
厚规格宽带钢卷取温度优化研究.pdf

qw****27


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

厚规格宽带钢卷取温度优化研究.docx
厚规格宽带钢卷取温度优化研究摘要:随着宽带钢在工业领域的广泛应用,对其生产过程中的控制和优化要求也越来越高。本文以厚规格宽带钢卷取温度优化研究为题目,对宽带钢卷取温度进行了深入的分析和研究。通过对现有文献的综述,总结了目前关于宽带钢卷取温度优化的研究方法和技术,并提出了一种基于控制方法的新思路。通过实验验证,证明了该方法的有效性和可行性,并为宽带钢卷取温度优化提供了新的参考。1.引言宽带钢是一种应用广泛的材料,在汽车制造、航空航天、电子通信等领域都有重要的应用。而宽带钢的质量直接受制于卷取温度的控制和优化

厚规格宽带钢卷取温度优化研究.docx
厚规格宽带钢卷取温度优化研究随着经济的发展,钢铁行业已经成为了国民经济的重要支柱之一。其中的宽带钢卷在现代工业中发挥着重要的作用,其广泛应用于建筑、制造业、交通运输等领域。而其中的卷取过程中的温度控制问题,直接影响到宽带钢卷的质量和出厂率。因此,本文旨在研究并优化厚规格宽带钢卷的卷取温度,以提高钢卷的质量和生产效益。一、厚规格宽带钢卷的卷取工艺及卷取温度控制宽带钢卷的卷取工艺包含四个方面,分别是起卷、整卷、精整、成卷。每个环节的温度控制对卷取产品的质量和数量都有着非常大的影响。在起卷过程中,辊床不应过热,
厚规格宽带钢卷取温度优化研究.pdf
2013年2月·第3O卷·第1期轧钢Feb.2O13Vo1.3ONo.1STEELR0LLING·33·厚规格宽带钢卷取温度优化研究陈煜,曹树卫,丁杰(安阳钢铁集团有限责任公司,河南安阳455004)摘要:针对安钢热轧厚规格宽带钢卷取温度命中率偏低的问题进行了分析,通过投用保温罩,改善精轧过程控制,优化带钢卷取温度控制模型,提高了厚规格宽带钢的卷取温度命中率,改善了产品的同卷性能均匀性。关键词:宽带钢;卷取温度;命中率;同卷性能中图分类号:TG335.55文献标识码:B文章编号:1003—9996(201
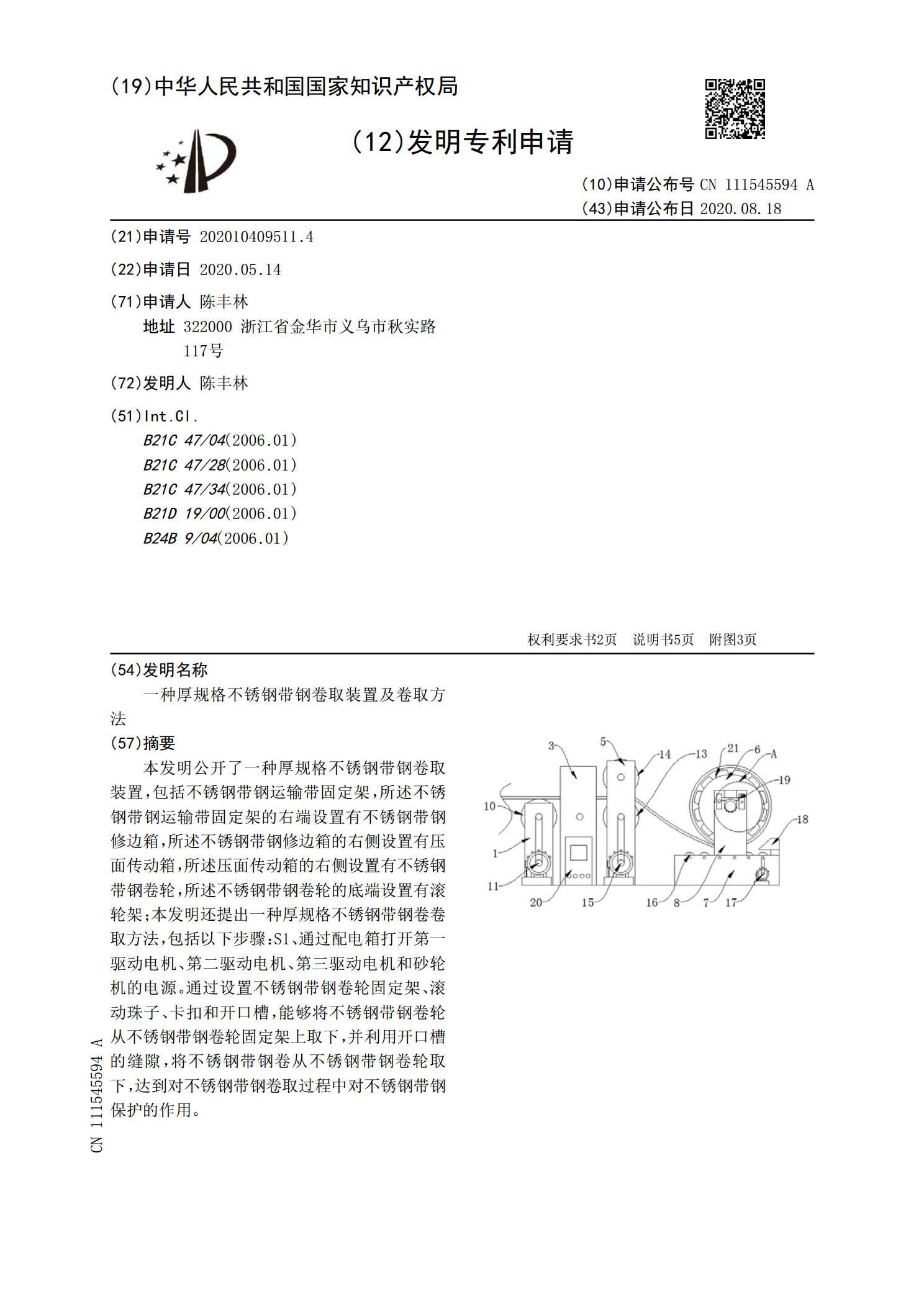
一种厚规格不锈钢带钢卷取装置及卷取方法.pdf
本发明公开了一种厚规格不锈钢带钢卷取装置,包括不锈钢带钢运输带固定架,所述不锈钢带钢运输带固定架的右端设置有不锈钢带钢修边箱,所述不锈钢带钢修边箱的右侧设置有压面传动箱,所述压面传动箱的右侧设置有不锈钢带钢卷轮,所述不锈钢带钢卷轮的底端设置有滚轮架;本发明还提出一种厚规格不锈钢带钢卷卷取方法,包括以下步骤:S1、通过配电箱打开第一驱动电机、第二驱动电机、第三驱动电机和砂轮机的电源。通过设置不锈钢带钢卷轮固定架、滚动珠子、卡扣和开口槽,能够将不锈钢带钢卷轮从不锈钢带钢卷轮固定架上取下,并利用开口槽的缝隙,将

热轧带钢卷取温度控制的研究.docx
热轧带钢卷取温度控制的研究热轧带钢卷取温度控制的研究摘要:热轧带钢卷取温度是决定产品质量的重要参数之一。本文通过回顾已有的研究成果,总结了热轧带钢卷取温度控制的重要性,并对所采用的控制方法进行了综合评述。结果表明,在热轧带钢卷取过程中,合理控制卷取温度可以有效地提高产品的机械性能和表面质量,并降低能源消耗和生产成本。不同的控制方法包括控制炉温、控制冷却速度和控制所用的辊轧方法等。本文还对热轧带钢卷取温度控制存在的问题和挑战进行了分析,并提出了未来的研究方向和发展趋势。关键词:热轧带钢、卷取温度、机械性能、