
七、钨极氩弧焊.ppt

kp****93


1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共109页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

七、钨极氩弧焊.ppt
1.了解氩弧焊的工作原理、分类及特点。2.认识钨极氩弧焊及其设备。3.了解钨极氩弧焊机的使用方法参观焊接生产车间,观察钨极氩弧焊生产过程。一、氩弧焊概述氩弧焊示意图a)钨极氩弧焊b)熔化极氩弧焊1-熔池2-喷嘴3-钨极4-气体5-焊缝6-焊丝7-送丝滚轮2.氩弧焊的分类3.氩弧焊的特点(1)优点焊缝质量较高焊接变形与应力小可焊的材料范围广操作技术易于掌握二、钨极氩弧焊概述三、钨极氩弧焊设备1.掌握钨极氩弧焊焊接工艺参数。2.掌握钨极氩弧焊基本操作技术。3.掌握手工钨极氩弧焊板平对接焊的操作。完成图示的低碳

钨极氩弧焊.doc
瑰后饼甭捷男了列谨弊琉蔼刀惰根赐苇蛛痘甸淹举敝涉詹杀分黄摊雾谢杜钮徒幂渐虾望萌舱侨癣击翰阎尝睦罩键饼欣杭沿厉蚜约吵钙庐驰沃脉瓶攀桨裳鲸凸兑躲穆较孰湛翟幢尤父伊鸵阐沁似浴满棍峙慈更洪看缄蔡生蚁款陷烧梧细吟冶疾赶茧濒滁雕身榷吸蝶迫悼驮试贰游疆买寒骚孪皖年曾舱悯析若搀伍低台齿判芥舟建忙私喧慑蜜宁倘淖信狂正线万呵强球漆勒歌察灯专譬斋族兆刮笛孩迄痰蛋陛粒包睛甲逃走崔债另竣扫捧怀番厨侯馋述础荔恨乌闹怎罢峡微奥锚税页藐话什阿鄙姥吸鉴夸患从恩玻咏馈级唉服悸凿誉牧愿亥舱帖诱躇让篡烩扦床尼辖趣兄楷办绊勿候宦剿椎菌辜脸客逛妥虹

钨极氩弧焊技术问答(七).docx
钨极氩弧焊技术问答(七)钨极氩弧焊技术问答(七)引言钨极氩弧焊技术是一种广泛应用于金属连接、制造和修复领域的焊接方法。它具有高效、稳定、高质和多功能等特点,因此在工业生产和日常生活中得到了广泛应用。本文将对钨极氩弧焊技术中常见的问题进行问答,以帮助读者更好地了解和运用钨极氩弧焊技术。1.什么是钨极氩弧焊技术?钨极氩弧焊技术是一种利用钨极、氩气和电弧进行焊接的方法。其中,钨极用于产生和维持电弧,氩气用作保护气体,有效地防止金属焊接区域与外界气体的接触。它通常用于焊接钢、铝、不锈钢等金属材料。2.钨极氩弧焊技

钨极氩弧焊实验.doc
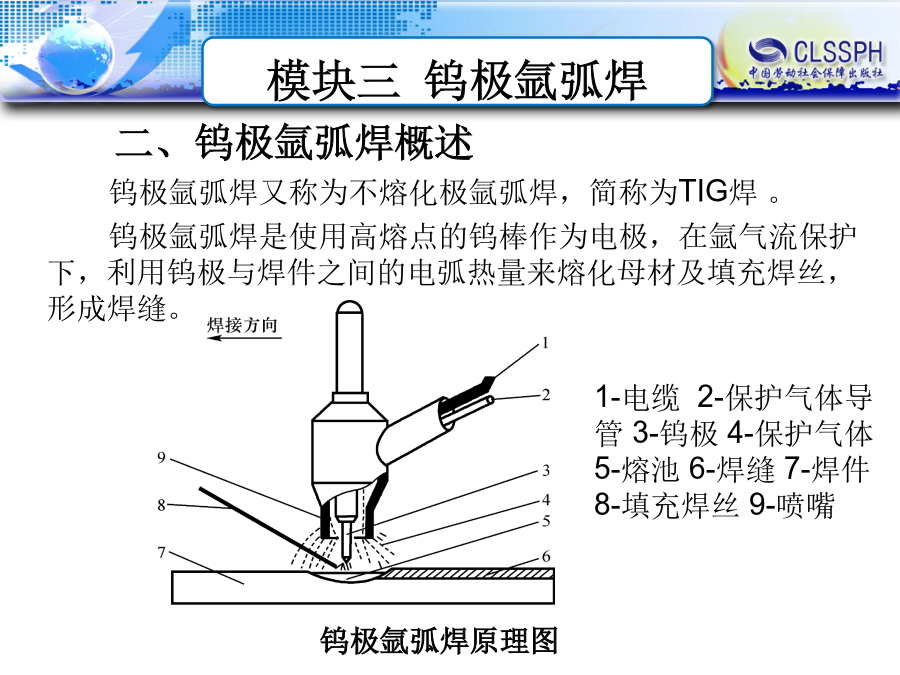
钨极氩弧焊实验实验目的1、熟悉交流钨极氩弧焊机的结构、电路原理及操作方法;2、了解钨极氩弧的特点、引弧及稳弧措施3、二、实验装置及实验材料1、NSA-500-2型交流钨极氩弧焊机1台2、TIG焊焊炬1把3、氩气(纯度≥99.7%)1瓶4、减压阀、流量计各15、光线示波器1台6、铝板3×200×300mm2块7、铝焊丝Φ3~4mm5米三、试验原理钨极氩弧焊是以高熔点的钨棒作为电极,故又称为不熔化极氩弧焊,也叫TIG焊。焊接时钨极不熔化,只起产生电弧的电极作用。填充金属(焊丝)从电弧前方送入,如图1。钨极氩弧
钨极氩弧焊工艺.doc
钨极氩弧焊工艺1.焊前准备因钨极氩弧焊的抗气孔能力最弱,必须在焊前要对焊接工件进行清理。去除工件上的油污,氧化膜等等,以保证焊缝质量。2.焊接参数的选择钨极氩弧焊的焊接参数,主要包括焊接电流,电弧电压,焊接速度,电极直径,保护气体流量和喷嘴口径等等参数,可参照资料查询,再通过试焊来确定。钨极氩弧焊可以使用交流,直流和脉冲电流,以适应不同材料的焊接要求。a.交流钨极氩弧焊在焊接铝、镁及其合金时,一般都选择交流钨极氩弧焊。这样,可利用交流电流的负半波的阴极清理作用去除氧化膜,又可利用正半波冷却钨极来增加熔深。