
关于某车型制动盘螺栓断裂原因分析.pdf

17****27


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
关于某车型制动盘螺栓断裂原因分析.pdf
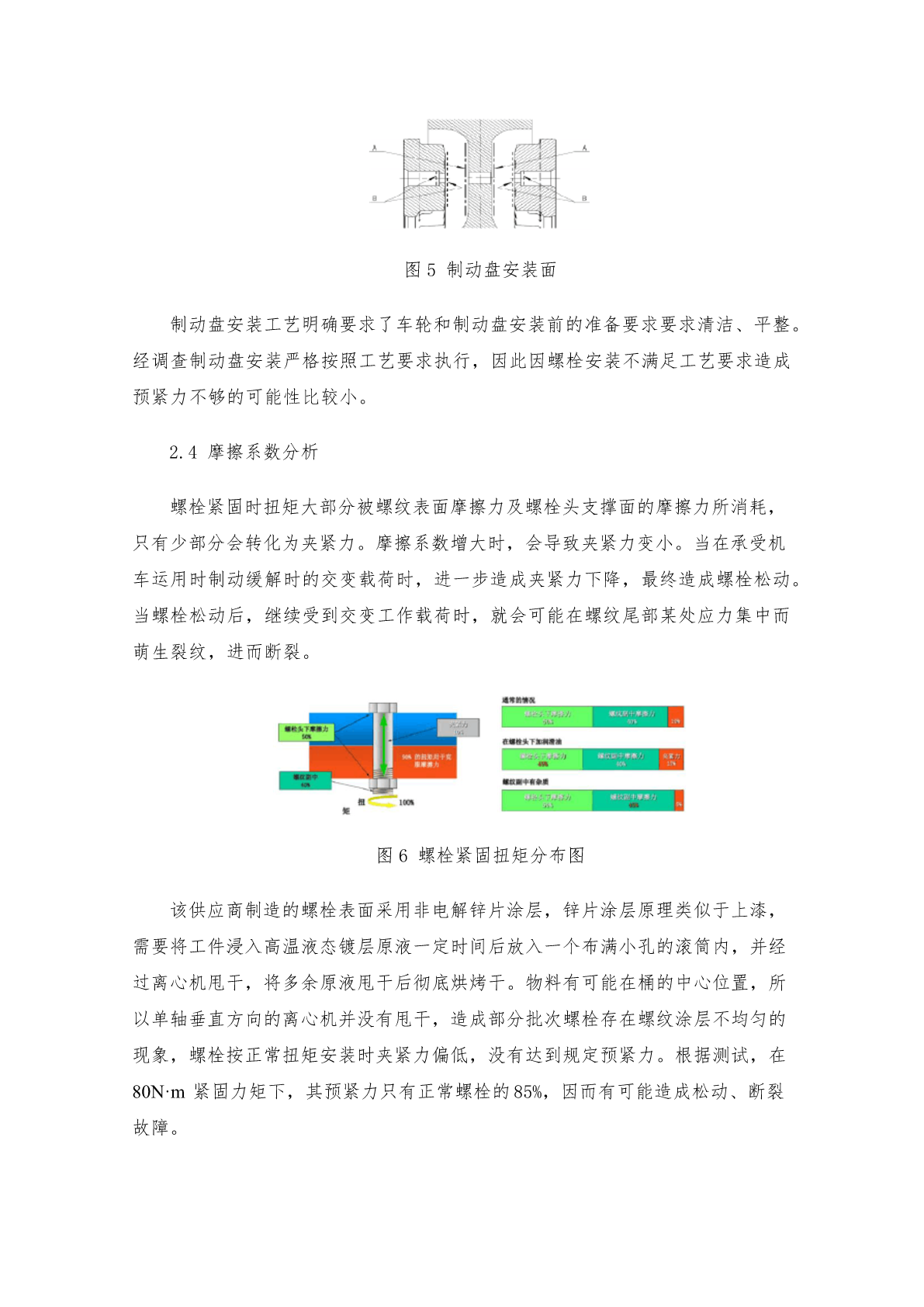
关于某车型制动盘螺栓断裂原因分析摘要:本文主要分析了某和谐型机车运用过程中制动盘螺栓断裂的原因,为后续产品质量改进提供了依据。关键字:制动盘;螺栓;扭矩;涂层;工艺0引言2020年10月18日,某和谐型机车机车在整备过程中,检查发现机车制动盘安装螺栓存在断裂现象。断裂位置在螺栓螺纹根部或紧固后与螺母接触的螺栓螺纹部位。从调查情况来看,制动盘螺栓断裂发生在某公司生产的螺栓。图1螺栓断裂图1制动盘安装结构某和谐系列机车制动盘安装由制动盘、定位销、弹性套、螺栓、防松螺母、O型圈等主要零件组成,制动盘为整体盘,在

某车型后悬置螺栓装配断裂原因分析与解决.docx
某车型后悬置螺栓装配断裂原因分析与解决标题:某车型后悬置螺栓装配断裂原因分析与解决摘要:本论文通过对某车型后悬置螺栓装配断裂现象进行深入研究,分析了断裂原因,并提出相应的解决方案。通过实验验证和工程实践,发现断裂原因主要为质量问题和装配问题,解决方案包括质量控制和装配工艺改进,以提高后悬置螺栓的可靠性和安全性,为车辆的稳定性和乘坐舒适性提供保障。关键词:后悬置螺栓;断裂原因;解决方案;可靠性;安全性一、引言后悬置螺栓作为车辆悬挂系统的重要组成部分,承载着车辆的重量和行驶时的振动。然而,在实际使用中,某车型

某螺栓断裂原因分析.docx
某螺栓断裂原因分析螺栓在机械结构中起着连接和固定的重要作用,但在使用过程中会出现断裂的情况。螺栓断裂可能导致设备损坏、生产中断甚至事故发生,因此对螺栓断裂原因进行深入分析和研究具有重要意义。本文将从材料、设计、负载和安装等方面对螺栓断裂的原因进行分析,并提出相应的预防措施。首先,材料问题是导致螺栓断裂的重要因素之一。螺栓通常由高强度合金钢、不锈钢或其他特殊材料制成。如果材料选择不当或有质量问题,容易导致螺栓断裂。例如,螺栓材料的强度、硬度和韧性要与其所承受的载荷相匹配。如果强度过低,螺栓容易断裂;如果硬度

基础制动单元安装螺栓断裂原因分析及验证.docx
基础制动单元安装螺栓断裂原因分析及验证标题:基础制动单元安装螺栓断裂原因分析及验证摘要:本论文以基础制动单元安装螺栓断裂为研究对象,结合实际情况,从工程设计、材料选择、施工工艺等方面进行原因分析,并通过现场实验证明断裂的原因。通过本研究,可以为工程设计和施工提供一定的参考和指导。关键词:基础制动单元、螺栓断裂、工程设计、材料选择、施工工艺一、简介基础制动单元是工业设备运行过程中必不可少的部分,其中螺栓作为连接基础制动单元的重要部件,其强度和可靠性直接影响着设备运行的安全性和稳定性。然而,在实际使用中,我们

基础制动单元安装螺栓断裂原因分析及验证.docx
基础制动单元安装螺栓断裂原因分析及验证基础制动单元是车辆制动系统的关键部件之一,其安装螺栓的断裂是造成制动系统失效以及交通安全事故的潜在隐患。本文将从材料选择、螺栓设计、安装过程以及验收测试等方面分析基础制动单元安装螺栓断裂的原因,并提出相应的解决方案。1.材料选择:螺栓断裂可能与材料的强度和耐疲劳性能有关。螺栓的选材应符合相关标准,如GB/T3098.1-2010《螺纹钢丝绳》和GB/T3098.2-2010《螺纹钢丝绳机械和物理性能试验方法》。应选择具有良好强度和耐疲劳性能的材料,以确保螺栓在工作过程