
冷轧辊制造工艺的进展.pdf

qw****27


1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冷轧辊制造工艺的进展.pdf
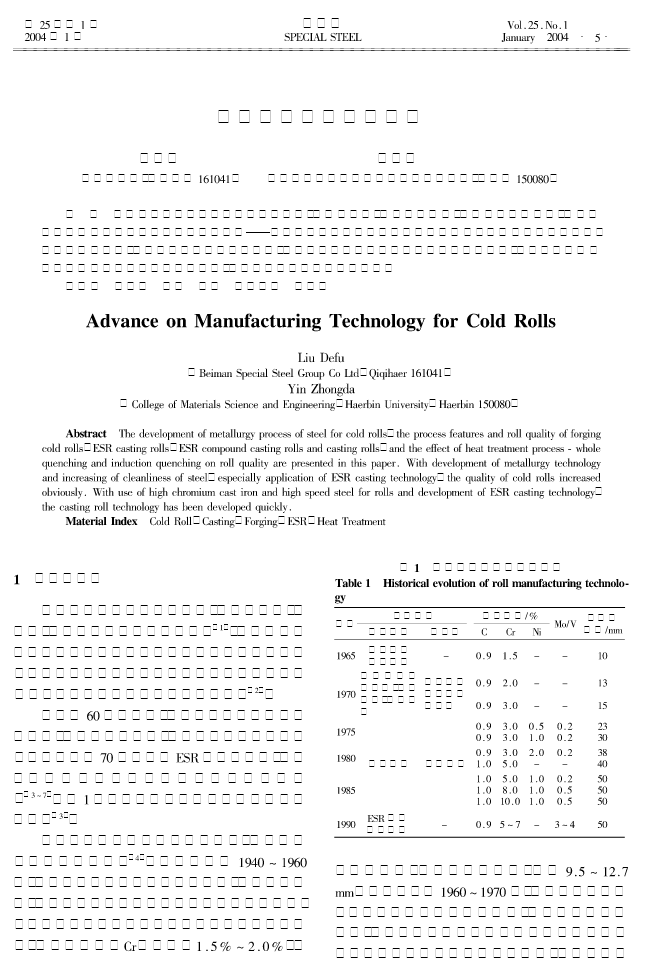
第Q%卷第!期特殊钢Z84MQ%MY8M!Q##$年!月1\C9]^’1ICC’_/0)/7HQ##$·%·!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!冷轧辊制造工艺的进展刘德富尹钟大(北满特钢,齐齐哈尔!"!#$!)(哈尔滨工业大学材料科学与工程学院,哈尔滨!%##&#)摘要叙述了冷轧辊用钢的冶炼工艺的发展,锻造冷轧辊、电渣熔铸轧辊、电渣熔铸复合轧辊、铸造轧辊的工艺特点和轧辊质量及热处理工艺———整体淬火和感应淬火对轧辊质量的
高速钢复合轧辊制造工艺研究新进展.pdf
高速钢复合轧辊制造工艺研究新进展ManufacturingHighSpeedComplex(1.镇江亚丰钢铁轧辊有限公司,江苏镇江212143;2.中国矿业大学材料科学与工程学院,江苏徐州221008)TheNewTechnologyofSteelRoller程都发生了根本的变似2J,具有很高的淬透性和高温硬度,其碳化物的类型以MC和M6C型为主,它们的2008年轧辊制造与应用国际研讨会丁家伟1丁刚1强颖怀z摘要:本文分析了目前国内外各种高速钢复合轧辊制造工艺的优缺点,对所研究开发的新型高速钢复合轧辊制造
制造及修复轧辊的电渣工艺.pdf
太钢译文··制造及修复轧辊的电渣工艺

冷轧辊制造新工艺.docx
冷轧辊制造新工艺冷轧辊制造新工艺摘要:冷轧辊是冷轧生产线中不可或缺的关键零部件,对于提高冷轧钢板的加工质量和生产效率起着至关重要的作用。本文针对传统冷轧辊制造工艺中存在的问题,提出了一种新的冷轧辊制造工艺。通过研究和分析,发现这种新工艺具有更高的生产效率和优异的辊体性能,可以满足现代冷轧生产对于产品质量和产能的要求。关键词:冷轧辊,制造工艺,辊体性能,生产效率引言:冷轧行业是现代钢铁工业中的一个重要组成部分,在钢铁生产和加工过程中发挥着极其重要的作用。冷轧辊作为冷轧钢带生产线上的关键设备,直接影响着冷轧钢

国外轧辊制造新工艺.docx
国外轧辊制造新工艺标题:国外轧辊制造新工艺摘要:本篇论文主要探讨了国外轧辊制造领域中的新工艺和技术发展。随着工业的不断发展和全球经济的繁荣,轧辊制造行业在全球范围内取得了显著的进展。国外先进的轧辊制造工艺不仅在提高效率和质量方面有突破,还对环保和节能方面做出了积极贡献。本文将重点探讨国外轧辊制造的新材料、新合金、新工艺以及国外的轧辊制造技术创新等方面的情况,并对其在我国轧辊制造领域的借鉴意义进行分析。一、引言轧辊作为轧机的重要零件,其制造质量和工艺水平直接影响到轧机的生产效率和产品质量。然而,传统的轧辊制