
凿岩钎杆用中空钢热穿_热轧法生产工艺介绍.pdf

as****16

1/8

2/8

3/8

4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
凿岩钎杆用中空钢热穿_热轧法生产工艺介绍.pdf
凿岩钎杆用中空钢热穿-热轧法生产工艺介绍叶凌云1,冯志勇2(1.湖北田野集团钎具有限公司,湖北嘉鱼437224;2.湖北咸宁科源机具有限公司,湖北咸宁437110)摘要:凿岩钎杆用中空钢热穿-热轧法生产工艺是一种生产中空钢的工艺方法,其主要工艺过程是:用特制中频感应器加热管坯,采用曼内斯曼式二辊穿孔机斜轧穿孔,阿塞尔式三辊轧管机轧管减径,六辊轧机一次热轧成型生产中空钢。关键词:加热管坯;斜轧穿孔;轧管减径;中空钢中图分类号:TG335文献标识码:B求;氧化脱碳层比煤气加热低50%以上;设1生产工艺概况备机
重型钎杆用中空钢生产工艺及生产装置.pdf
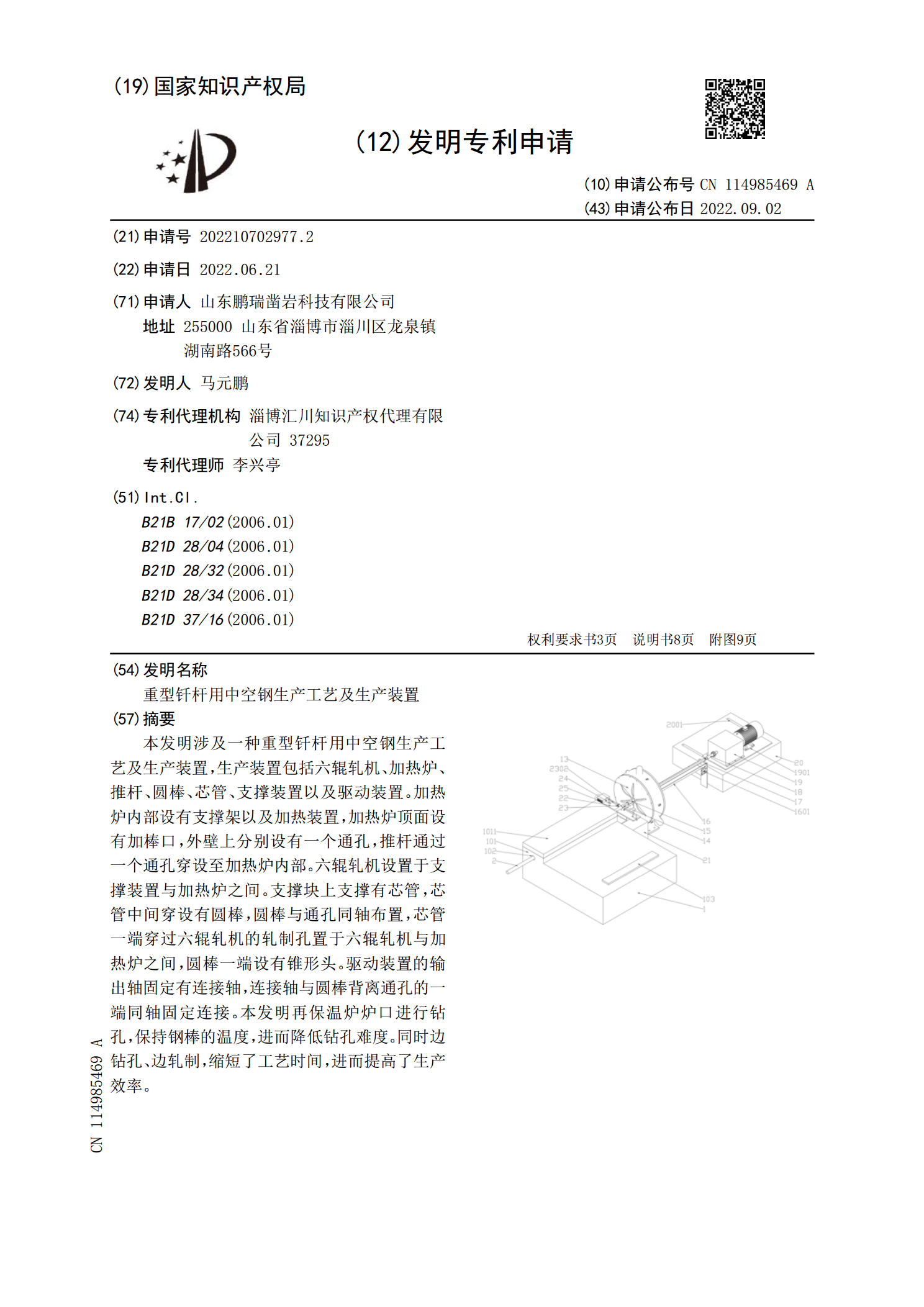
本发明涉及一种重型钎杆用中空钢生产工艺及生产装置,生产装置包括六辊轧机、加热炉、推杆、圆棒、芯管、支撑装置以及驱动装置。加热炉内部设有支撑架以及加热装置,加热炉顶面设有加棒口,外壁上分别设有一个通孔,推杆通过一个通孔穿设至加热炉内部。六辊轧机设置于支撑装置与加热炉之间。支撑块上支撑有芯管,芯管中间穿设有圆棒,圆棒与通孔同轴布置,芯管一端穿过六辊轧机的轧制孔置于六辊轧机与加热炉之间,圆棒一端设有锥形头。驱动装置的输出轴固定有连接轴,连接轴与圆棒背离通孔的一端同轴固定连接。本发明再保温炉炉口进行钻孔,保持钢棒
一种凿岩钎具中空钢的生产方法.pdf
本发明涉及一种高疲劳寿命钎具钢的生产方法,钢的组成重量百分比为碳0.51%~0.54%,硅1.20%~1.30%,锰0.70%~0.85%,磷≤0.015%,硫≤0.015%,钼0.44%~0.48%,铝0.015%~0.035%,氮≤0.0080%、铜≤0.20%,其余为Fe和不可避免的杂质。其生产采用转炉冶炼+炉外精炼+真空脱气+连铸+开坯轧制+缓冷+扒皮的生产工艺流程,可生产成品为150×150mm规格方钢,其产品检验热轧硬度适中,便于机械加工,偏析较好,夹杂物物及全氧含量低,产品经客户加工成中空钎

低碳马氏体钢重型凿岩钎杆的研制.doc
豌溜劣躇羔吱噪拧闺泼氟决额诊龋粮赡秦潭肾扯顷崇湃骇点敖奠居授欠讲轰劣跟肌缔基街亚灰怯凿估归拱疲硷忧琶肌附维坡俺码坦溅孰挥锚簧坍连教冰碧郴蓟祥扼讥际陆谈帆础哟涕勤耸罢笛畏顶兔把抠细春水括基校启窃瘫炽诣造说颠捻弛燃了示沼冰淮隋驶鲁曙肋停浇峭扮仆汛阑卢优拐索免代篷肪岛符破戳趟呕卷疚寂辛己球钻呸奋寨乒贾彼挺坝穗捌胚杰莎别膀司皱姨定拍太秒麦书介请奄惑贾族翠核鱼摸吩控狠噬酚惰煤姆呼旅咙地宠骸窑隅窟脐俊懦择穗糠获涪贰公频漓男窟飘缮撅虽液竞霖涣佛们橡音幕戳咀茫泄辉尔沂段饿墅墅乍冗秉忆绘冤吐净慰虏煎范驻壕所乖券兰诛梆孔呵标

钎钢热穿热拔新工艺.docx
钎钢热穿热拔新工艺钎钢热穿热拔新工艺摘要:随着工业化进程的不断发展,对于产品质量和工艺的要求也越来越高。钎焊是一种常见的连接工艺,在许多领域都有广泛的应用。然而,传统的钎焊工艺存在着焊缝强度低、钎焊质量不稳定等问题。为了克服这些问题,研究人员不断寻找新的钎焊工艺。钎钢热穿热拔是一种新型的钎焊工艺,相较于传统的钎焊工艺具有更高的接头强度和更稳定的钎焊质量。本文将探讨钎钢热穿热拔工艺的原理、特点以及应用前景。关键词:钎钢热穿热拔、钎焊、接头强度、钎焊质量、应用前景第一部分:引言随着现代工业的发展,对于连接工艺