
木塑复合材料成型工艺及影响因素的研究.pdf

as****16


1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

木塑复合材料成型工艺及影响因素的研究.pdf
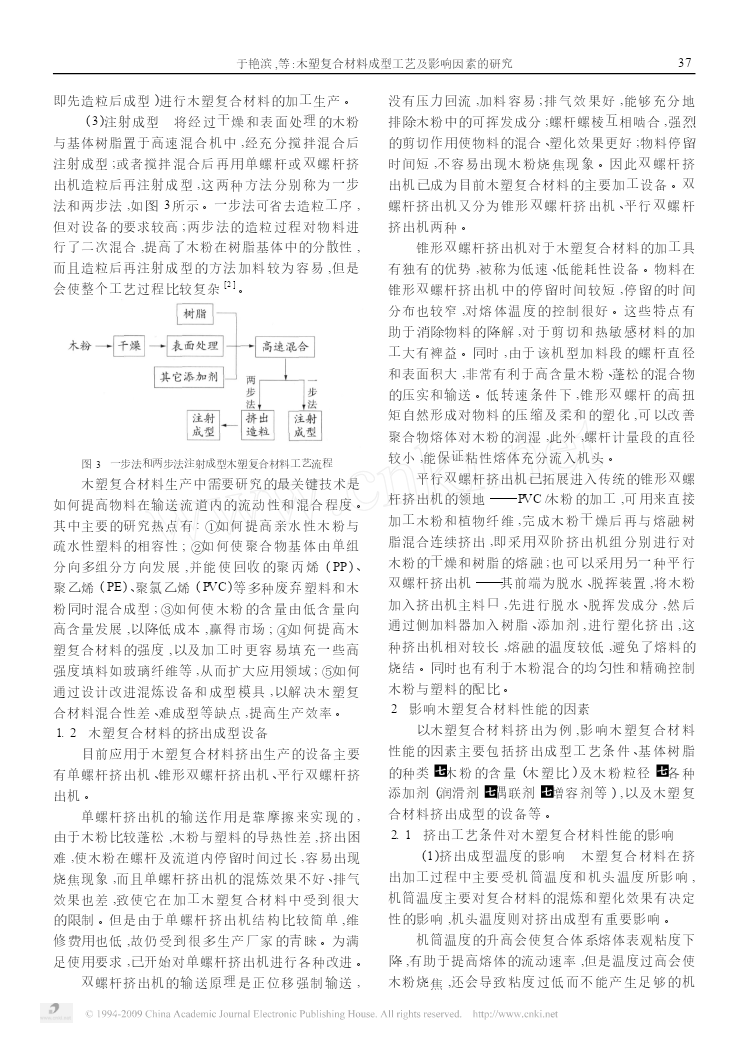
63工程塑料应用2008年,第36卷,第11期木塑复合材料成型工艺及影响因素的研究于艳滨唐跃姜蔚(青岛科技大学机电工程学院,青岛266061)摘要论述了木塑复合材料的成型工艺,着重对影响木塑复合材料挤出成型性能的因素如成型设备、工艺条件、基体树脂种类、木粉含量及木粉粒径、添加剂等进行了相应的分析,为深入开展木塑复合材料的加工研究提供了分析资料。关键词木塑复合材料挤出注塑木粉木塑复合材料是以木质纤维(木粉、稻壳、秸秆入到模具中,然后利用油压机压制成型,它分为冷料等)和塑料(多为废弃热塑性塑料)为主要原料,经
木塑复合材料挤出成型工艺及性能的研究_李思远.pdf
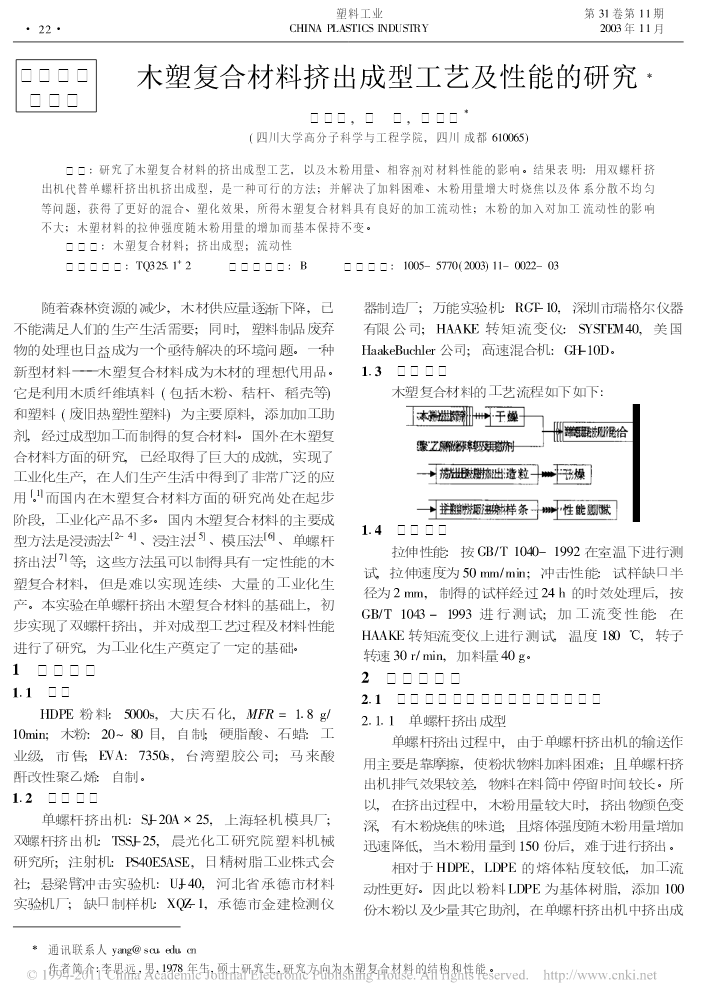
塑料工业第31卷第11期�22�CHINAPLASTICSINDUSTRY2003年11月成型加工木塑复合材料挤出成型工艺及性能的研究��与设备李思远,杨�伟,杨鸣波�(四川大学高分子科学与工程学院,四川成都610065)��摘要:研究了木塑复合材料的挤出成型工艺,以及木粉用量、相容剂对材料性能的影响。结果表明:用双螺杆挤出机代替单螺杆挤出机挤出成型,是一种可行的方法;并解决了加料困难、木粉用量增大时烧焦以及体系分散不均匀等问题,获得了更好的混合、塑化效果,所得木塑复合材料具有良好的加工流动性;木粉的加入
高档木塑复合材料挤出成型工艺及装备的研究_徐绍宏.pdf
��塑�料高档木塑复合材料挤出成型工艺及装备的研究2007年�36卷�第2期高档木塑复合材料挤出成型工艺及装备的研究*徐绍宏,江�波(北京化工大学机电工程学院,北京�100029)��摘要:介绍了木塑复合材料挤出成型研究的背景和国内外研究的现状,给出了最新研发的高档木塑制品的性能测试数据及加工成型工艺。研究了在使用自制的专用设备和专用助剂的情况下,水分处理工艺、木粉处理工艺、助剂协同处理工艺和模具涂覆对制品性能的影响。关键词:木塑复合材料;木粉;加工工艺;产品中图分类号:TQ321.5�文献标识码:A�文

浅谈木塑复合材料挤出加工工艺参数对成型性能的影响.docx
浅谈木塑复合材料挤出加工工艺参数对成型性能的影响随着环保意识的提高以及对木材资源的限制,木塑复合材料得到了越来越广泛的应用。木塑复合材料是一种以木粉或木屑为主要原料,与热塑性树脂、添加剂等混合制成的新型复合材料。在制造过程中,挤出加工是最主要的工艺方法。而挤出加工的工艺参数将直接决定木塑复合材料的成型性能。因此,本文将从木塑复合材料的成型性能出发,探讨挤出加工工艺参数对成型性能的影响,并提出相应的优化解决方案。1.木塑复合材料的成型性能木塑复合材料是一种优良的环保材料,其不仅具有木材的外观和手感,还具有热
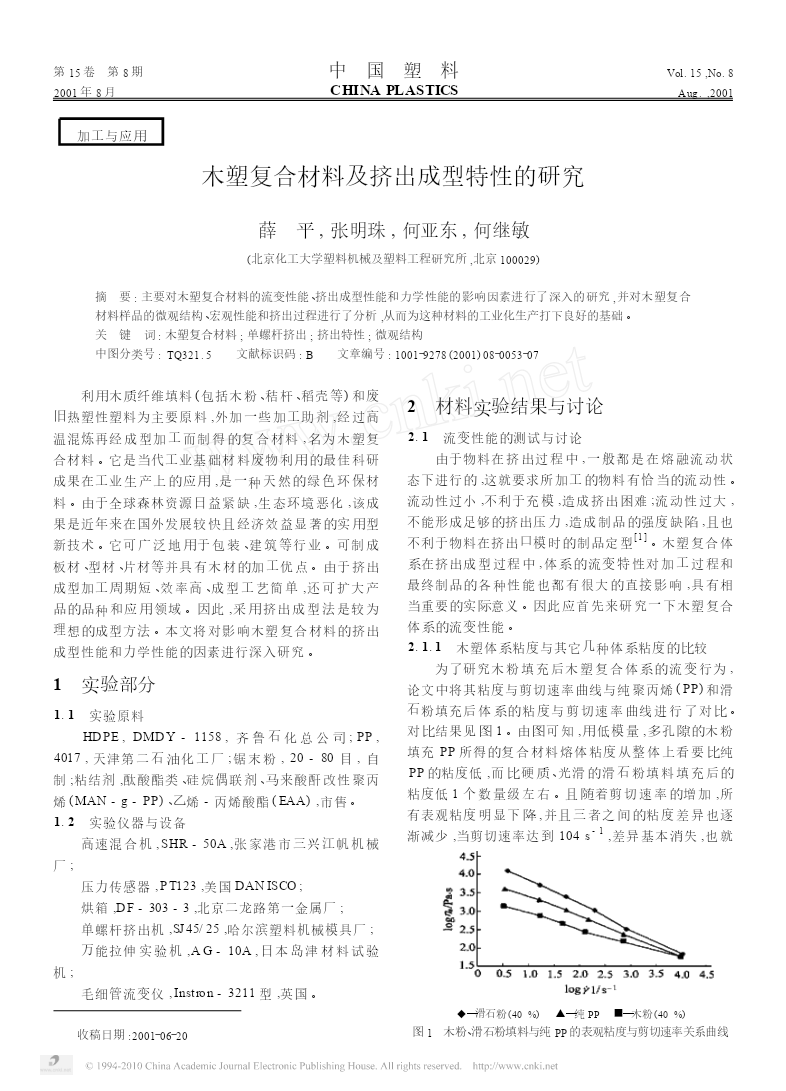
木塑复合材料及挤出成型特性的研究.pdf
第15卷第8期中国塑料Vol.15,No.82001年8月CHINAPLASTICSAug.,2001加工与应用木塑复合材料及挤出成型特性的研究薛平,张明珠,何亚东,何继敏(北京化工大学塑料机械及塑料工程研究所,北京100029)摘要:主要对木塑复合材料的流变性能、挤出成型性能和力学性能的影响因素进行了深入的研究,并对木塑复合材料样品的微观结构、宏观性能和挤出过程进行了分析,从而为这种材料的工业化生产打下良好的基础。关键词:木塑复合材料;单螺杆挤出;挤出特性;微观结构中图分类号:TQ321.5文献标识码: