
真空浸漆或真空压力浸漆.doc

ys****39


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

真空浸漆或真空压力浸漆.doc
真空浸漆或真空压力浸漆(VPI)工艺规程1适用范围本工艺适用于B、F、H级交直流电机绕组绝缘和半成品电机绝缘的浸漆。2浸漆材料2.1通用7122无溶剂快干树脂2.2稀释剂:苯乙烯要求:浸漆材料进厂时,需要有产品合格证和使用说明书及检验报告。3工艺准备3.1设备检查:检查设备、仪器、仪表等是否正常。3.2配漆:单组分包装时可直接加入漆槽;双组分包装时,将甲、乙组份加入漆槽中并搅拌均匀,加入比例为1大桶甲组分(180KG)配1小桶乙组分(12KG)。3.3调节粘度:配好的漆应保持粘度在30~80秒(20℃,4

真空压力浸漆烘干.doc
◎真空压力浸漆烘干分类,常用的干燥机有:喷雾干燥机、流化床干燥机、气流干燥机、回转圆筒干燥机、滚筒干燥机、红外线干燥机、高频干燥机等。这些干燥机在饲料干燥工业中得到了广泛地应用,大大地支持了饲料工业的发展,其结构及工作原理都已被我们所熟知。本文将介绍几种MJ系列全自动真空低温连续干燥机是本公司技术人员在对常规的喷雾干燥和冷冻干燥的优缺点进行了反复的比较后研制开发成功的一种全新概念的真空干燥机、全自动带式真空低温连续干燥机、高效节能型干燥设备。在中药、西药、化工、食品、保健品等行业的产品干燥中,喷雾干燥优势
真空浸漆机.pdf
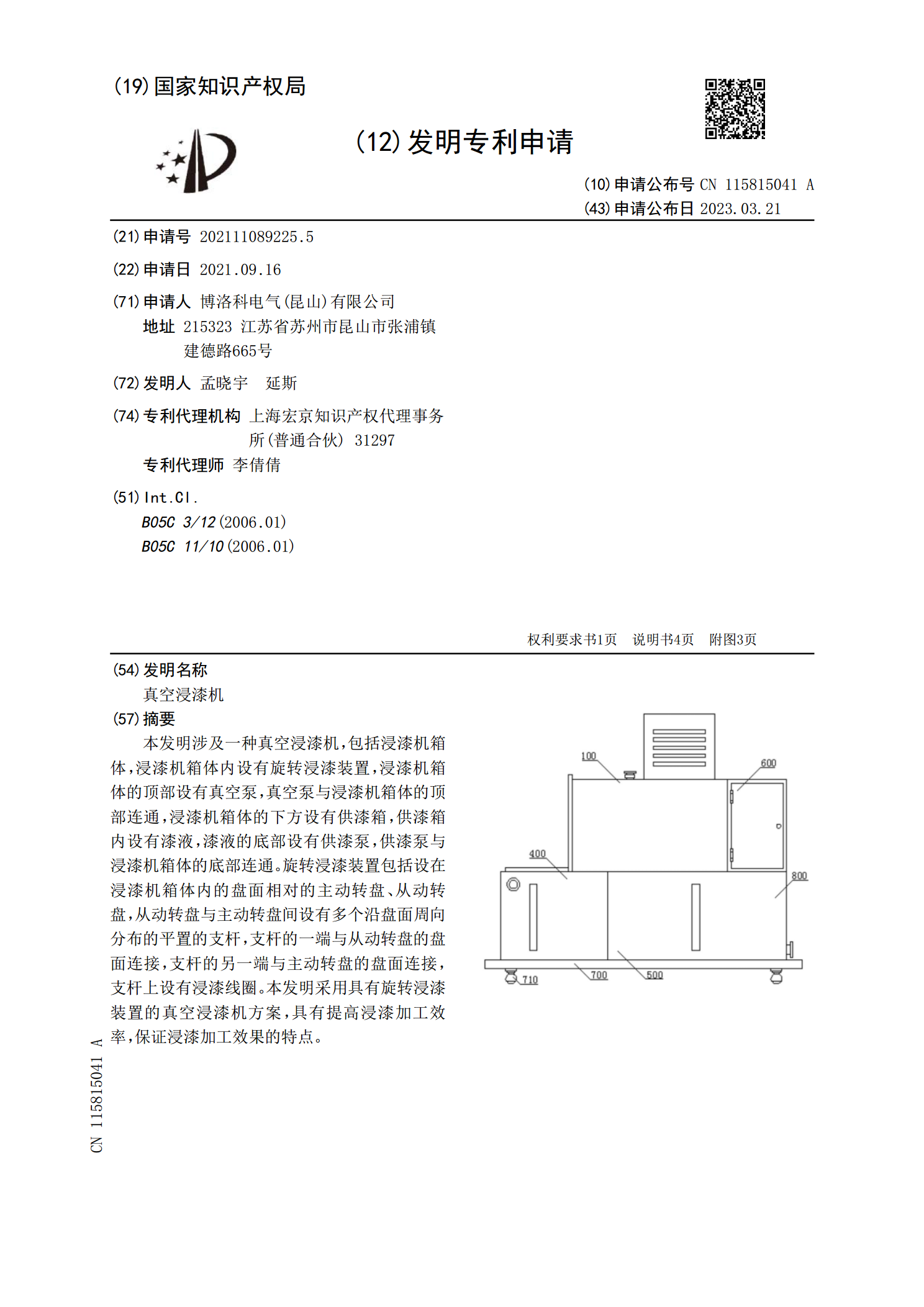
本发明涉及一种真空浸漆机,包括浸漆机箱体,浸漆机箱体内设有旋转浸漆装置,浸漆机箱体的顶部设有真空泵,真空泵与浸漆机箱体的顶部连通,浸漆机箱体的下方设有供漆箱,供漆箱内设有漆液,漆液的底部设有供漆泵,供漆泵与浸漆机箱体的底部连通。旋转浸漆装置包括设在浸漆机箱体内的盘面相对的主动转盘、从动转盘,从动转盘与主动转盘间设有多个沿盘面周向分布的平置的支杆,支杆的一端与从动转盘的盘面连接,支杆的另一端与主动转盘的盘面连接,支杆上设有浸漆线圈。本发明采用具有旋转浸漆装置的真空浸漆机方案,具有提高浸漆加工效率,保证浸漆加

真空压力浸漆烘干系统的研究与设计.docx
真空压力浸漆烘干系统的研究与设计真空压力浸漆烘干系统的研究与设计摘要:本文介绍了真空压力浸漆烘干系统的研究与设计,包括系统的工作原理、关键部件的选择、系统的设计及其性能测试。通过实验和测试对该系统进行分析和评价,证明了其在工业生产中具有很高的实用性和经济价值。关键词:真空压力、浸漆、烘干、系统设计一、引言钢结构是建筑工程中广泛使用的材料之一,但钢材表面易受到腐蚀、氧化等影响,导致表面质量下降。因此,对钢结构表面进行防腐涂装是非常必要的。为了提高涂装质量和效率,各种自动化、高效的涂装工艺逐渐出现。传统的钢结

FH级低压绕组真空压力浸漆基本工艺守则.doc
佳木斯电机股份有限公司发布-03-15实行-03-14发布F(H)级低压电机绕组真空压力浸漆、烘干工艺守则0EE.926.034-代替0EE.926.034-佳木斯电机股份有限公司技术文献F(H)级低压电机绕组真空压力浸漆、烘干工艺守则范畴本工艺守则规定了低压电机绕组进行真空压力浸漆、烘干操作规范和设备参数选定,合用于F(H)级低压电机有绕组定子铁心和绕线转子铁心进行真空压力浸漆、烘干全过程。规范性引用文献0EE.629.001生产过程中零部件存储、转序工艺规程材料及劳动保护用品JF-9801H6F级浸渍