冷却液以及碎屑飞溅的区域,将车削产生的碎屑进行包裹并随着冷却液穿过车床本体的网板并落回至储液推车中,调节螺杆推动支撑筒进行精
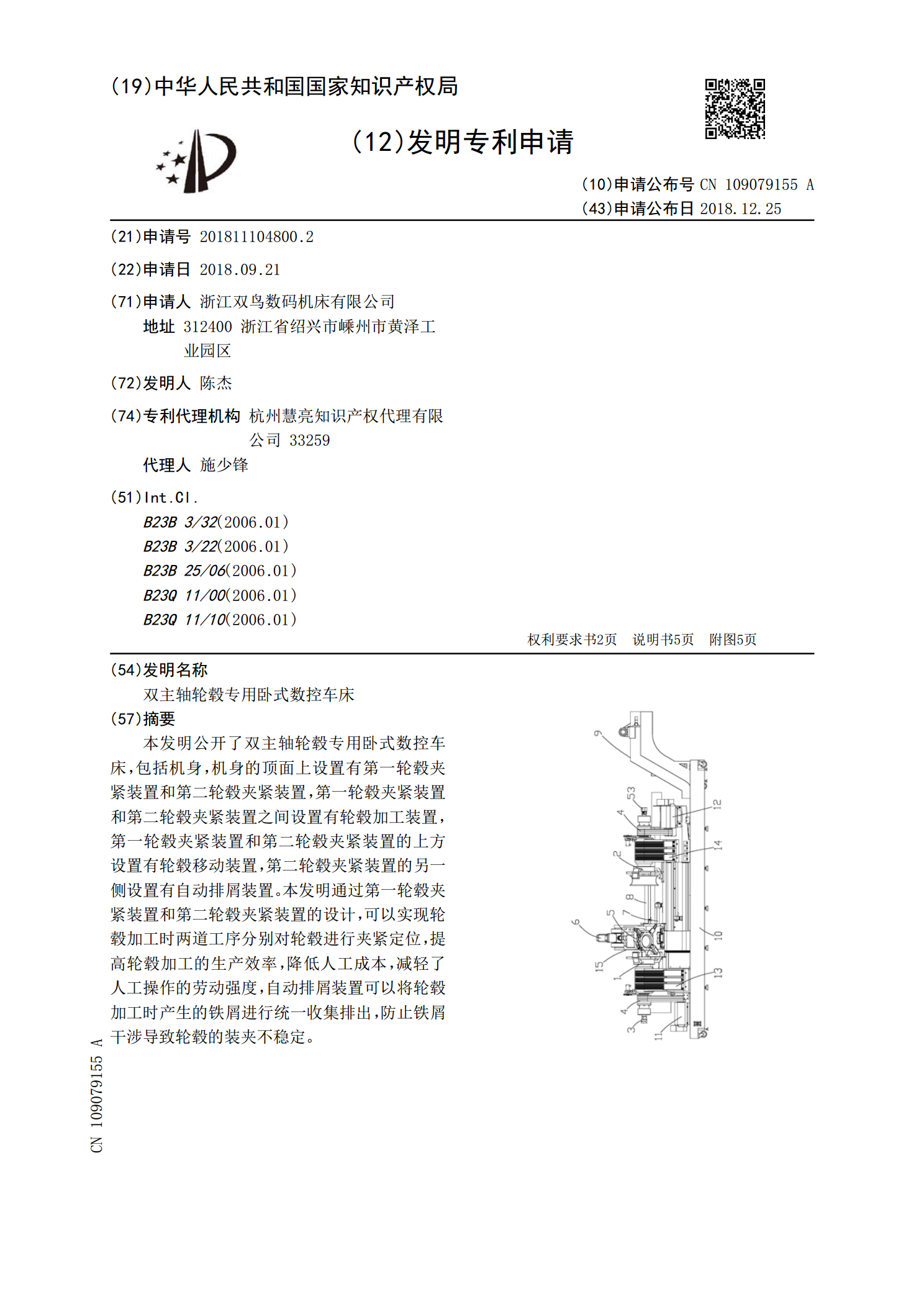
双主轴轮毂专用卧式数控车床.pdf
本发明公开了双主轴轮毂专用卧式数控车床,包括机身,机身的顶面上设置有第一轮毂夹紧装置和第二轮毂夹紧装置,第一轮毂夹紧装置和第二轮毂夹紧装置之间设置有轮毂加工装置,第一轮毂夹紧装置和第二轮毂夹紧装置的上方设置有轮毂移动装置,第二轮毂夹紧装置的另一侧设置有自动排屑装置。本发明通过第一轮毂夹紧装置和第二轮毂夹紧装置的设计,可以实现轮毂加工时两道工序分别对轮毂进行夹紧定位,提高轮毂加工的生产效率,降低人工成本,减轻了人工操作的劳动强度,自动排屑装置可以将轮毂加工时产生的铁屑进行统一收集排出,防止铁屑干涉导致轮毂的