
电子工艺训练产品电装与焊接要求.ppt

qw****27


1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电子工艺训练产品电装与焊接要求.ppt
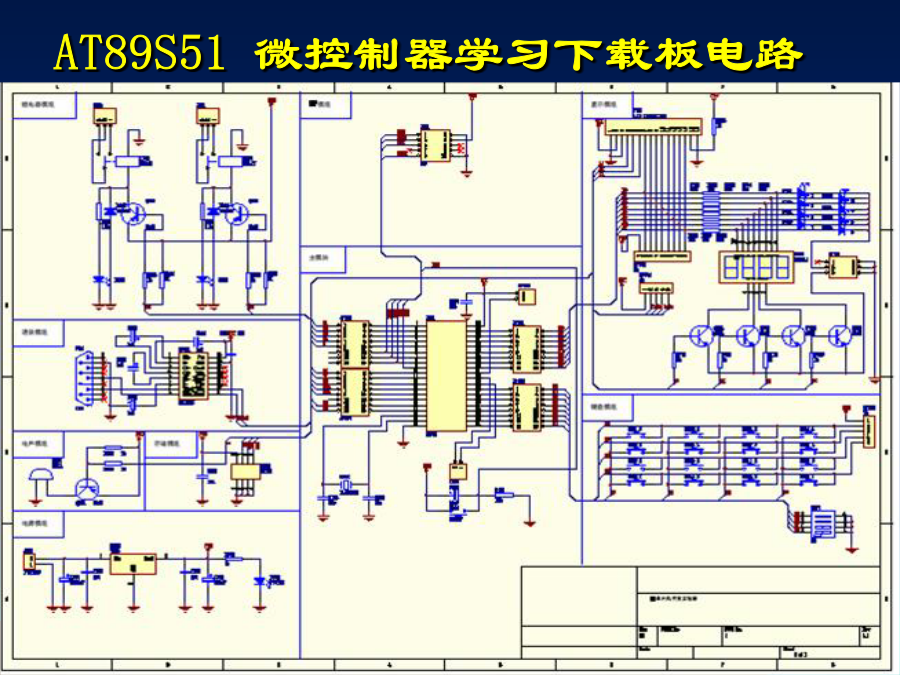
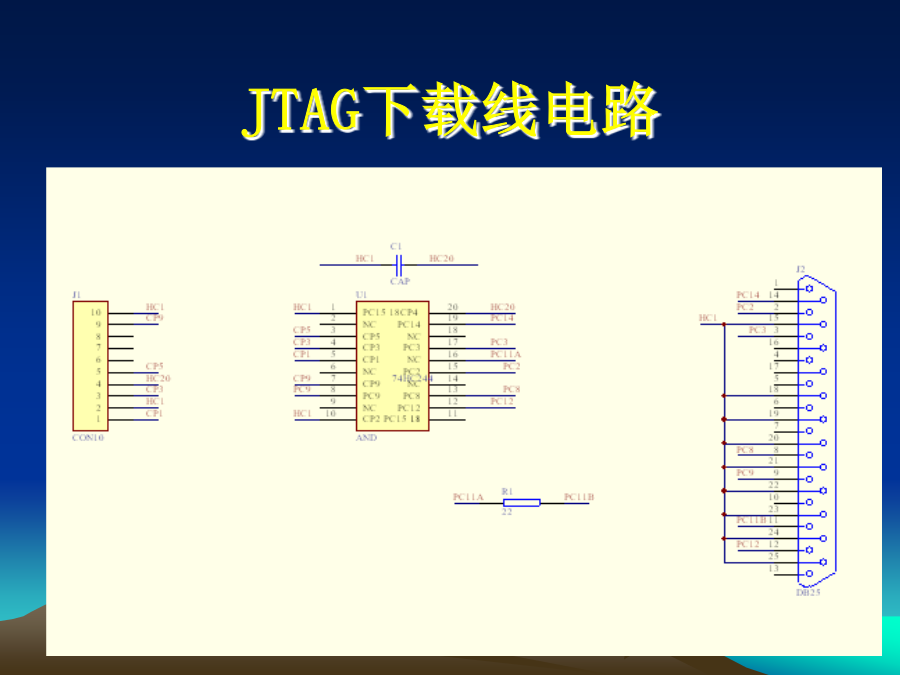
一、电子装配工艺要求同类元件安装高度必须一致,(原则上等于或略低于中频变压器的外壳高度)。外接导线排列要整齐,剥头裸露部分应尽量短,以免多露部分与其它元件或焊点相碰造成短路。多股导线应捻在一起镀锡后再进行焊接,以避免断股、散股。各紧固件要拧紧上牢。由于各位置所用的螺钉规格不同,应认真区分使其对号入座。二、电子焊接工艺要求AT89S51单片机电装工艺AT89S51单片机电装工艺AT89S51单片机电装工艺AT89S51微控制器学习下载板电路JTAG下载线电路
航天电子电气产品手工焊接工艺技术要求.pdf
标准介绍与实施《航天电子电气产品手工焊接工艺技术要求》标准修订与实施*张伟(航天标准化研究所,北京,100071)文摘:介绍航天行业标准《航天电子电气产品手工焊接工艺技术要求》的修订内容及修订原因与依据,并对标准的实施提出建议。关键词:电子装联;手工焊接;焊接工艺;航天行业标准。手工焊接工艺是航天产品电子装联过程中的根据航天系统目前手工焊接的实际需要,结合国一个重要环节,在航天产品中应用非常广泛。手外该领域标准化的最新发展进行修订,使修订后工焊接质量的优劣,直接影响到航天产品的质的标准技术先进、可操作性强

一种电子装联焊接工艺.pdf
本发明公开了一种电子装联焊接工艺,其包括以下步骤:步骤S1:激发等离子体,使用合适的工作气体按设定功率激发等离子体;步骤S2:等离子还原氧化膜,将激发出的所述等离子体喷射至所述电子装联的表面,从而能够对所述电子装联进行还原氧化膜,然后在所述电子装联的表面周围通惰性气体;步骤S3:喷微量助焊剂,利用超声波喷雾阀以合适的喷射气压来控制所述助焊剂的喷射面积和喷射质量;步骤S4:预热,将所述电子装联移动至预热区进行预加热;步骤S5:焊接,将所述电子装联移动至焊接区进行焊接。通过采用等离子还原氧化膜和喷涂微量助焊剂

电子产品焊接工艺.pptx
会计学4.1焊接的分类(fēnlèi)和锡焊原理熔焊(母材熔化)锡焊锡焊原理(yuánlǐ)锡焊的条件(tiáojiàn)4.2手工(shǒugōng)焊接(电烙铁铁的1、11三种(sānzhǒnɡ)握法:9安全使用并学会保养电烙铁电烙铁接通电源以后,一般烙铁头的温度能达到350℃以上,高档恒温电烙铁的尖端温度可以在200℃~480℃调节。不正确地使用电烙铁,可能导致烫伤或引发火灾等危险事故。为避免损坏电烙铁、保证操作环境及人身安全,应该严格遵守安全操作规则。并且,技术(jìshù)工人应该学会保养电烙铁

电子产品焊接工艺.doc
电子产品焊接工艺基本要求:①熟悉电子产品的安装与焊接工艺;②熟练掌握安装与手工焊接技术,能独立完成普通电子产品的安装与焊接。焊接工具一、电烙铁1、外热式电烙铁一般由烙铁头、烙铁芯、外壳、手柄、插头等部分所组成。烙铁头安装在烙铁芯内,用以热传导性好的铜为基体的铜合金材料制成。烙铁头的长短可以调整(烙铁头越短,烙铁头的温度就越高),且有凿式、尖锥形、圆面形、圆、尖锥形和半圆沟形等不同的形状,以适应不同焊接面的需要。2、内热式电烙铁由连接杆、手柄、弹簧夹、烙铁芯、烙铁头(也称铜头)五个部分组成。烙铁芯安装在烙铁