
铁路货车转向架用摇枕铸造凝固模拟及工艺优化.pdf

qw****27

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铁路货车转向架用摇枕铸造凝固模拟及工艺优化.pdf
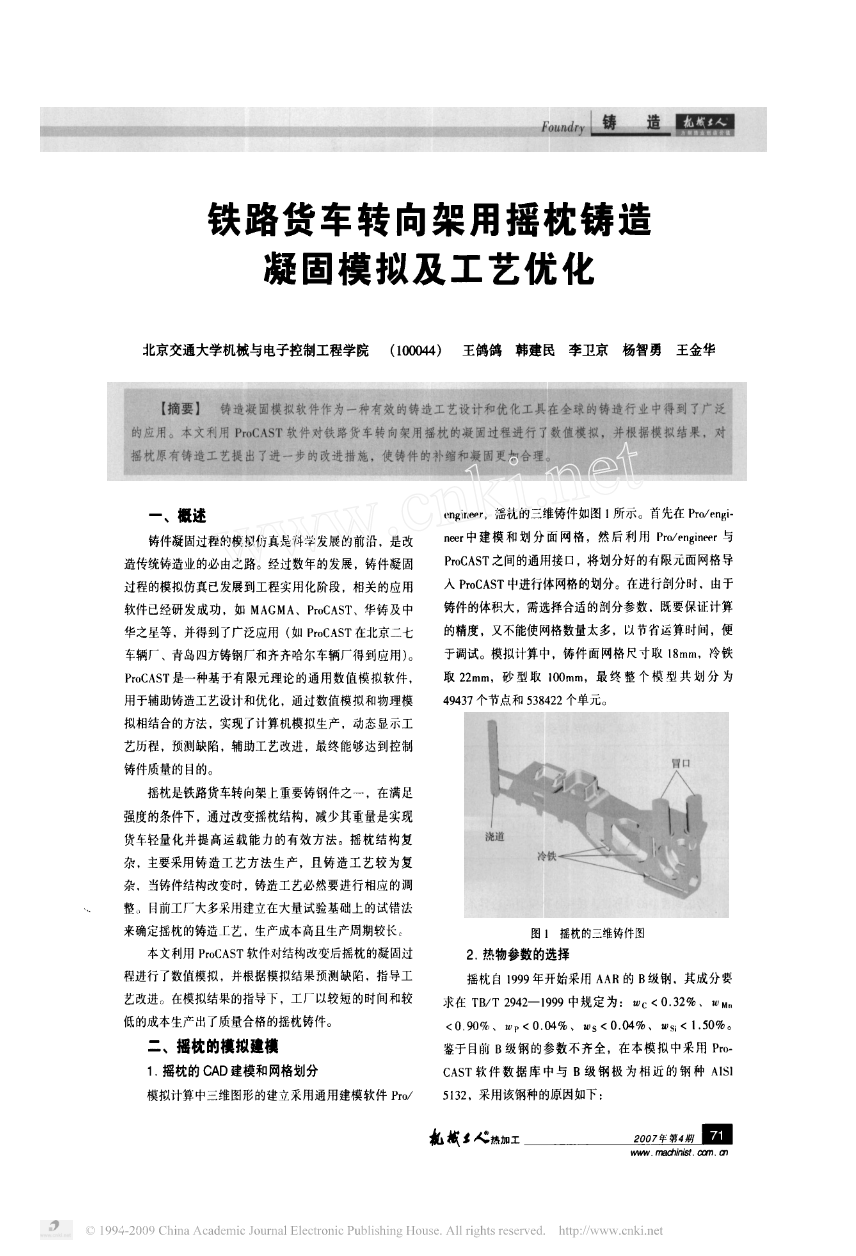
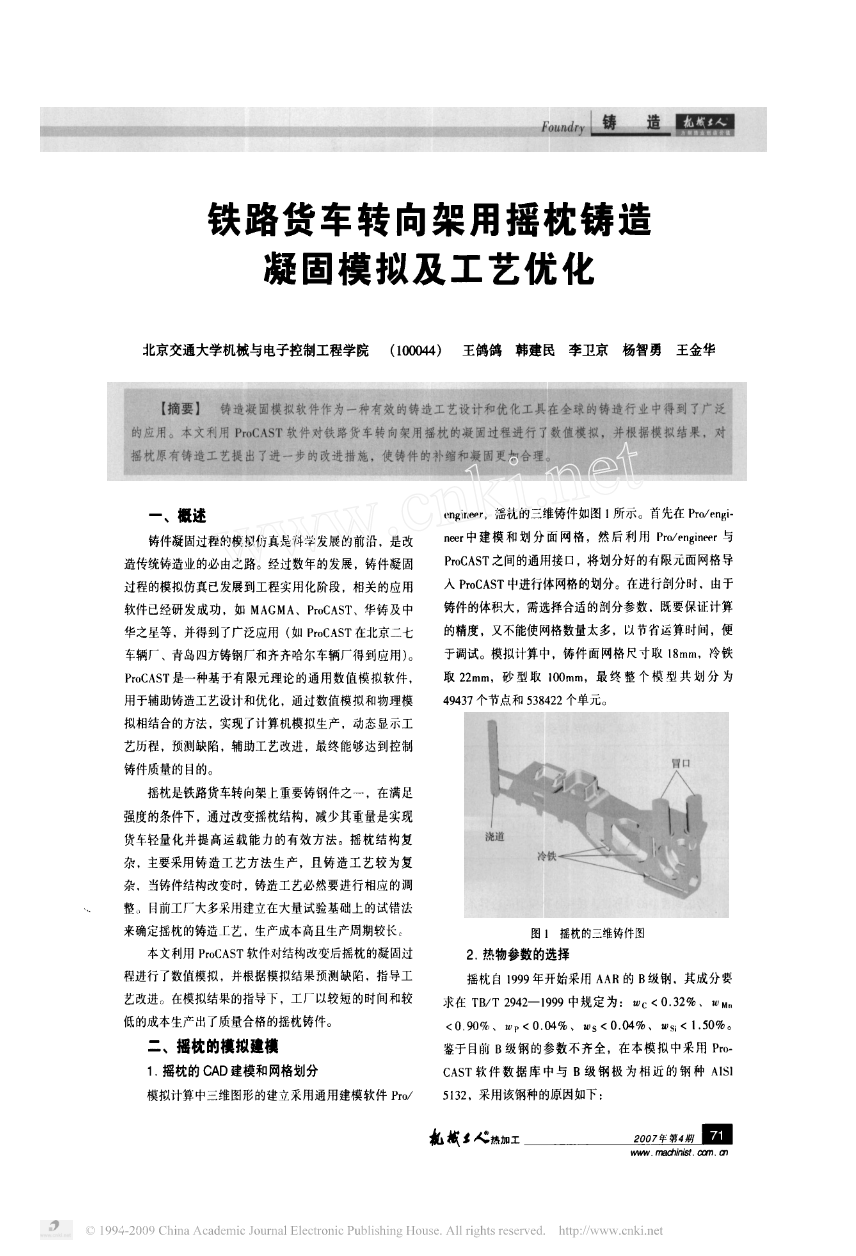
铁路货车转向架用摇枕铸造凝固模拟及工艺优化北京交通大学机械与电子控制工程学院闷王鸽鸽韩建民李卫京杨智勇王金华。一、概述,摇枕的三维铸件如图所示首先在幻,铸件凝固过程的模拟仿真是科学发展的前沿,是改,中建模和划分面网格然后利用,与,造传统铸造业的必由之路。经过数年的发展,铸件凝固之间的通用接口将划分好的有限元面网格导。,过程的模拟仿真已发展到工程实用化阶段,相关的应用人中进行体网格的划分在进行剖分时由于,,软件已经研发成功,如、、华铸及中铸件的体积大需选择合适的剖分参数既要保证计算,,,华之星等,并得到了广

货车转向架摇枕铸造过程数值模拟研究.docx
货车转向架摇枕铸造过程数值模拟研究题目:货车转向架摇枕铸造过程数值模拟研究摘要:本文以货车转向架摇枕铸造过程为研究对象,采用数值模拟方法,利用有限元软件进行分析,对摇枕铸造过程进行模拟研究。通过建立摇枕铸造模型、确定铸造工艺参数、分析热传导和流动行为等,得到摇枕铸造过程中温度场、应力场和变形场等关键参数的分布情况。通过数值模拟研究,可以为货车转向架摇枕的设计和生产提供理论依据和参考。关键词:货车转向架;摇枕;铸造;数值模拟;温度场;应力场;变形场第一章引言1.1研究背景货车转向架作为重要的承载部件,其性能

货车转向架摇枕铸造过程数值模拟研究的开题报告.docx
货车转向架摇枕铸造过程数值模拟研究的开题报告一、研究背景及意义货车转向架摇枕是其中一个重要组件,其主要作用是转换载荷和安装车轮。然而在运行过程中,货车转向架摇枕存在着易磨损、易开裂、易脱落、易疲劳破坏等问题,严重影响其使用寿命和安全性能。因此,研究货车转向架摇枕铸造过程的数值模拟方法,对货车转向架摇枕的设计、材料选择和制造工艺等方面都有着重要的意义和价值。同时,更加准确地预测货车转向架摇枕的疲劳寿命和安全性能,可以提高其实际使用寿命和安全性能,降低维修成本,也将为货车制造业的发展提供支持。二、研究内容本研

货车转向架摇枕铸造过程数值模拟研究的综述报告.docx
货车转向架摇枕铸造过程数值模拟研究的综述报告货车转向架摇枕是货车的重要组成部分,其质量和性能直接影响着货车行驶的安全和稳定性。为了提升货车转向架摇枕的质量和性能,数值模拟已成为研究该领域的一种重要方法。本文将从摇枕铸造过程数值模拟的意义、研究现状和发展趋势三个方面进行综述,以期对该领域的研究者提供参考和帮助。一、意义货车转向架摇枕的铸造过程决定着其内部组织和形貌,而内部组织和形貌又直接影响着摇枕的力学性能和耐久性。因此,对铸造过程进行数值模拟可以深入掌握摇枕的内部组织和形貌,进而探索其力学性能和耐久性的变

货车转向架摇枕铸造过程数值模拟研究的中期报告.docx
货车转向架摇枕铸造过程数值模拟研究的中期报告本次中期报告主要介绍对货车转向架摇枕铸造过程的数值模拟研究的进展情况,涉及模型建立和仿真计算等内容。一、模型建立1.1模型几何对于货车转向架摇枕铸造过程的数值模拟,需要建立一整套复杂的三维模型。基于对实际结构的观察和分析,建立了包含转向架、摇枕等多个零部件的三维实体模型。1.2网格划分网格划分是数值模拟前的重要步骤,直接影响仿真计算精度和效率。针对该模型,采用了Tetra网格划分方法进行离散化处理。通过选择合适的网格密度和质量参数,确保网格质量良好,同时保证模型