
PCD刀具加工SiC颗粒增强铝.doc

kp****93


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

PCD刀具加工SiC颗粒增强铝.doc
PCD刀具加工SiC颗粒增强铝基复合材料的合理切削速度章文峰,潘晓南(北京航空材料研究院)1前言随着航空航天技术的发展,对材质轻量化、高强度的要求日益提高。高刚度、高强度颗粒增强铝基复合材料是一种新研制出的能满足特殊物理性能和要求的轻型合金材料,它具有高的强度、刚度和优良的高温力学性能,但材料中含SiC成分较大,对刀具磨损有较大影响,以高速钢和硬质合金材料为主的刀具在切削时日益暴露出不足之处。金刚石与其他材料比较,在硬度、导热系数、热膨胀系数和摩擦系数方面均具有不可比拟的优越性能。金刚石与各种金属材料、非
PCD刀具加工SiC颗粒增强铝基复合材料的合理切削速度.pdf
材料工程990104材料工程JOURNALOFMATERIALSENGINEERING1999年第1期No.11999PCD刀具加工SiC颗粒增强铝基复合材料的合理切削速度章文峰潘晓南[摘要]通过用扫描电镜等方式检测PCD刀具的性能,并与天然金刚石的相关参数进行比较,阐明了PCD刀具的优异性能。通过PCD刀具对碳化硅高比强颗粒增强铝基复合材料的试验,考察了切削速度对切削力、切削温度、刀具耐用度和切削长度的影响,总结出高硅铝基复合材料切削中的合理切削速度。指出,在一定的切削条件下,当切削速度V=30~40m
SiC颗粒增强铝基复合材料制备方法.pdf
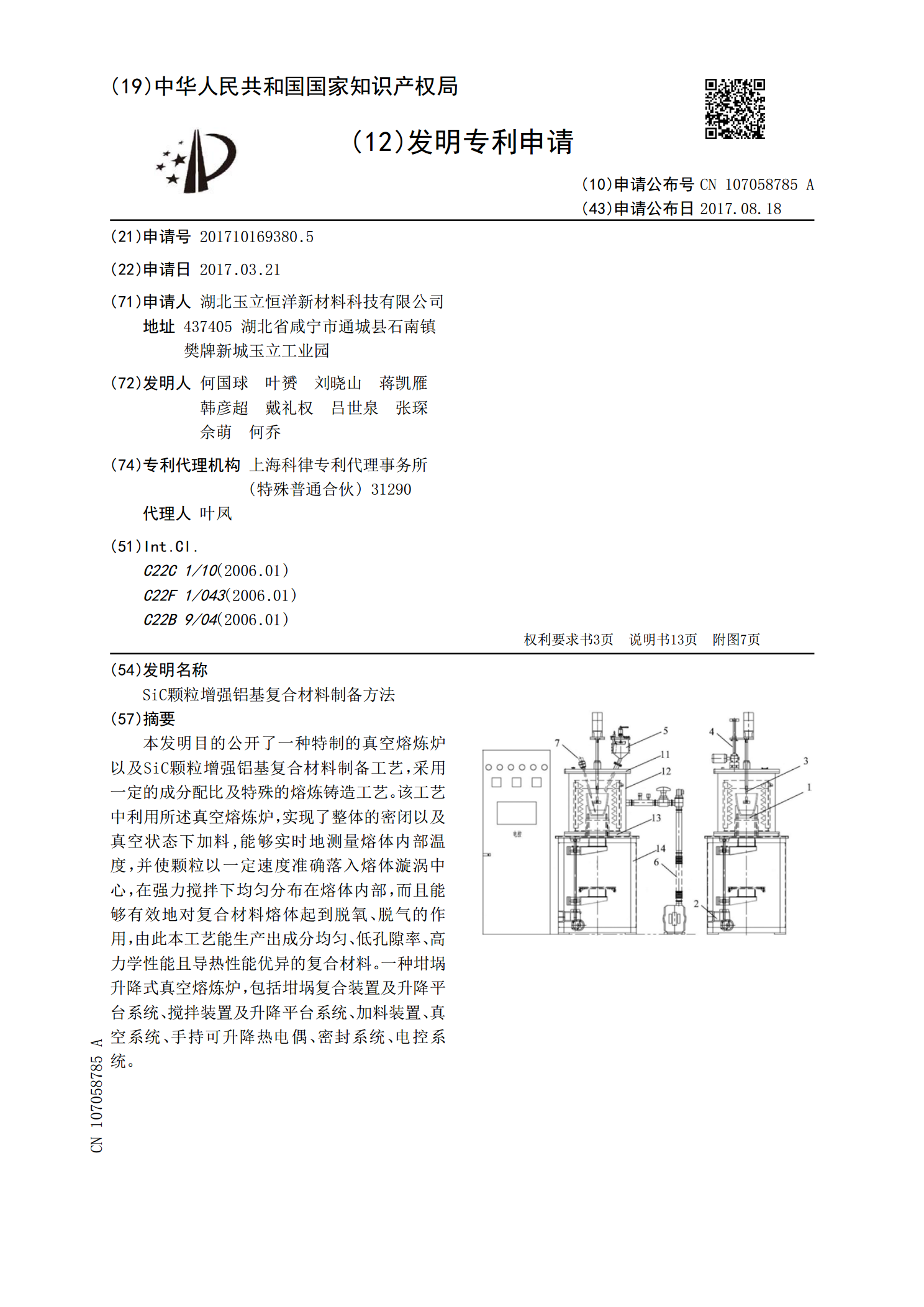
本发明目的公开了一种特制的真空熔炼炉以及SiC颗粒增强铝基复合材料制备工艺,采用一定的成分配比及特殊的熔炼铸造工艺。该工艺中利用所述真空熔炼炉,实现了整体的密闭以及真空状态下加料,能够实时地测量熔体内部温度,并使颗粒以一定速度准确落入熔体漩涡中心,在强力搅拌下均匀分布在熔体内部,而且能够有效地对复合材料熔体起到脱氧、脱气的作用,由此本工艺能生产出成分均匀、低孔隙率、高力学性能且导热性能优异的复合材料。一种坩埚升降式真空熔炼炉,包括坩埚复合装置及升降平台系统、搅拌装置及升降平台系统、加料装置、真空系统、手持
纳米SiC颗粒增强铝基复合材料研究.pdf

SiC颗粒增强铝基复合材料磨削中砂轮磨损与加工质量研究.pdf
万方数据SiC颗粒增强铝基复合材料磨削中砂轮磨损与加工质量研究Wheeldiamond引言1砂轮设计摘要颗粒增强铝基复合材料是一种典型的难加工材料。我们对电镀金刚石砂轮平面磨削加工SiCm时砂轮直径磨损量为0.11在实验所采用的加工参数条件下表面粗糙度达到R。0.57—1.12斗m,加工表面质量较高。文中还对电镀金刚石砂轮的磨损形式、磨损机理以及砂轮的修整进行了分析与介绍。andgroundqualitygrindingSiCaluminummatrixcompositeelectroplatedwhee