
金属切削与机床第8章钻削加工与钻床.ppt

kp****93

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共74页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属切削与机床第8章钻削加工与钻床.ppt
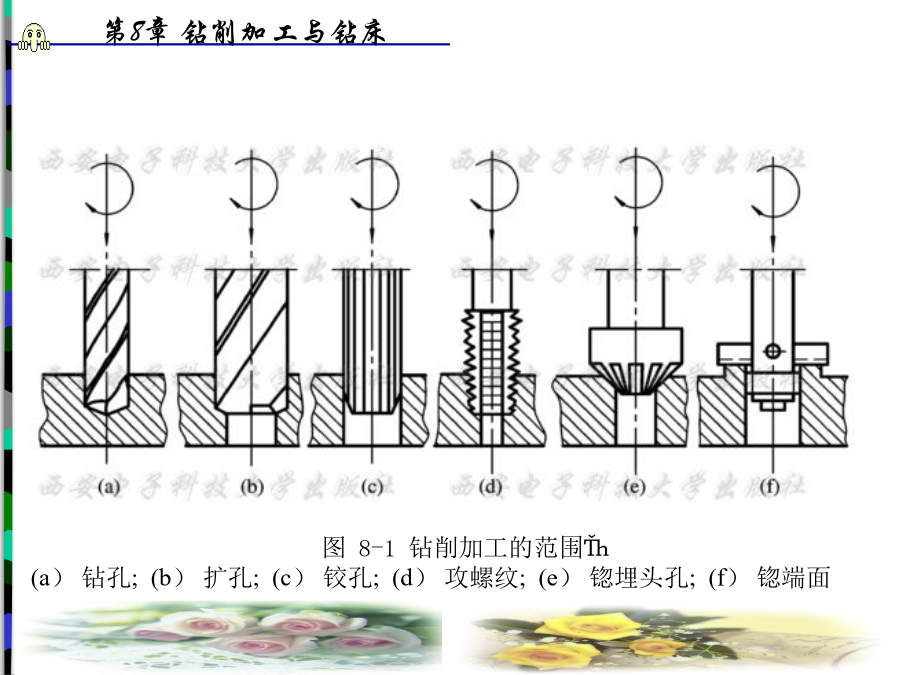
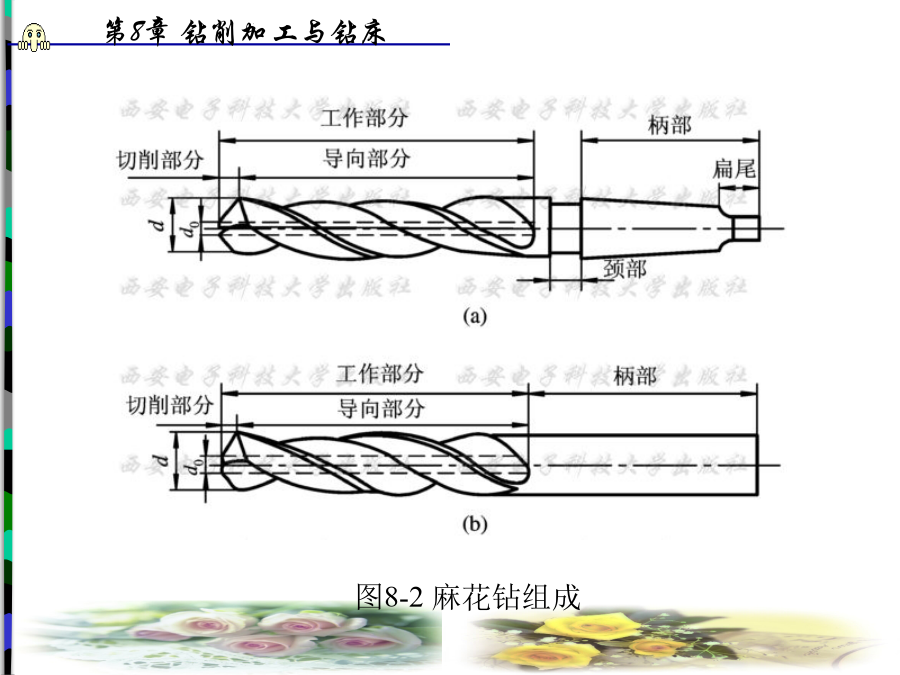
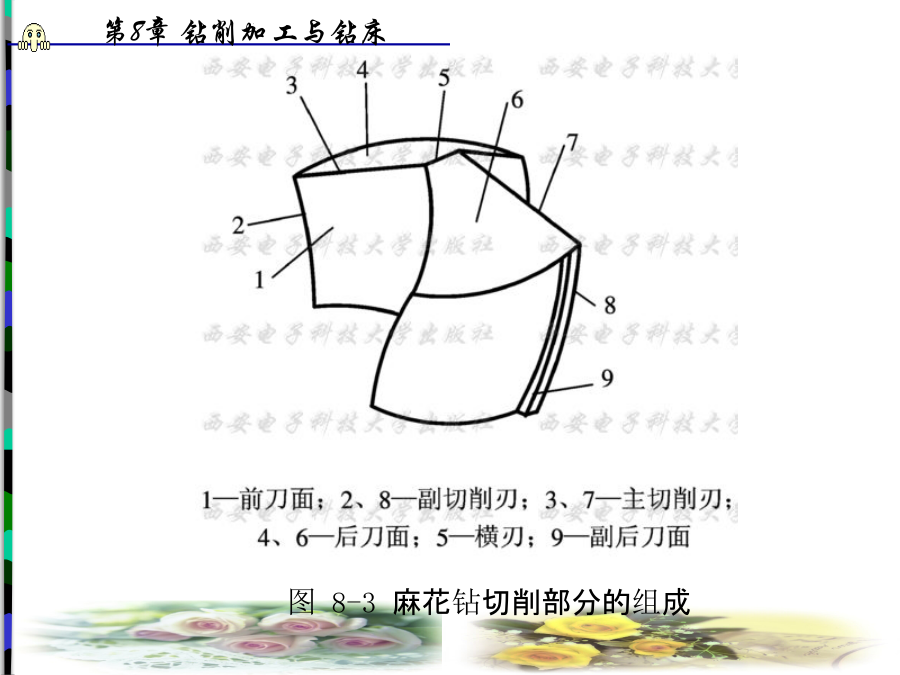
第8章钻削加工与钻床8.1钻削加工图8-1钻削加工的范围(a)钻孔;(b)扩孔;(c)铰孔;(d)攻螺纹;(e)锪埋头孔;(f)锪端面8.1.1钻孔1.麻花钻1)麻花钻的组成部分麻花钻由柄部、颈部和工作部分组成,如图8-2所示。(1)柄部:用于安装并传递钻削力和扭矩。钻头直径小于13mm时,采取圆柱柄,钻削时由钻卡夹持;钻头直径大于13mm时,采用圆锥柄,钻削时直接插入钻套。扁尾主要是为了防止钻削时锥柄在钻套中打滑。图8-2麻花钻组成图8-3麻花钻切削部分的组成(2)颈部:连接柄部和工作部分,是磨削钻

金属切削与机床第8章钻削加工与钻床.ppt
第8章钻削加工与钻床8.1钻削加工图8-1钻削加工的范围(a)钻孔;(b)扩孔;(c)铰孔;(d)攻螺纹;(e)锪埋头孔;(f)锪端面8.1.1钻孔1.麻花钻1)麻花钻的组成部分麻花钻由柄部、颈部和工作部分组成,如图8-2所示。(1)柄部:用于安装并传递钻削力和扭矩。钻头直径小于13mm时,采取圆柱柄,钻削时由钻卡夹持;钻头直径大于13mm时,采用圆锥柄,钻削时直接插入钻套。扁尾主要是为了防止钻削时锥柄在钻套中打滑。图8-2麻花钻组成图8-3麻花钻切削部分的组成(2)颈部:连接柄部和工作部分,是磨削钻
模块二金属切削加工课题四钻削与镗削.ppt
机械制造工艺与装备知识点一、任务引入一、任务引入尽管有多种不同的方法能够加工孔,但钻削仍是主要的孔加工方式,特别是实心零件上孔的加工和深孔加工,钻削加工的效率较高。所以钻削加工是最常用的也是应用最广的切削加工方法。镗削也是孔加工的主要方法之一,特别是箱体零件和大型零件(非回转零件)上孔的加工,此外由于镗床功能较多,还可以加工平面、阶台、沟槽等。所以镗削加工在切削加工中也占有非常重要的地位。1)台式钻床台式钻床是放置在台桌上使用的小型钻床,用于钻削中小型工件上的小孔,按最大钻孔直径划分有:2,6,12,16

【精选】金属切削机床-钻削加工安全检查表精选.doc
金属切削机床/钻削加工平安检查表钻削加工平安检查表说明1)钻床在金属切削加工中应用特别广泛。但钻韧性金属时产生连续铁屑如无断屑装置或钻脆性金属去除钻床上铁屑时如不恪守平安要求就有可能发惹事故。钻床旋转的主轴、钻头夹具、钻头等回转部分卷住操作者的衣服、手套或头发以及工件在钻床工作台上装夹不牢或钻头没有夹紧、钻削过程中工件松动歪斜甚至随钻头一起转动都会造成损害。2)电气系统应由电工检查。3)钻床平安检查表适用于最大钻孔直径为25~125mm的一般摇臂钻床和一般用处的圆柱或立式钻床。钻床平安检

2022金属切削机床钻削加工安全检查表精选.docx
金属切削机床/钻削加工平安检查表钻削加工平安检查表说明1)钻床在金属切削加工中应用特别广泛。但钻韧性金属时产生连续铁屑如无断屑装置或钻脆性金属去除钻床上铁屑时如不恪守平安要求就有可能发惹事故。钻床旋转的主轴、钻头夹具、钻头等回转部分卷住操作者的衣服、手套或头发,以及工件在钻床工作台上装夹不牢或钻头没有夹紧、钻削过程中工件松动歪斜,甚至随钻头一起转动都会造成损害。2)电气系统应由电工检查。3)钻床平安检查表适用于最大钻孔直径为25~125mm的一般摇臂钻床和一般用处的圆柱或立式钻床。钻床平安检查表1.1主传