
氩弧焊工艺.ppt

qw****27

1/10

2/10
3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

氩弧焊工艺.ppt
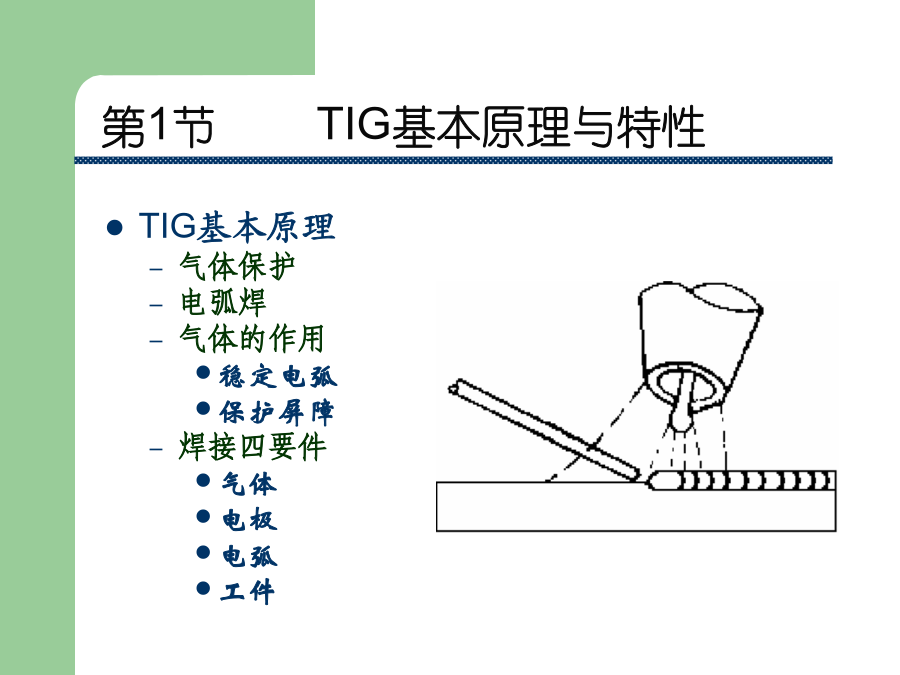
第1节TIG基本原理与特性第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺参数第2节TIG焊接工艺参数第2节TIG焊接工艺参数第2节TIG焊

氩弧焊工艺.doc
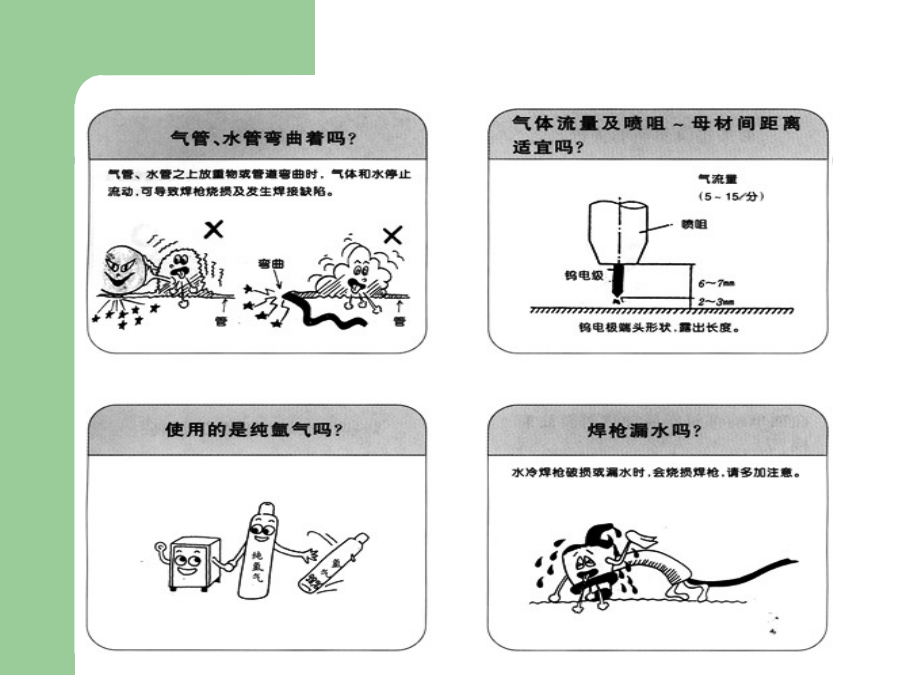
铝镁合金氩弧焊基础知识及焊接工艺参数氩弧焊接基础知识1、喷嘴至工件的距离为8~10mm。2、铝焊钨极外伸长度为2mm。3、钨极端部形状和电流范围/A钨极/mm尖端直径/mm尖端角度/(º)恒定电流/A脉冲电流/A2.40.83512~9012~1802.41.14515~15015~2503.21.16020~20020~3003.21.59025~25025~3504、添加焊丝时电弧长度一般为5~7mm。5、焊丝与待焊接工件的夹角一般为10°~15°,焊炬与待焊接工件的夹角一般为45°~55°。6、焊接

氩弧焊工艺.ppt
第1节TIG基本原理与特性第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺参数第2节TIG焊接工艺参数第2节TIG焊接工艺参数第2节TIG焊接工艺参数第3节其它TIG焊接方法第3节其它TIG焊接方法第3节其它TIG焊接方法活性剂TIG焊技术活性化TIG焊接(A-TIG焊)是一种在焊件表面涂敷一层活性剂的新型TIG焊方法,与常规TIG焊相比,其突出优点是能大幅度增加焊缝熔深,相应提高了焊接效率和节

氩弧焊工艺.ppt
第1节TIG基本原理与特性第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺第2节TIG焊接工艺参数第2节TIG焊接工艺参数第2节TIG焊接工艺参数第2节TIG焊接工艺参数第3节其它TIG焊接方法第3节其它TIG焊接方法第3节其它TIG焊接方法活性剂TIG焊技术活性化TIG焊接(A-TIG焊)是一种在焊件表面涂敷一层活性剂的新型TIG焊方法,与常规TIG焊相比,其突出优点是能大幅度增加焊缝熔深,相应提高了焊接效率和节
氩弧焊工艺规范.ppt
培训目录:一、氩弧焊简介、分类和特点:钨极氩弧焊按照不同的分类方式分为如下几种:项目钨极氩弧焊特点如下:1.优点:1.设备:手工钨极氩弧焊通常由焊接电源、焊接控制系统、焊枪、水冷系统及供气系统组成。水冷系统视焊枪许用电流而定大于150A须配水冷系统。如下图所示:a.焊接电源:焊接电源要求能够提供稳定的焊接电流减小或排除因弧长变化而引起的焊接电流波动。分直流、交流和脉冲式三种我公司主要用直流电源。b.控制箱和引弧装置控制箱主要安装焊接时序控制电路如控制提前送气、滞后停气、引弧、电流通断、电