
碳纤维增强复合材料结构钻削工艺.pdf

as****16

1/7
2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

碳纤维增强复合材料结构钻削工艺.pdf
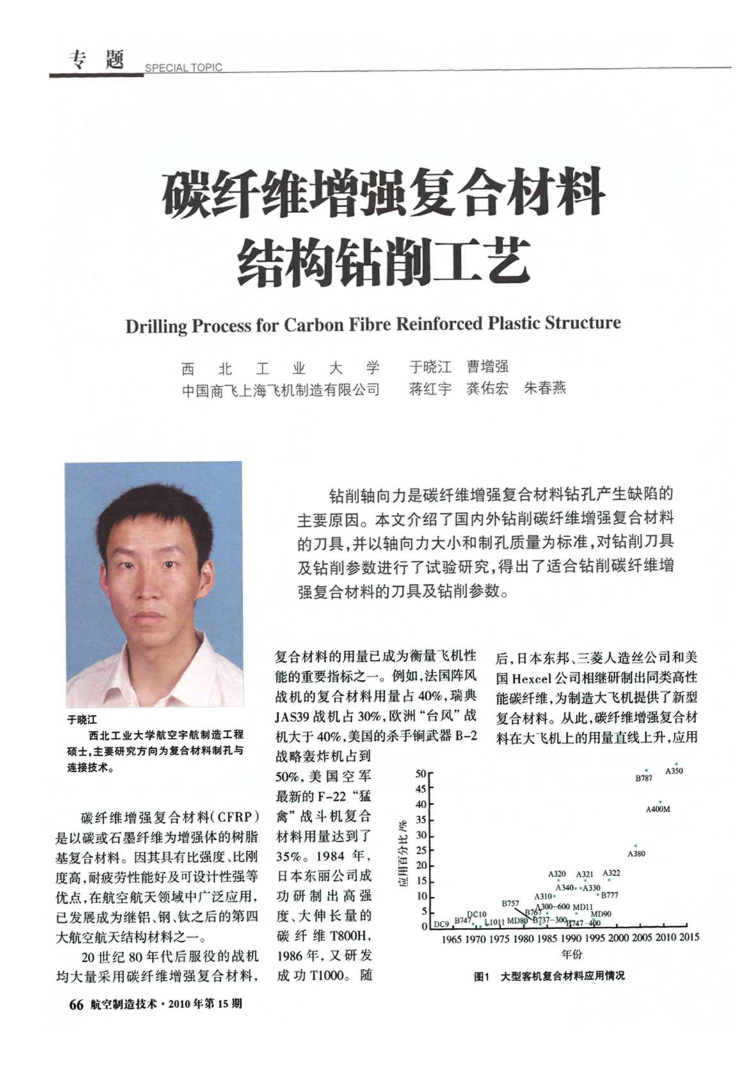
万方数据万方数据⋯一盘碳纤维增强复合材料结构钻削工艺一¨~。蒋红宇龚佑宏朱春燕钴削轴向力是碳纤维增强复合材苹}}钻孔产生缺陷的主要原因。本文介绍了国内外钻削碳纤维增强复合材料的刀具,并以轴向力大小和制孔质量为标准。对钻削刀具及钻削参数进行了试验研究.得出了适合钻削碳纤维增强复合材料的刀具及钻削参数。哪!9701975198019851990I钾5DrillingProcessforCarbonFibreReinforcedPlasticStructure学于晓江曹增强中国商飞上海飞机制造有限公司度高.耐疲

金刚石涂层钻头钻削碳纤维增强复合材料的工艺.docx
金刚石涂层钻头钻削碳纤维增强复合材料的工艺1.引言碳纤维增强复合材料的广泛应用,使得对该材料的加工也越来越重要。然而,碳纤维增强复合材料在机械加工中往往会出现表面剥离、断纤、甚至烧毁等问题,使得加工质量不能得到保证。为了克服这些问题,金刚石涂层钻头被广泛应用于碳纤维增强复合材料的钻削和加工中。本文主要探讨金刚石涂层钻头钻削碳纤维增强复合材料的工艺。2.碳纤维增强复合材料的特性碳纤维增强复合材料有着高的比强度、比刚度和腐蚀性能,广泛应用于航空、航天、汽车、建筑等领域。但由于其高硬度和脆性,机械加工难度大,容

碳纤维增强复合材料钛合金叠层结构钻削仿真研究.pptx
碳纤维增强复合材料钛合金叠层结构钻削仿真研究目录添加章节标题碳纤维增强复合材料钛合金叠层结构概述碳纤维增强复合材料的特性钛合金的特性叠层结构的设计原理叠层结构的应用场景钻削仿真研究方法钻削过程的物理模型有限元分析方法数值模拟的实现过程仿真结果的可靠性验证钻削仿真结果分析切削力分析切削温度分析切屑形态分析材料去除机理分析钻削参数优化与实验验证钻削参数对切削力的影响钻削参数对切削温度的影响钻削参数对切屑形态的影响实验验证与结果对比分析钻削仿真研究结论与展望研究结论总结研究成果的应用前景研究的局限性与展望THA

碳纤维增强复合材料新钻型钻削制孔试验研究.pptx
添加副标题目录PART01材料的物理和化学性质材料的加工难度材料的钻削性能PART02钻型的设计原理钻型的优化目标优化方法的选择优化结果的评价PART03试验设备与工具试验方法与步骤试验参数的设定试验过程的控制PART04钻削力分析钻削温度分析钻削表面质量分析钻削效率分析PART05结论总结研究成果的应用前景未来研究方向感谢您的观看

基于碳纤维增强复合材料的航空构件铣削与钻削加工研究.docx
基于碳纤维增强复合材料的航空构件铣削与钻削加工研究摘要:碳纤维增强复合材料作为一种重要的高性能材料,具有很强的强度、刚度、耐热性和轻量化等优点,被广泛应用于航空航天、汽车、船舶等领域。然而,由于其高剪切力、低导热系数、脆性和易振动等特性,使得碳纤维增强复合材料难以精准铣削与钻削。因此,本文主要探讨了碳纤维增强复合材料的铣削、钻削特性、工具选择和加工参数优化等方面,以提高其加工效率和质量。研究表明,采用高速钨钢或阳极铝钛合金等切削工具、降低切削速度、提高进给速度、减小切削深度和切削宽度等方式可以有效减少碳纤