
PLC课程设计(电镀车间专用行车PLC控制系统设计) 精品.pdf

17****27


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
PLC课程设计(电镀车间专用行车PLC控制系统设计) 精品.pdf
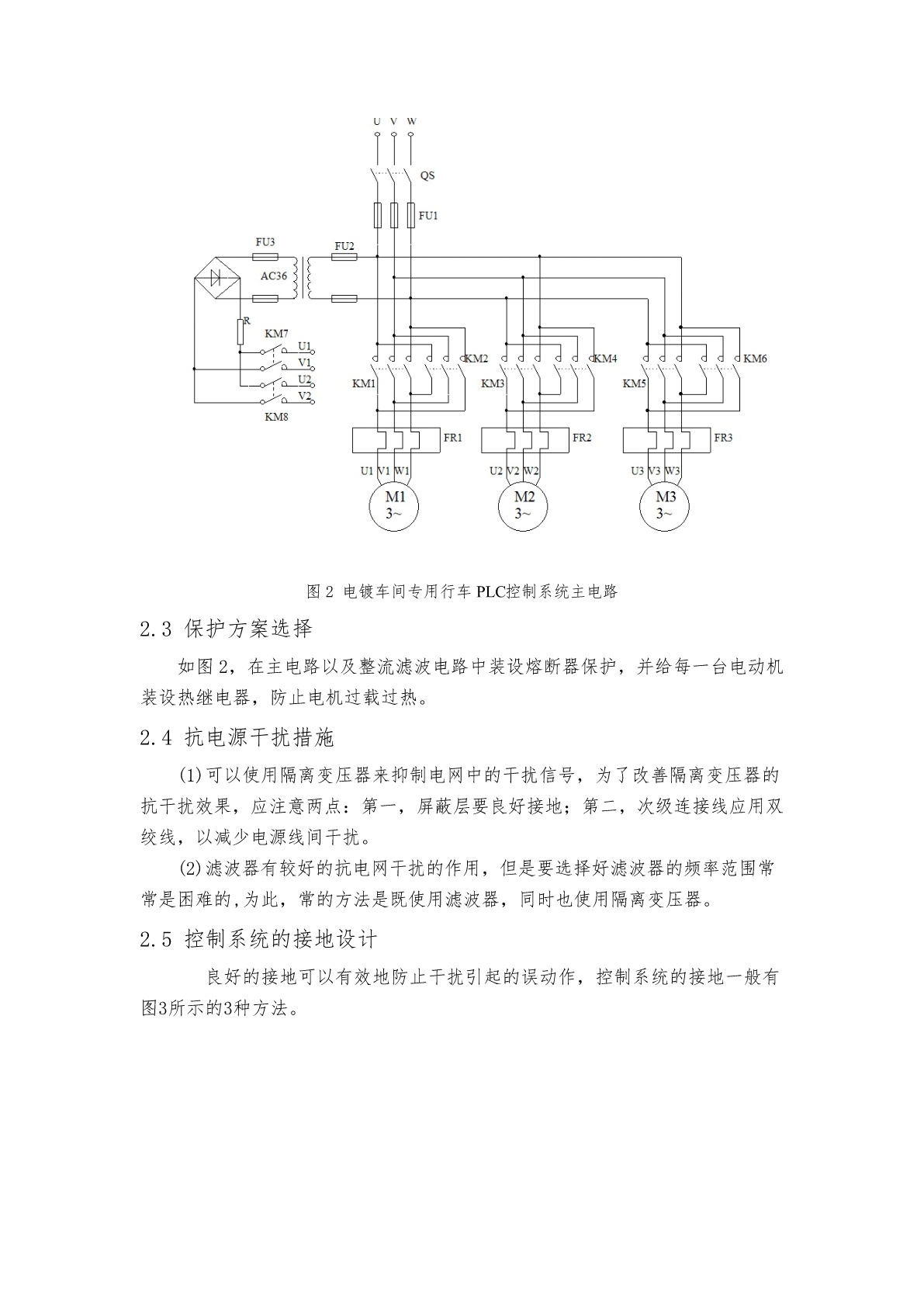
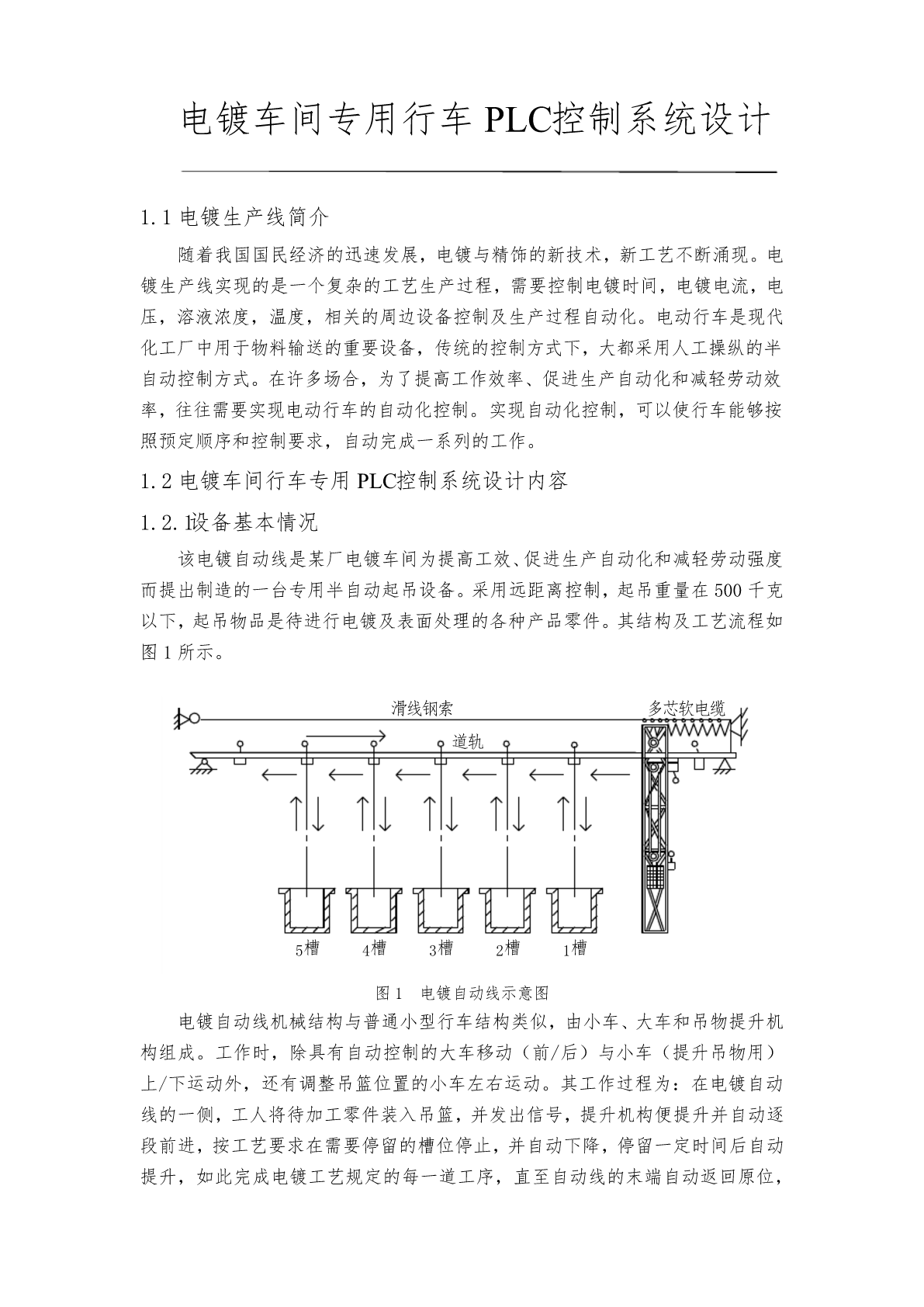
电镀车间专用行车PLC控制系统设计1.1电镀生产线简介随着我国国民经济的迅速发展,电镀与精饰的新技术,新工艺不断涌现。电镀生产线实现的是一个复杂的工艺生产过程,需要控制电镀时间,电镀电流,电压,溶液浓度,温度,相关的周边设备控制及生产过程自动化。电动行车是现代化工厂中用于物料输送的重要设备,传统的控制方式下,大都采用人工操纵的半自动控制方式。在许多场合,为了提高工作效率、促进生产自动化和减轻劳动效率,往往需要实现电动行车的自动化控制。实现自动化控制,可以使行车能够按照预定顺序和控制要求,自动完成一系列的工

电镀车间专用行车PLC控制系统设计.doc
电气控制技术课程设计说明书电镀车间专用行车PLC控制系统设计目录设计题目……………………………………………………………2二、设计内容(一)专用设备基本情况……………………………………………2(二)系统对电气系统的控制………………………………………3三、设计任务………………………………………………………………3四、设计过程(一)PLC主机选型…………………………………………………3(二)面板布置示意图………………………………………………4(三)分配I/O端口地址……………………

电镀车间专用行车PLC控制系统设计.docx
电气控制技术课程设计说明书电镀车间专用行车PLC控制系统设计目录设计题目……………………………………………………………2二、设计内容(一)专用设备基本情况……………………………………………2(二)系统对电气系统的控制………………………………………3三、设计任务………………………………………………………………3四、设计过程(一)PLC主机选型…………………………………………………3(二)面板布置示意图………………………………………………4(三)分配I/O端口地址……………………………………………4(四)PL

电镀车间专用行车PLC控制系统设计.doc
电气控制技术课程设计说明书电镀车间专用行车PLC控制系统设计目录设计题目……………………………………………………………2二、设计内容(一)专用设备基本情况……………………………………………2(二)系统对电气系统的控制………………………………………3三、设计任务………………………………………………………………3四、设计过程(一)PLC主机选型…………………………………………………3(二)面板布置示意图………………………………………………4(三)分配I/O端口地址……………………

电镀车间专用行车PLC控制系统毕业设计.docx
目录摘要2Abstract3绪论41电镀生产线的现状及发展状态.51.1国内外电镀生产线的发展情况51.2国内电镀行业存在的问题51.3国内电镀生产线的发展状态62电镀生产线专用行车的技术要求72.1电镀生产线的工艺要求72.2系统动力设备的要求82.3系统设计要求83系统总体设计93.1总体的方案说明93.2电气控制系统的设计93.2.1主电路的设计93.2.2交流控制电路设计103.3系统设备元件的选用方案和参数的计算113.3.1动力设备的设计和选择113.3.2主要参数计算及元器件选择123.4P