
一种薄壁镍基合金工件外侧壁的精密铣削加工方法.pdf

冬易****娘子

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种薄壁镍基合金工件外侧壁的精密铣削加工方法.pdf
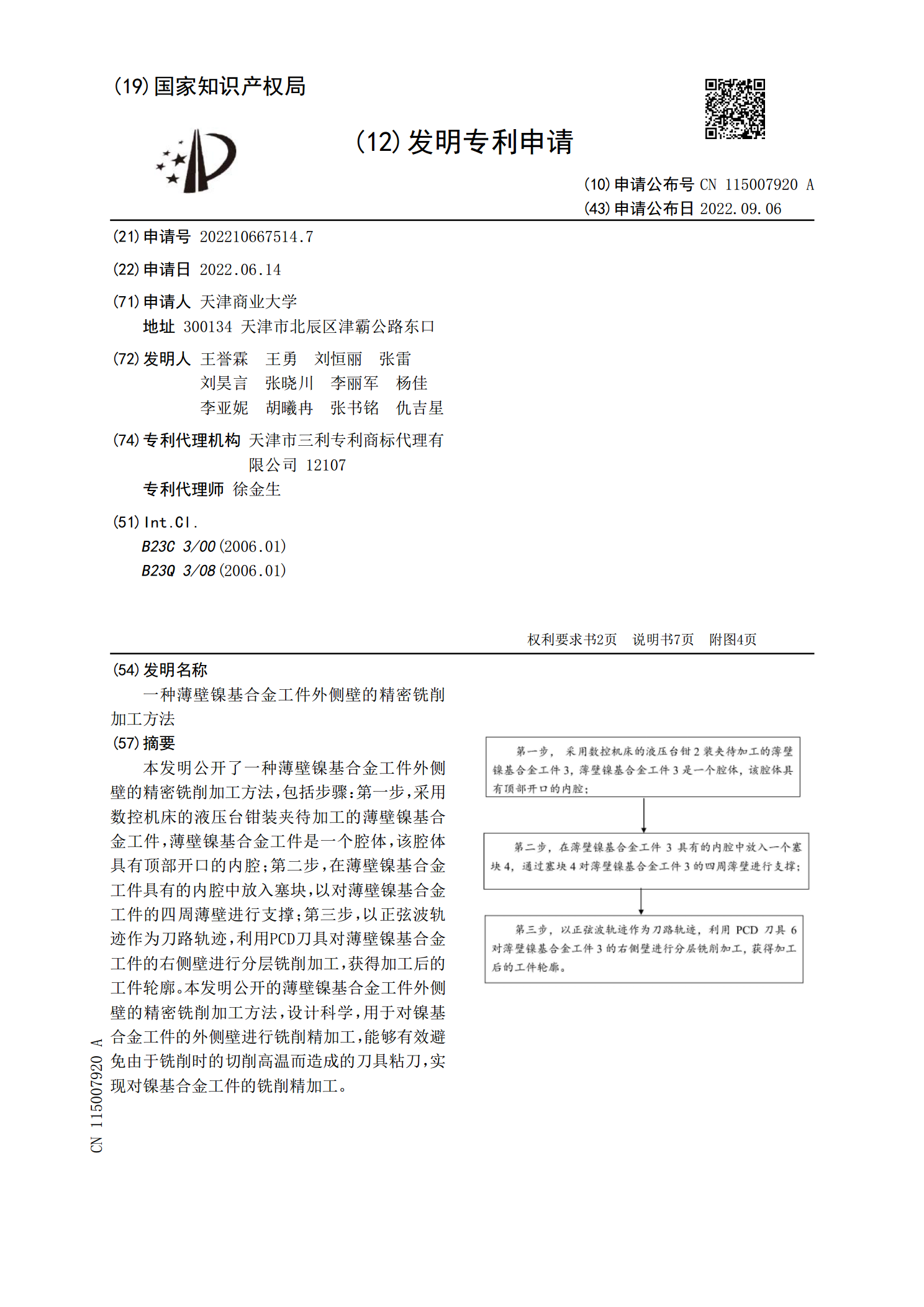
本发明公开了一种薄壁镍基合金工件外侧壁的精密铣削加工方法,包括步骤:第一步,采用数控机床的液压台钳装夹待加工的薄壁镍基合金工件,薄壁镍基合金工件是一个腔体,该腔体具有顶部开口的内腔;第二步,在薄壁镍基合金工件具有的内腔中放入塞块,以对薄壁镍基合金工件的四周薄壁进行支撑;第三步,以正弦波轨迹作为刀路轨迹,利用PCD刀具对薄壁镍基合金工件的右侧壁进行分层铣削加工,获得加工后的工件轮廓。本发明公开的薄壁镍基合金工件外侧壁的精密铣削加工方法,设计科学,用于对镍基合金工件的外侧壁进行铣削精加工,能够有效避免由于铣削
镍基高温合金铣削装置及铣削方法.pdf
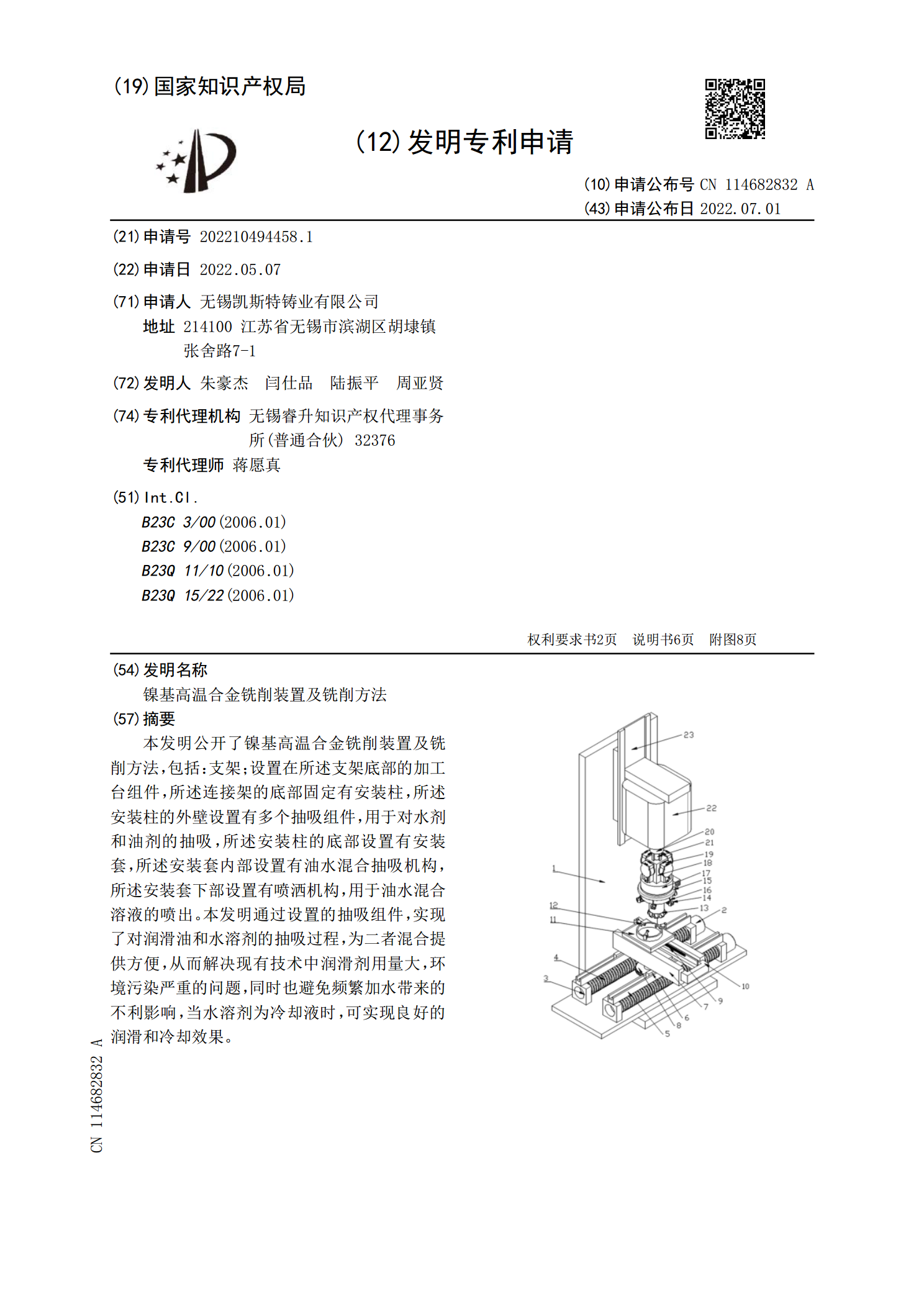
本发明公开了镍基高温合金铣削装置及铣削方法,包括:支架;设置在所述支架底部的加工台组件,所述连接架的底部固定有安装柱,所述安装柱的外壁设置有多个抽吸组件,用于对水剂和油剂的抽吸,所述安装柱的底部设置有安装套,所述安装套内部设置有油水混合抽吸机构,所述安装套下部设置有喷洒机构,用于油水混合溶液的喷出。本发明通过设置的抽吸组件,实现了对润滑油和水溶剂的抽吸过程,为二者混合提供方便,从而解决现有技术中润滑剂用量大,环境污染严重的问题,同时也避免频繁加水带来的不利影响,当水溶剂为冷却液时,可实现良好的润滑和冷却效

薄壁叶片精密铣削加工变形补偿方法.pdf
本发明提出了一种薄壁叶片精密铣削加工变形补偿方法,首先提取垂直于参数v向的叶片截面,按照初始三维模型对叶片进行加工后,测量各个截面上的误差均值,作为该截面的初次补偿量,对各个截面进行初次补偿后,重构叶片三维模型,并按照重构后的叶片三维模型对叶片进行加工,测量各个截面上的误差最大值,计算各个截面精确变形补偿量,再以精确变形补偿量对各个截面进行补偿后,二次重构叶片三维模型,按照二次重构后的叶片三维模型对叶片进行加工,测量各个截面上的误差是否满足设计要求。本发明有利于提高叶片的加工精度,有利于提高叶片的表面轮廓
用于加工工件内侧壁的铣削装置.pdf
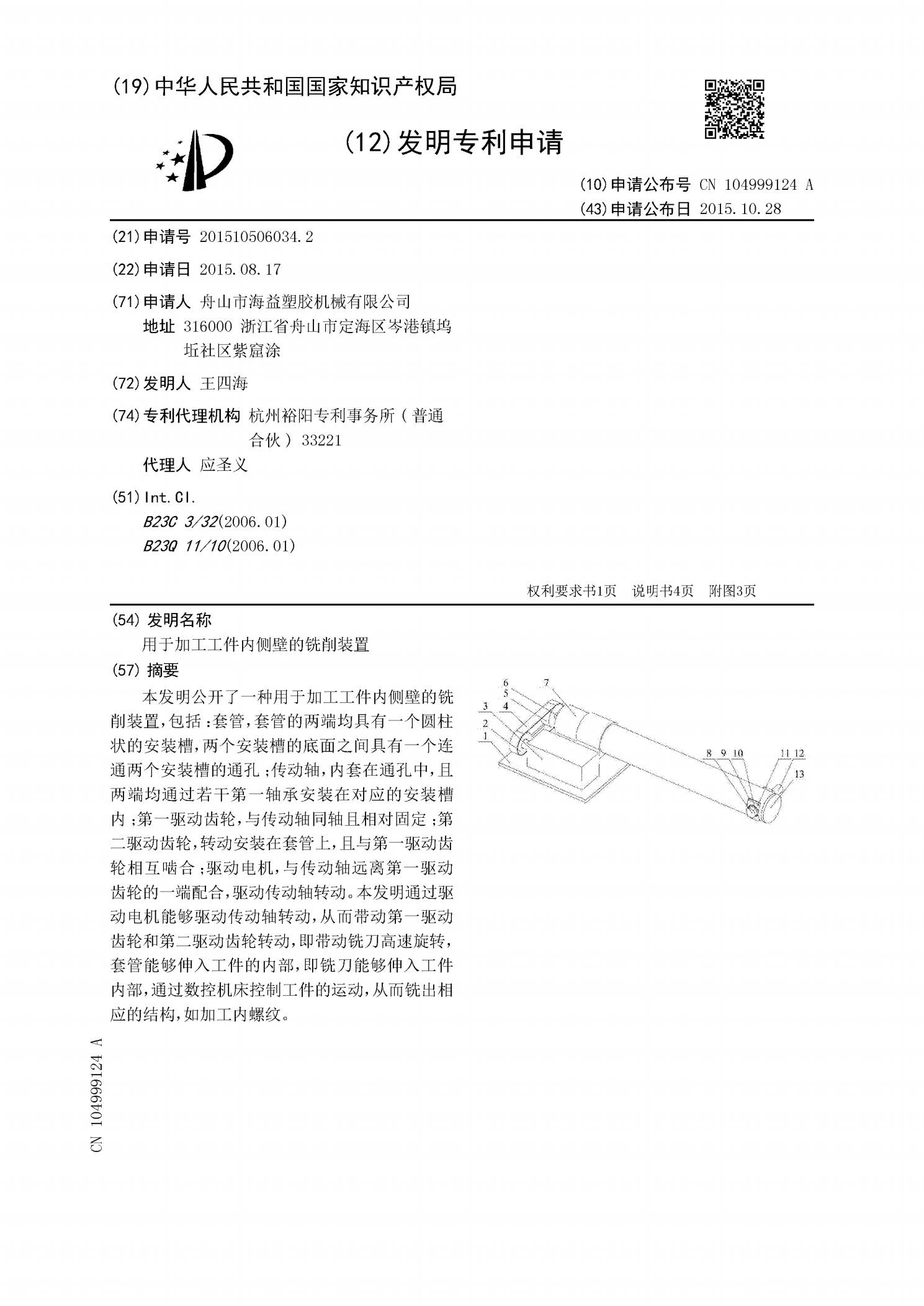
本发明公开了一种用于加工工件内侧壁的铣削装置,包括:套管,套管的两端均具有一个圆柱状的安装槽,两个安装槽的底面之间具有一个连通两个安装槽的通孔;传动轴,内套在通孔中,且两端均通过若干第一轴承安装在对应的安装槽内;第一驱动齿轮,与传动轴同轴且相对固定;第二驱动齿轮,转动安装在套管上,且与第一驱动齿轮相互啮合;驱动电机,与传动轴远离第一驱动齿轮的一端配合,驱动传动轴转动。本发明通过驱动电机能够驱动传动轴转动,从而带动第一驱动齿轮和第二驱动齿轮转动,即带动铣刀高速旋转,套管能够伸入工件的内部,即铣刀能够伸入工件

镍基合金Inconel 718薄壁件铣削加工数控程序和切削参数优化.docx
镍基合金Inconel718薄壁件铣削加工数控程序和切削参数优化镍基合金Inconel718是一种具有优异高温力学性能的材料,广泛应用于航空航天、能源和石油化工等领域。由于其高硬度、良好的耐热性和耐蚀性,Inconel718的加工难度较大,特别是在薄壁件的铣削加工中。本文旨在探究利用数控机床进行Inconel718薄壁件铣削加工的最佳切削参数,并优化切削过程。首先,合理选择铣削工具是保证加工质量和效率的基础。对于Inconel718的铣削加工,推荐使用立铣刀。立铣刀具有较大的轴向切削力和较小的径向切削力,