
30T精密四柱裁断机电气线路的改造与应用.doc

as****16


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

30T精密四柱裁断机电气线路的改造与应用.doc
国家职业资格全国统一鉴定维修电工论文(国家职业资格X级)论文题目:30T精密四柱裁断机电气线路的改造与应用姓名:身份证号:准考证号:所在省市:广东省佛山市所在单位:30T精密四柱裁断机电气线路的改造与应用姓名单位:摘要:本文解释了用PLC对我单位四柱液压裁断机的电气控制系统进行改造的原因,同时对生产过程中发现的某些不足之外予以修改或补充,从而改善设备的操控性能,安全系数和生产工艺,以及适应车间的工作环境。关键词:皮革机械,PLC控制,传感器,固态继电器前言四柱自动平衡液压裁断机实际是一种液压冲床,它主要用

一种精密四柱裁断机.pdf
本发明提供一种精密四柱裁断机,涉及裁断机技术领域,包括机架、设置于机架上的裁断平台、设置于裁断平台上方的裁断机构以及设置于机架上与裁断机构连接的四根立柱,机架上设有导轨,裁断平台往复滑动于导轨上,机架上还设有驱动裁断平台滑动的输送装置,裁断平台的下侧设有垂直导轨的滑槽,输送装置包括固定于机架上的固定座以及旋转臂,旋转臂的一端通过转轴转动于固定座上,旋转臂的另一端设有与滑槽相配合的滑块,转轴上设有齿轮,固定座上设有驱动齿轮转动的驱动装置以及锁止齿轮位置的锁止装置。本发明能够实现自动送料、自动出料,解决了传统

一种精密四柱液压裁断机.pdf
本发明公开了一种精密四柱液压裁断机,包括工作箱,所述工作箱外表面设有散热孔,所述工作箱一侧设有控制箱,所述控制箱表面设有显示屏和控制按钮,且控制按钮位于显示屏下方,所述工作箱表面上端两侧均设有传动支撑架,所述传动支撑架内部设传动轮,所述传动轮内部设有传动轴,所述传动轮上端设有送料板,所述工作箱内部设有液压机,所述液压机两侧均设有传动杆,所述传动杆一端设有支撑件,所述支撑件上端设有液压柱,所述液压机下方设有散热风扇,所述液压机上方设有传动电机。本发明结构简单,使用方便,设计新颖,有效的保证了裁断机的使用寿命

一种新型精密四柱式裁断机.pdf
本发明公开了一种新型精密四柱式裁断机,包括底座、支撑架、固定板、冲压气缸和冲切板,所述支撑架的数目为两个,两个所述支撑架分别与所述底座固定,两个所述支撑架间隔设置在所述底座的顶部,所述固定板的两端分别与两个所述支撑架滑动连接,所述冲压气缸与所述固定板固定连接,所述冲切板与所述冲压气缸的输出端固定连接,通过将所述冲切板以对至需要裁断的材料的上方,所述冲压气缸的输出端向下运动,带动所述冲切板向下运动以对材料进行裁断,裁断完成后,通过移动所述固定板将所述冲切板移走,以便于工作人员将裁断的材料拿出,以防对工作人员
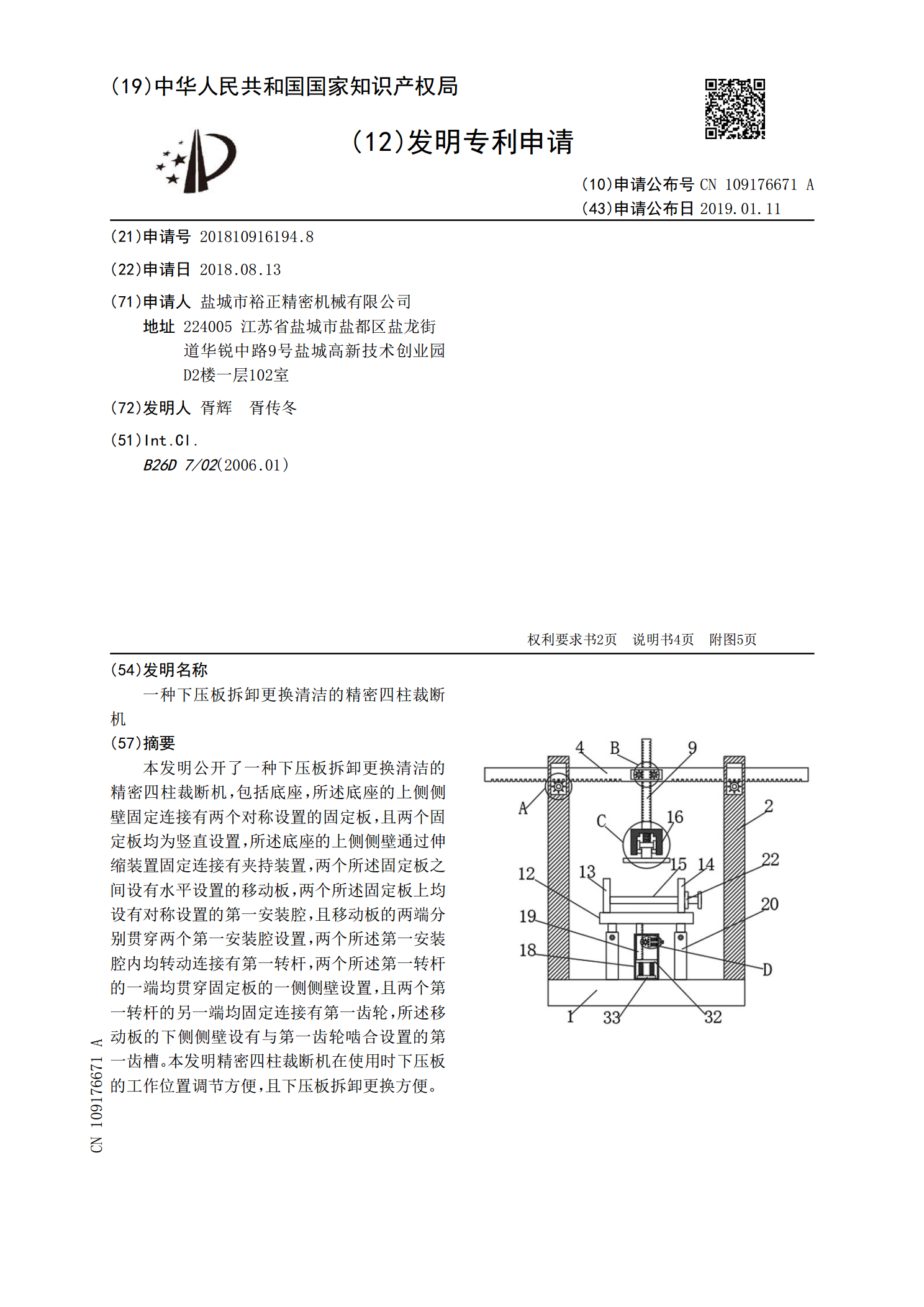
一种下压板拆卸更换清洁的精密四柱裁断机.pdf
本发明公开了一种下压板拆卸更换清洁的精密四柱裁断机,包括底座,所述底座的上侧侧壁固定连接有两个对称设置的固定板,且两个固定板均为竖直设置,所述底座的上侧侧壁通过伸缩装置固定连接有夹持装置,两个所述固定板之间设有水平设置的移动板,两个所述固定板上均设有对称设置的第一安装腔,且移动板的两端分别贯穿两个第一安装腔设置,两个所述第一安装腔内均转动连接有第一转杆,两个所述第一转杆的一端均贯穿固定板的一侧侧壁设置,且两个第一转杆的另一端均固定连接有第一齿轮,所述移动板的下侧侧壁设有与第一齿轮啮合设置的第一齿槽。本发明