
展开图的画法.doc

kp****93


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

展开图的画法.doc
第二篇展開圖的畫法一,對於衝壓模具的設計,第一道工序就是要畫展開圖。一般地,展開圖的畫法有以下幾:內寸法所謂內寸法即是:料內+料內+補償量(△L)例:如右圖展開長度L=(a-t)+(b–t)+△L=(a-t)+(b–t)+λ*t其中“λ”為材料的展開系數,它與材質料厚有關。一般地,料厚在1.20以下,展開系數“λ”為1/3上下,但△L小數的第二位一定要圓整為“0”或“5”。T<1.2例:材質為SECC,t=1.0mm△L=1/3*1.0取△L=0.35t=0.8mm△L=1/3*0.8取△L=0.25中立

水工隧洞展开图的画法.docx
水工隧洞展示图的画法侯学义水工隧洞展开图目前采用的画法是压顶法,就是把隧洞的两壁向外打开、洞顶下压压平,出现的结果就是隧洞边墙的墙角在图幅的最外边,并且两边对称;顶拱则水平投影呈一个平面。这样,展开图就由三部分组成,左边墙、顶拱、右边墙。用这种方法做出来的展开图比较直观,能比较客观的反映隧洞出露的地质现象,包括节理裂隙和断层的走向、倾向、倾角,以及岩层的产状,渗水点或者溶洞等等,以及这些地质现象所出露的部位。水工隧洞和矿山探洞的地质素描方法相同,但是没有前者那么精确,要求当然也不是那么高。比如贵金属矿产的
展开图的画法(非常有用).ppt
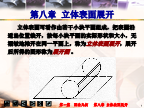
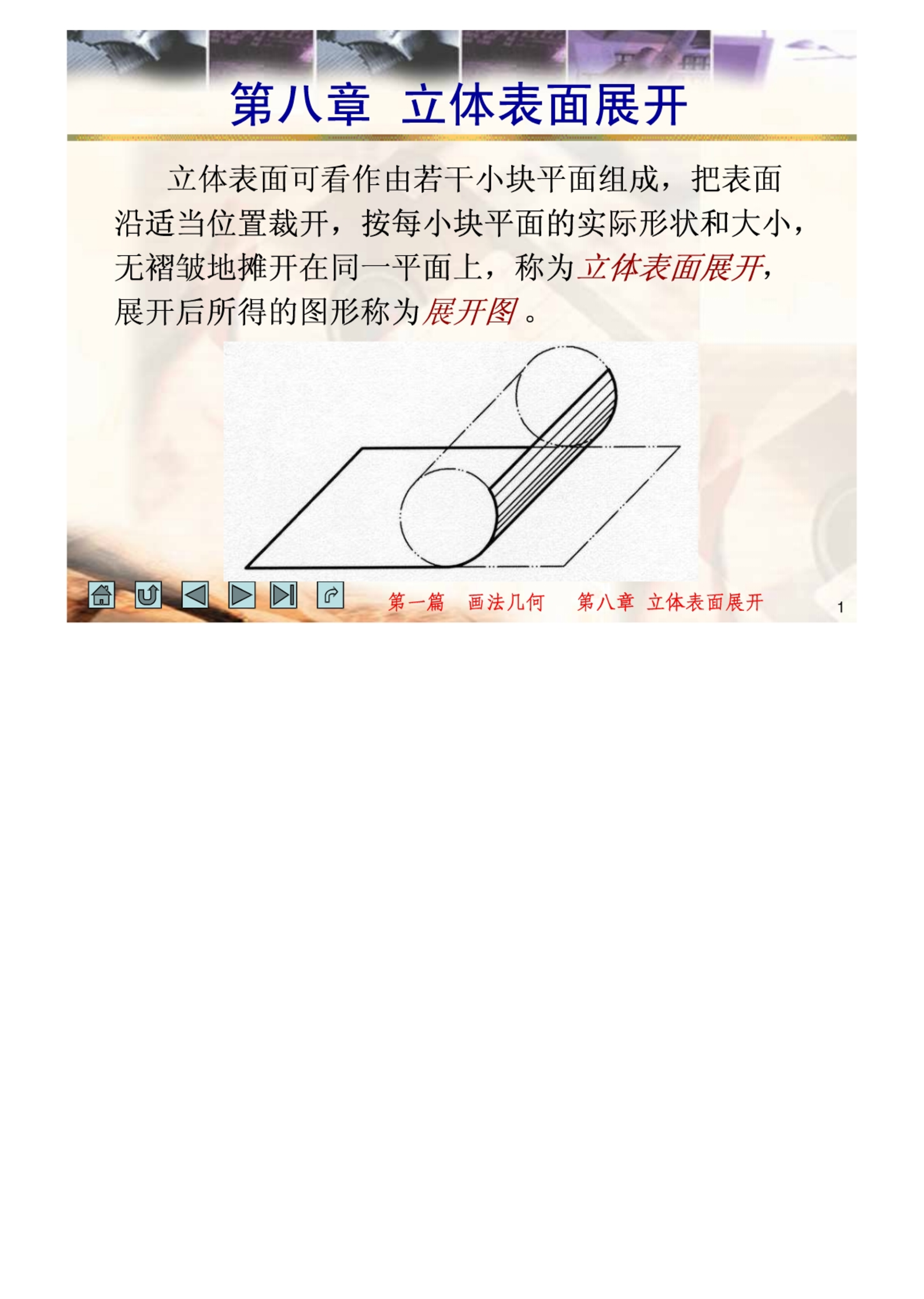
第八章立体表面展开第八章立体表面展开§8-1多面体表面展开§8-1多面体表面展开§8-1多面体表面展开§8-1多面体表面展开§8-1多面体表面展开§8-1多面体表面展开§8-1多面体表面展开§8-1多面体表面展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展曲面的展开§8-2可展
展开图的画法(非常有用).pdf

电动机绕组展开图的画法.docx
电动机绕组展开图的画法所谓展开图,就是将电动机定子铁心带绕组用刀切开并摊平,按电动机绕组在定子铁心上的布置,画出的一种绕组展开图。例1、一台24槽,4极电机,要求采用同心式绕组布置,求画绕组展开图。1、根据要求先出每极所占槽数每极所占槽数=电动机的总槽数/(2P)或=电动机的总槽数/4(极数)每极所占槽数=24/4=6槽如下图所示2、求出每极每相所占(即为极相组)槽数,即在一个磁极里(N或S)按三相平分所得的槽数。每相在每个磁极里均按A、C、B的规律排列,而每相所占的槽数必定相等。如下图所示。每极每相所占