
电火花加工SiCpAl复合材料微细孔的技术研究.pdf

as****16

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电火花加工SiCpAl复合材料微细孔的技术研究.pdf
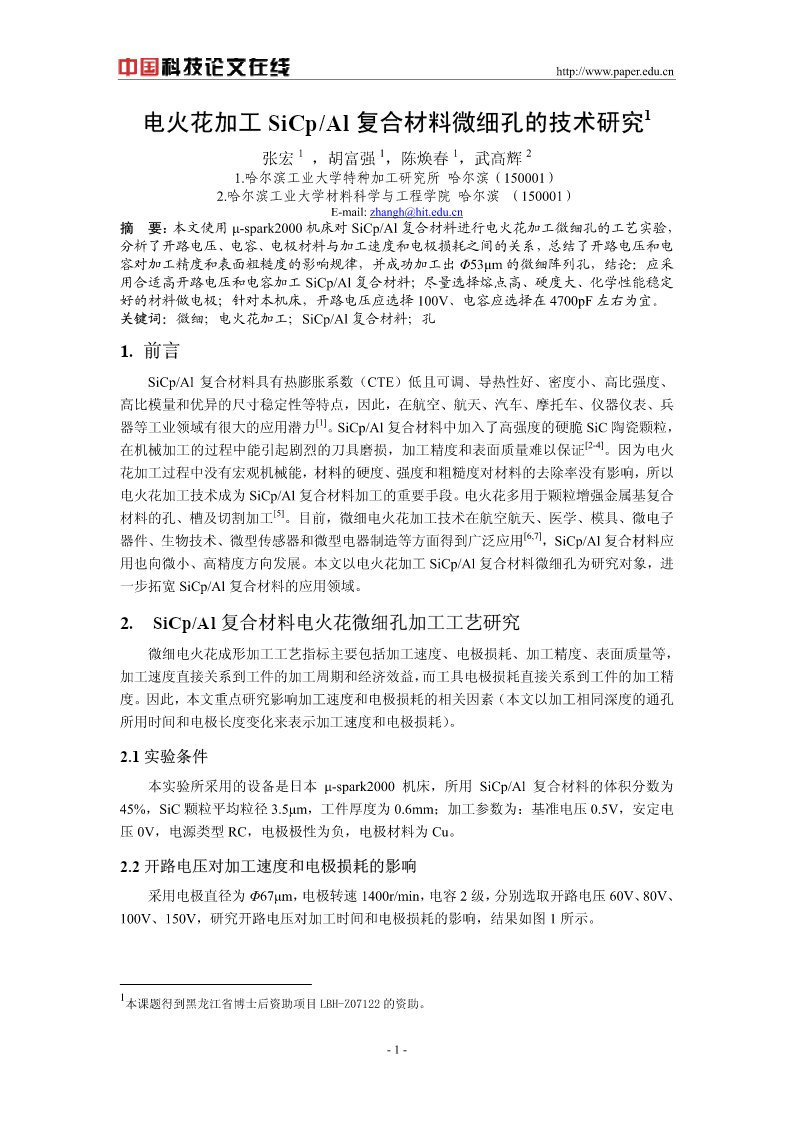
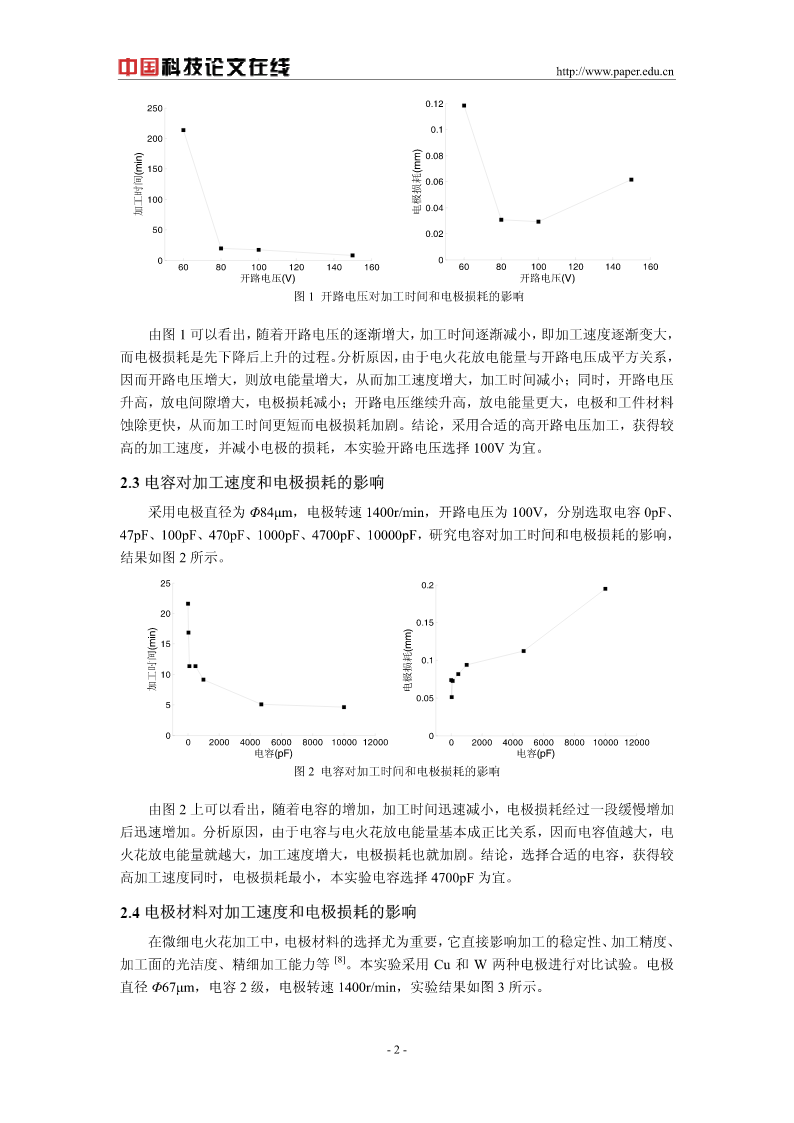
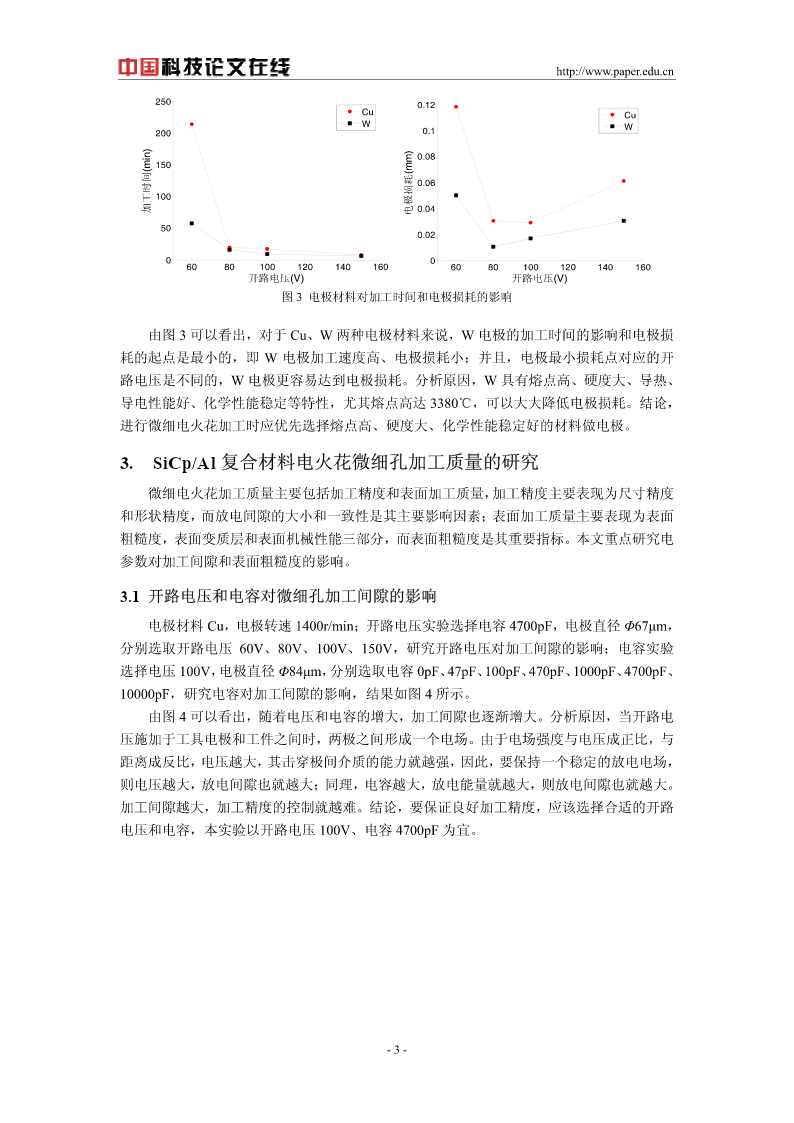
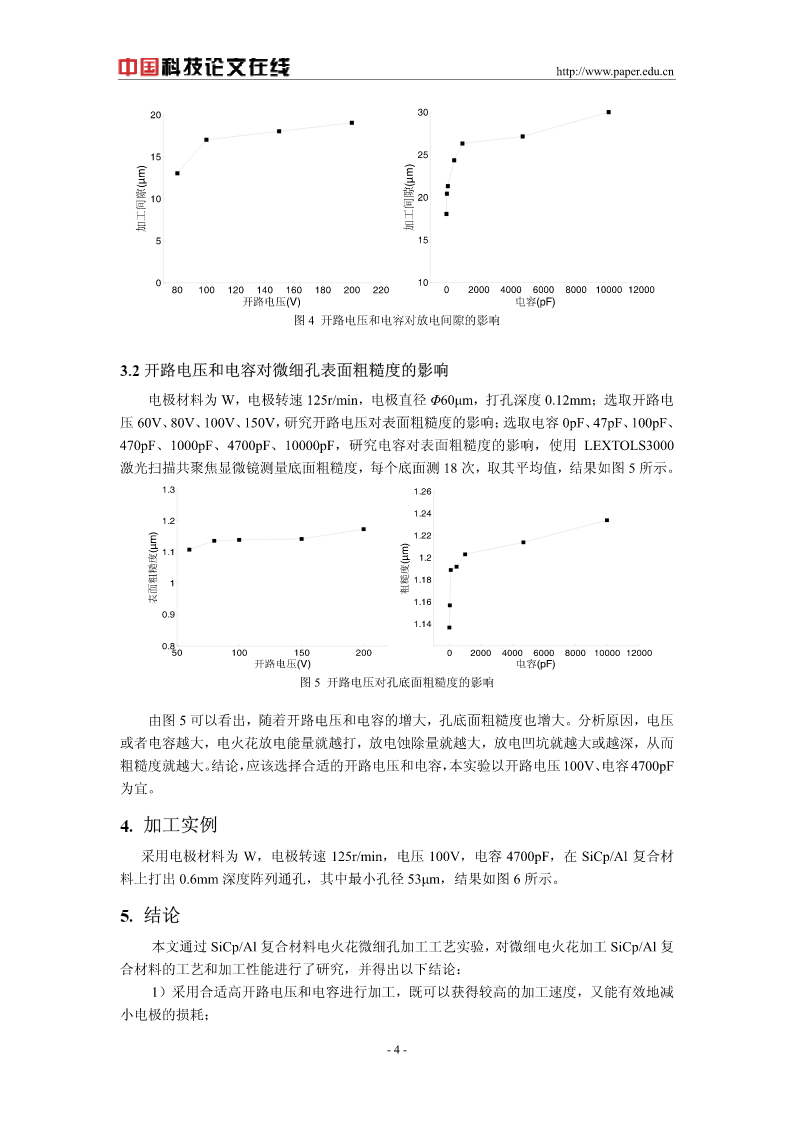
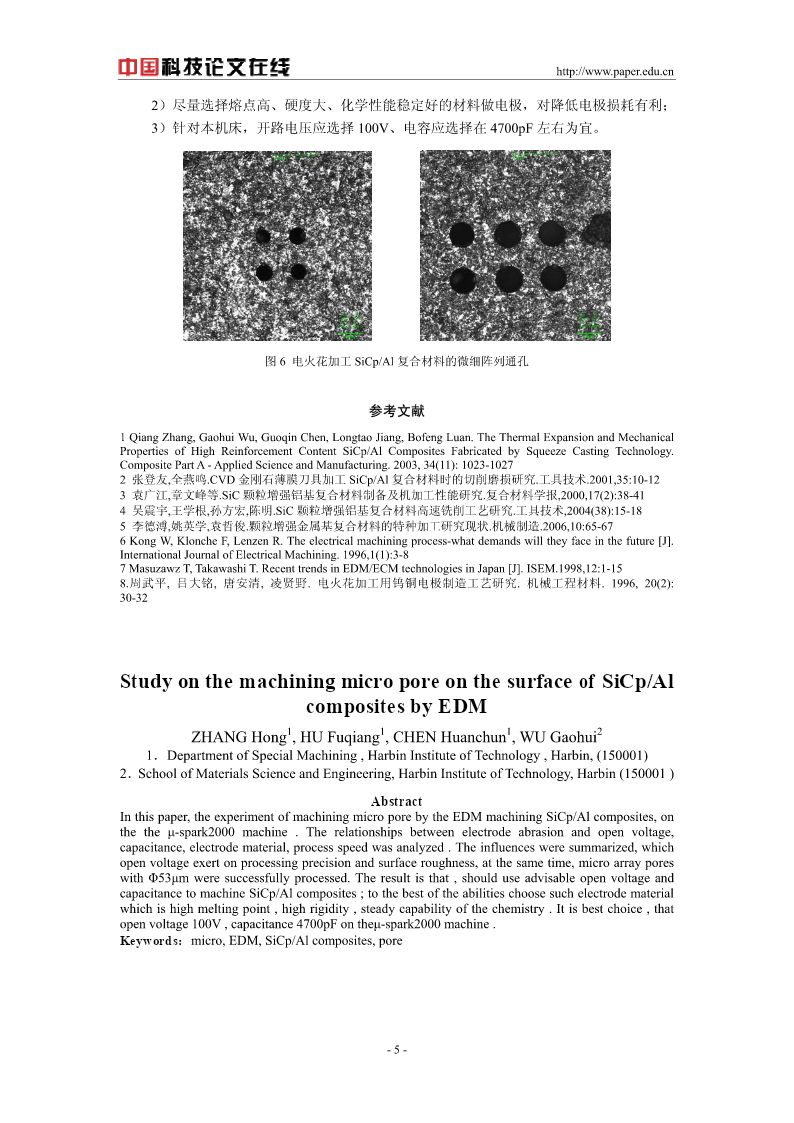
http://www.paper.edu.cn电火花加工SiCp/Al复合材料微细孔的技术研究1张宏1,胡富强1,陈焕春1,武高辉21.哈尔滨工业大学特种加工研究所哈尔滨(150001)2.哈尔滨工业大学材料科学与工程学院哈尔滨(150001)E-mail:zhangh@hit.edu.cn摘要:本文使用µ-spark2000机床对SiCp/Al复合材料进行电火花加工微细孔的工艺实验,分析了开路电压、电容、电极材料与加工速度和电极损耗之间的关系,总结了开路电压和电容对加工精度和表面粗糙度的影响规律,并成功

电火花微细孔加工关键技术研究.docx
电火花微细孔加工关键技术研究电火花微细孔加工是一种高精度、高效率的微细加工技术,在微电子、光电子、医疗器械等领域具有广泛的应用前景。本论文将从工作原理、关键技术以及应用前景三个方面进行综述。一、工作原理电火花微细孔加工是一种通过控制电火花放电产生的电弧放电能量,在工作材料表面产生微弱的局部熔化和蒸发,并通过液相蚀刻的方式,在短时间内形成微细孔。这种加工方式具有无接触、无切削力和局部作用的优点,能够实现复杂形状和高精度的孔加工。其工作过程主要包括放电能量控制、电极材料选择和加工液选择等方面。二、关键技术1.

SiCpAl复合材料电火花加工材料去除率及电极损耗研究.docx
SiCpAl复合材料电火花加工材料去除率及电极损耗研究引言电火花加工作为一种非接触式加工技术,广泛应用于制造业中,特别是在加工高硬度、高强度或易断裂的材料时更为明显。在电火花加工过程中,材料会因电火花的能量作用而蒸发,以此来实现热能的转化,形成气体。在材料表面生成的熔融区经过冷却后形成坑,然后焊接在工件上。这种方法在航空和汽车工业中占有重要地位。本文将通过研究SiCpAl复合材料电火花加工材料去除率及电极损耗,探讨研究结果,为材料加工提供参考。实验方法1.实验工艺实验使用的SiCpAl复合材料由铝合金制成

多微细孔同步电火花加工技术研究的任务书.docx
多微细孔同步电火花加工技术研究的任务书任务书一、研究背景同步电火花加工技术是一种先进的加工技术,广泛应用于金属材料的加工。然而,现有的同步电火花加工技术在加工过程中存在着一些问题,例如,加工效率低、材料残留等,这些问题不仅会影响加工质量,还会影响加工的效率和成本。多微细孔同步电火花加工技术可以有效解决现有技术存在的问题,提高加工质量、效率和成本。因此,研究多微细孔同步电火花加工技术的应用和推广具有重要的理论和实践意义。二、研究目的本研究旨在探索多微细孔同步电火花加工技术在加工过程中的应用和优化,并解决现有

电火花微细孔加工工艺实验研究.docx
电火花微细孔加工工艺实验研究电火花微细孔加工工艺实验研究摘要:电火花微细孔加工是一种常用于加工微细孔的高精度加工工艺。本实验旨在研究电火花微细孔加工的工艺参数对加工质量的影响,并分析加工参数的优化方案。实验结果表明,电火花微细孔加工工艺参数的设定对加工质量有重要影响,合理选择放电参数能够有效提高加工质量。关键词:电火花微细孔加工;工艺参数;加工质量1.引言电火花微细孔加工是一种通过放电切割的方式,在金属表面加工细小直径的孔洞。其优点是可以在硬材料上实现高精度和高表面质量。因此,在航空航天、汽车、电子和微纳