
焦炭塔现场组装协议.doc

yy****24


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

焦炭塔现场组装协议.doc
焦炭塔现场组装、焊接用工协议甲方:乙方:经甲乙双方协商一致,甲方同意将两台焦炭塔(图号:位号:产品编号:)现场组对、焊接、安装、架设等任务委托给乙方完成。就此双方达成以下协议:工程地点:工程范围:(1)乙方负责2台焦炭塔筒体、球帽、锥体、过渡段、裙座、底座环、筋板、盖板、盘管、垫板、保温支撑圈等组对、焊接、安装(包括架设),卸车、现场布置(包括接电等)、平台铺设、防风防雨棚搭设、工装制作、焊缝打磨、外观处理、水压试验等任务;筒体、球帽、裙座、筒体、过渡段、锥体到现场后乙方负责先组焊成单节或构件,再组焊成相
钢板焦炭塔现场组焊施工技术要求.ppt
30六月2024内容摘要铬钼钢及铬钼复合钢材料的特性焦炭塔技术参数及现场情况简介1.焊前施工准备2.坡口加工图一:SA387Gr11CL1钢板坡口示意简图图二:SA387Gr11CL1+06Gr13复合钢板坡口示意简图3.组对和定位焊4.焊接工艺焊前预热施焊要求焦炭塔纵向焊缝焊接工艺图三:焦炭塔纵向焊缝焊接顺序示意图焦炭塔环向焊缝焊接工艺图四:焦炭塔环缝焊接时焊工布置示意图图五:焦炭塔环向焊缝焊接顺序示意图焦炭塔上封头焊接工艺图六焦炭塔上封头焊接顺序示意图焦炭塔锥段焊接工艺5.焊缝检验焊缝返修7.质量验收
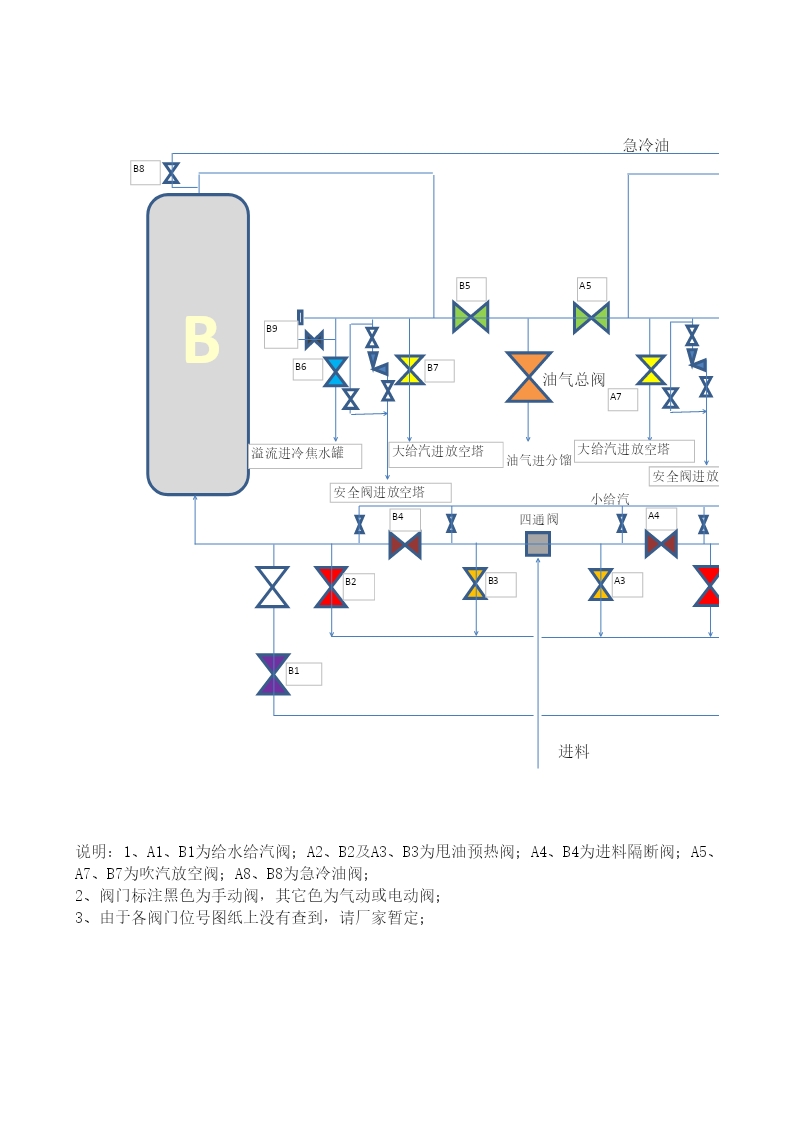
焦炭塔流程.xls
急冷油油气总阀油气进分馏小给汽四通阀甩油预热大小给水进料大给汽放水说明:1、A1、B1为给水给汽阀;A2、B2及A3、B3为甩油预热阀;A4、B4为进料隔断阀;A5、B5为油气隔断阀;A6、B6为溢流阀;A7、B7为吹汽放空阀;A8、B8为急冷油阀;2、阀门标注黑色为手动阀,其它色为气动或电动阀;3、由于各阀门位号图纸上没有查到,请厂家暂定;

焦炭塔制造方案.doc
焦炭塔总体制造方案(2005S1-10/11-19/20)一、总则焦炭塔采用厂内分片(件)预制,现场分两段组焊成形,两段热处理后,上下两段合拢的原则进行制造。1、工作场地每台设备需要在现场铺设两个水泥基础平台,如果两台同时施工,则现场需要四个水泥基础。详见安装公司编制的现场施工方案。2、人员安排由安装公司带队,抽调厂内有经验的人员(或班组),组成现场施工队负责两台设备的全部安装工作。二、厂内施工方案1、筒体(件16~19)共分11节,3种规格(20mm、22mm、24mm),

焦炭塔本体的设计.doc
焦炭塔本体的设计1.概述延迟焦化是以渣油或类似渣油的污油、原油为原料,通过加热炉快速加热到一定的温度后进入焦炭塔,在塔内适宜的温度、压力条件下发生裂解、缩合反应,生成气体、汽油、柴油、蜡油、循环油组分和焦炭的工艺过程。在目前国内乙烯裂解原料石脑油短缺、优质柴油短缺、低硫低烯烃汽油短缺和石油焦短缺的条件下,延迟焦化工艺由于其工艺简单、投资低、操作费用低等特点又重新得到各石油化工公司的重视。一般情况下新建和扩建延迟焦化装置的主要目的是处理炼油厂过剩而无出路的减压渣油;减少重油催化裂化的掺炼比