
变导程丝杆.doc

ys****39


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

变导程丝杆.doc
最近作了一批变导程丝杆的活,以前做得很少,很少接触,我估计在论坛里的朋友们接触到他的也不多,和大家分享一些心得吧。变导程丝杠内槽表面是一个螺旋面,如图1a所示加工时成形车刀切削刃上任意一点的轨迹是一条螺旋线,沿圆周方向展开为一直线,如图2所示。图2中横坐标为圆周长,纵坐标为导程,由于是变导程螺旋线,相邻圆周直线段的斜率不同,每一直线段的升角增量为△α,其数值为:△α=arctg{(△T.S)/[S2+Tm(Tm+△T)]}(1)式中Tm─任意一段导程(mm);S─刀具切削刃上任意一点的回转周长(mm);△

丝杆导程精度动态检测系统的研制的中期报告.docx
丝杆导程精度动态检测系统的研制的中期报告中期报告:一、项目背景丝杆是传动、运动的重要部件之一,其性能指标直接影响到机械设备的质量和生产效率。丝杆的导程精度是其关键性能指标之一,直接影响着机械设备的定位精度和重复定位精度。因此,对丝杆导程精度进行动态检测是非常必要的。目前国内外对丝杆导程精度的检测方法开展了很多研究,但还存在一些问题,如测量精度和测量效率等方面有待进一步提高。二、项目内容本项目旨在设计一套丝杆导程精度动态检测系统,该系统具备以下特点:1.实现对丝杆导程精度的动态检测,并可实时显示丝杆的导程精

导丝开关杆.pdf
本发明属于纺织机械技术领域,涉及一种导丝开关杆,包括杆体,所述杆体圆周表面设置第一限位槽、第二限位槽,所述杆体圆周表面对应于第一限位槽、第二限位槽之间设置挡板、导丝板,所述挡板的径向延长线通过杆体的中心,所述导丝板上沿长度方向均布设置若干个导槽,导槽的槽底为圆弧过渡状。本发明产品结构简单、合理,通过针对现有送纱器在工作过程中存在的问题进行针对性改进,设计出结构巧妙的导丝开关杆,使用该导丝开关杆可以高效快捷地完成对纱线的收紧作业。
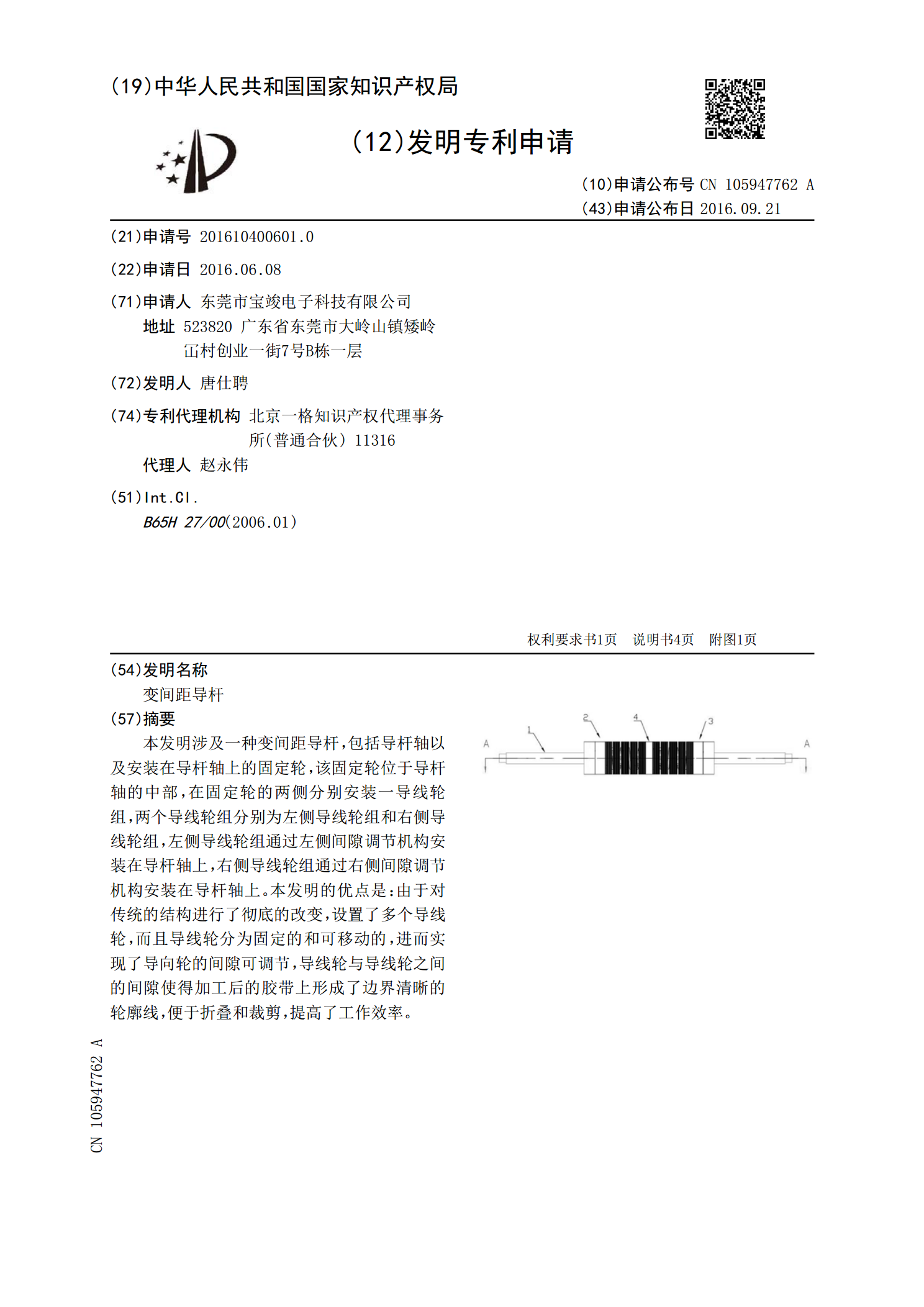
变间距导杆.pdf
本发明涉及一种变间距导杆,包括导杆轴以及安装在导杆轴上的固定轮,该固定轮位于导杆轴的中部,在固定轮的两侧分别安装一导线轮组,两个导线轮组分别为左侧导线轮组和右侧导线轮组,左侧导线轮组通过左侧间隙调节机构安装在导杆轴上,右侧导线轮组通过右侧间隙调节机构安装在导杆轴上。本发明的优点是:由于对传统的结构进行了彻底的改变,设置了多个导线轮,而且导线轮分为固定的和可移动的,进而实现了导向轮的间隙可调节,导线轮与导线轮之间的间隙使得加工后的胶带上形成了边界清晰的轮廓线,便于折叠和裁剪,提高了工作效率。

浅谈变导程螺纹加工方法.docx
浅谈变导程螺纹加工方法浅谈变导程螺纹加工方法摘要:变导程螺纹是一种具有不同导程的螺纹结构,广泛应用于各种机械设备及自动化系统中。本文从变导程螺纹加工的定义、分类及应用出发,综述了常见的变导程螺纹加工方法,包括传统的车削、螺纹铣削和非传统的电火花加工及激光加工等方法,并对各种方法的优缺点进行了分析和比较,为变导程螺纹加工提供了相关的参考和指导。关键词:变导程螺纹;加工方法;机械设备;自动化系统一、引言变导程螺纹是一种具有不同导程的螺纹结构,其导程在一定范围内可以进行调整。由于其独特的结构和性能特点,变导程螺